一种兼具贴胶和落料功能治具的制作方法
本技术涉及非标工装治具设计,尤其是一种兼具贴胶和落料功能治具。
背景技术:
1、装饰按键套装于按键本体上,以起到装饰效果。如图1中所示,装饰按键为组合件,主要由装饰按键金属件和压敏双面胶构成。如图2中所示,在装饰按键金属件成型有套装凹槽,且出于提升其与按键本体的结合强度方面考虑,在套装凹槽内还预先黏合有压敏双面胶。
2、就目前行业现状而言,装饰按键的制备工艺大致如下:首先,成型出金属料带,借助于压型模具对金属条执行压型操作,以在其上成型出多个装饰按键金属件,随后,借助于冲裁模具对金属条执行冲裁操作;而后,金属料带转移至贴胶工位,将压敏双面胶逐件置入装饰按键金属件的套装凹槽内,且借助于贴胶治具进行施压黏合;随后,金属料带被转移至裁剪落料工位,借助于落料治具以剪除各装饰按键金属件与边框之间的连接金属,即可批量地制备出装饰按键成品。上述制备工艺存在有以下问题:1)产线整体效率偏低,且需配备较多工人,导致单品制造成本居高不下;2)在落料工位,需重新对金属料带进行二次定位,定位误差无法消除,势必会引起裁剪偏差量超标,部分装饰按键成品的周缘出现有金属毛刺(因裁剪量不足引起)或内凹缺口(因裁剪量过量引起),后续需要消耗大量的人力、物力进行修整;3)产线相对较长,占用较大的空间场地,不利于车间的整体规划、布局。因而,亟待技术人员解决上述问题。
技术实现思路
1、故,本实用新型课题组鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过课题组人员不断实验以及修改,最终导致该兼具贴胶和落料功能治具的出现。
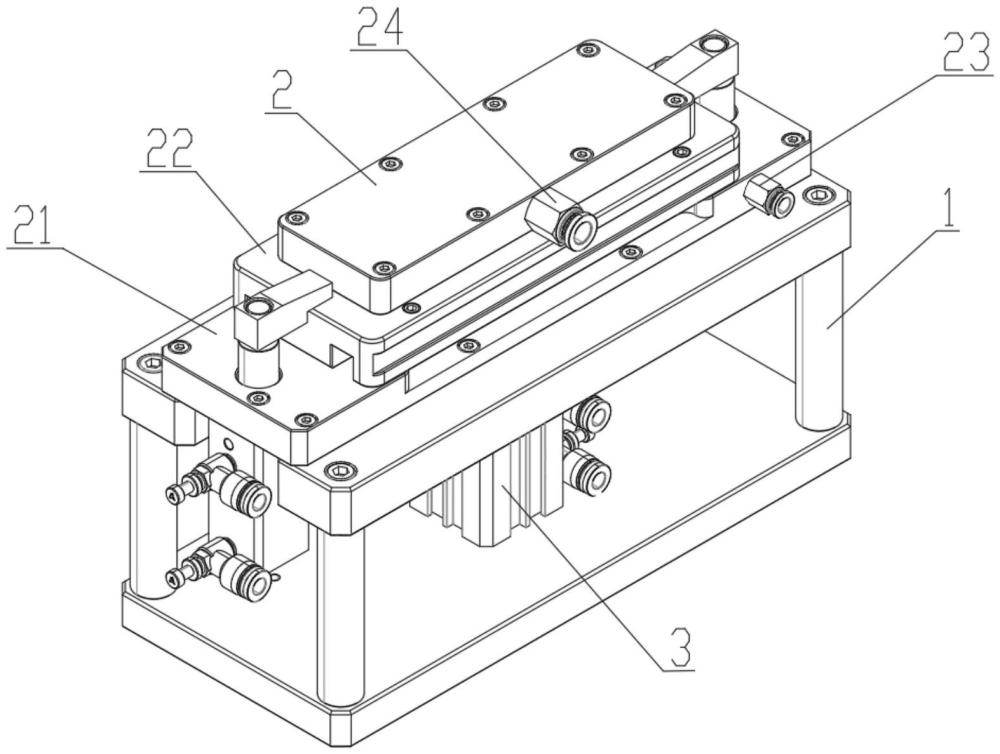
2、为了解决上述技术问题,本实用新型涉及了一种兼具贴胶和落料功能治具,用来将压敏双面胶黏合于装饰按键金属件的套装凹槽内。兼具贴胶和落料功能治具包括承力架、贴胶功能部以及推顶落料功能部。贴胶功能部由承力架负担,其包括有下模板、上模板、第一负压气体供应单元以及第二负压气体供应单元。第一负压气体供应单元与下模板相配套,其上整版排布有多个装饰按键金属件的金属料带在负压效应作用下得以吸附于下模板。第二负压气体供应单元与上模板相配套,压敏双面胶在负压效应作用下得以吸附于上模板。当上模板相对于下模板落定后,压敏双面胶在压力作用下得以实现与金属料带的黏合,金属料带因受到对向挤压而定位、且保持展平态。推顶落料功能部亦由承力架负担,且其与贴胶功能部相协作。待压敏双面胶黏合完毕后,推顶落料功能部发生动作,金属料带上所预设的弱连接区因受到推顶力作用而扯裂,伴随地分离出多个黏合有压敏双面胶的装饰按键成品。
3、作为本实用新型所公开技术方案的进一步改进,承力架包括顶板、底板和支撑单元。顶板位于底板的正上方,且与底板保持平行。支撑单元由多件顶靠于顶板和底板之间的支撑柱构成。顶板的上表面被用作下模板的安装基准面,且两者借助于紧固件进行锁定。
4、作为本实用新型所公开技术方案的更进一步改进,推顶落料功能部包括伸缩式液压缸、安装基板以及推料刀单元。安装基板位于顶板的正下方,且与顶板保持平行。伸缩式液压缸用来驱动安装基板执行升降运动,且其竖立状安装于底板上。推料刀单元用来推顶扯裂金属料带,且其由前置推料刀和后置推料刀构成。前置推料刀和后置推料刀均竖立状安装于安装基板的顶壁上,且两者沿着前后方向间隔设定距离。在顶板上开设有供前置推料刀自由穿越的第一长条形工艺缺口、供后置推料刀自由穿越的第二长条形工艺缺口。在下模板上开设有供前置推料刀自由穿越的、且与第一长条形工艺缺口正对位的第三长条形工艺缺口以及供后置推料刀自由穿越的、且与第二长条形工艺缺口正对位的第四长条形工艺缺口。在上模板分别开设有与前置推料刀保持对位的前置避刀凹槽和与后置推料刀保持对位的后置避刀凹槽。
5、作为本实用新型所公开技术方案的更进一步改进,位于第三长条形工艺缺口和第四长条形工艺缺口空档之间,在下模板的顶壁成型出有多个供金属料带上所排布装饰按键金属件置入的仿形凹槽。多个仿形凹槽相协同以实现对金属料带的吸附定位。在上模板的顶壁成型出有多个与仿形凹槽外形相适配的凸台。多个凸台相协同以实现对压敏双面胶的吸附定位。
6、作为本实用新型所公开技术方案的更进一步改进,第一负压气体供应单元包括有第一负压发生器、第一软管以及第一快速接头。第一快速接头采取螺纹副联接形式以实现与下模板的插装,相适配地,下模板的内部成型出有与各仿形凹槽相连通的第一气道。第一负压发生器用来持续地生成负压空气,且借助于第一软管和第一快速接头以向着第一气道供应负压空气。第二负压气体供应单元包括有第二负压发生器、第二软管以及第二快速接头。第二快速接头采取螺纹副联接形式以实现与上模板的插装,相适配地,上模板的内部成型出有与各凸台相连通的第二气道。第二负压发生器用来持续地生成负压空气,且借助于第二软管和第二快速接头以向着第二气道供应负压空气。
7、作为本实用新型所公开技术方案的进一步改进,推顶落料功能部还包括有导向单元。当伸缩式液压缸启动后,导向单元使得安装基板沿着上下方向定向地执行位移运动。导向单元由左置导向杆和右置导向杆构成。左置导向杆和右置导向杆沿着左右方向对位而置,均插装于顶板上,且向下延伸设定长度。在安装基板上分别设有供左置导向杆自由穿越的左置导向结构以及供右置导向杆自由穿越的右置导向结构。
8、作为本实用新型所公开技术方案的更进一步改进,左置导向结构优选为开设于安装基板上的、与左置导向杆外径尺寸相适配的左置导向通孔。右置导向结构优选为开设于安装基板上的、与右置导向杆外径尺寸相适配的右置导向通孔。
9、当然,作为上述技术方案的另一种改型设计,左置导向结构亦可优选为嵌设于安装基板左侧的、与左置导向杆相配套应用的左置抗磨导向套。右置导向结构亦可优选为嵌设于安装基板右侧的、与右置导向杆相配套应用的右置抗磨导向套。
10、作为本实用新型所公开技术方案的进一步改进,推顶落料功能部还包括有下压锁紧单元。当上模板完成落定动作后,其因受到来自于下压锁紧单元的下压力作用而与下模板紧密贴靠。下压锁紧单元包括左置伸缩旋转式液压缸和右置伸缩旋转式液压缸。左置伸缩旋转式液压缸、右置伸缩旋转式液压缸分别可拆卸地固定于下模板的左、右侧。在下模板的左、右侧分别开设有供左置伸缩旋转式液压缸的活塞杆自由穿越的左置避让通孔和供右置伸缩旋转式液压缸的活塞杆自由穿越的右置避让通孔。在顶板的左、右侧分别开设有利于左置伸缩旋转式液压缸装入的左置工艺缺口和利于右置伸缩旋转式液压缸装入的右置工艺缺口。
11、作为本实用新型所公开技术方案的进一步改进,贴胶功能部还包括有限位单元。限位单元用来确保上模板相对于下模板精准地落放,且包括有左置限位销和右置限位销。左置限位销和右置限位销沿着左右方向相对位而置,且均插装于下模板上,相对应地,上模板开设有与左置限位销相适配的左置限位销孔以及与右置限位销相适配的右置限位销孔。
12、通过采用上述技术方案进行设置,本实用新型所公开治具将贴胶功能部和推顶落料功能部进行了有机地融合,使得金属料带在同一工位即可依序完成将压敏双面胶依次黏合于装饰按键金属件的套装凹槽内操作以及去除多余金属部分以独立地成型出装饰按键成品操作,如此,其在实际应用中至少取得了以下几方面的有益技术效果,具体为:
13、1)可大幅度提升产线整体生产效率,所需配备工人数量得以大幅度地下降,且治具制造成本相较于单功能治具将近缩减了40%,从而为装饰按键成品制造成本的降低作了良好的铺垫;
14、2)因压敏双面胶黏合操作和推顶落料操作集中于同一工位,无需对金属料带进行二次定位,均沿用同一定位基准,从而可有效地降低裁剪偏差量超标出现的几率,确保成型后的装饰按键成品具有良好的外观质量;
15、3)在装饰按键成品质量得以确保的前提下,产线得以进行了有效地整合,可有效地缩短装饰按键生产线总长,利于对其进行车间场地布局。
- 还没有人留言评论。精彩留言会获得点赞!