缓冲件、电池单体、电池及用电装置的制作方法
本技术涉及电池领域,具体涉及一种缓冲件、电池单体、电池及用电装置。
背景技术:
1、节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
2、在电池的循环工作过程中,电极组件会反复膨胀,膨胀力作用于外壳,使外壳鼓胀变形,影响电池的使用寿命。
技术实现思路
1、鉴于上述问题,本技术提供一种缓冲件、电池单体、电池及用电装置,能够缓解电池使用过程中的膨胀力的问题。
2、第一方面,本技术提供了一种缓冲件,用于电池单体内部,所述电池单体包括外壳和电极组件,所述缓冲件具有面向或背向所述电极组件的承压面,所述承压面设有避空槽。
3、本技术实施例的技术方案中,通过在缓冲件的承压面上设置避空槽,可以降低缓冲件的有效面积,使缓冲件在满足较好的支撑性的基础上,实现对缓冲件的可压缩率的提高;通过将该缓冲件放置在电池单体内,在电池制造过程中,缓冲件具有较强的支撑能力,可以满足真空烘焙中对抗变形性能要求;在电池单体循环期间,缓冲件可以提供较强的支撑能力,减少极片变形,改善因膨胀造成的极片打皱现象,缓解循环过程中的析锂或析钠问题;在电池单体循环后期,缓冲件可以被较大压缩,减少缓冲件对外壳内空间的占用,一定程度上保证电极组件的可膨胀空间,降低电池单体的膨胀力,提高电池单体的使用寿命。
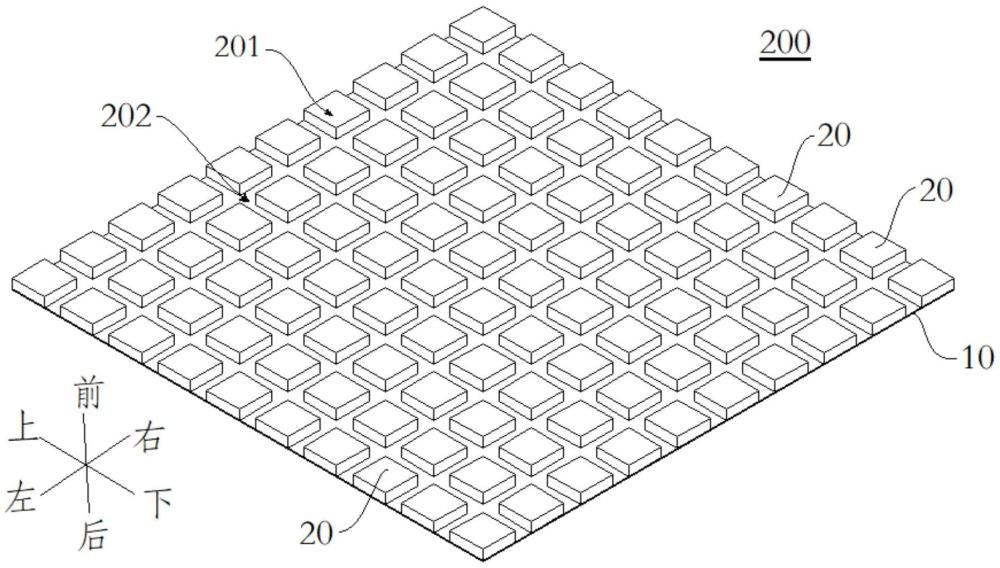
4、在一些实施例中,所述缓冲件包括支撑板和多个缓冲块,所述缓冲块设在所述支撑板上,多个所述缓冲块间隔布置且相邻两个所述缓冲块之间的空隙形成为所述避空槽。在上述技术方案中,通过将缓冲件设置为包括多个缓冲块的形式,通过多个缓冲块与支撑板的拼接组合形成缓冲件整体,每个缓冲块结构简单,制造工艺简单,便于制造成型。
5、在一些实施例中,所述缓冲块与所述支撑板固定连接。在上述技术方案中,多个缓冲块可以直接固定在支撑板上,实现缓冲件的组合装配,提高缓冲件的稳定性。
6、在一些实施例中,所述缓冲块与所述支撑板粘接配合。在上述技术方案中,多个缓冲块可以直接粘接在支撑板上,实现缓冲件的组合装配,装配工艺简单,便于装配成型,降低了整个缓冲件的制造难度,降低制造成本。
7、在一些实施例中,所述支撑板的一侧的多个所述缓冲块沿所述支撑板的长度方向和/或宽度方向间隔布置。在上述技术方案中,使得缓冲件对电极组件的支撑均匀,压缩变形也可以更均匀,进而可有效缓解电池单体的膨胀力。
8、在一些实施例中,相邻两个所述缓冲块之间的距离l1,其中,l1不大于20mm。在上述技术方案中,可以避免两个缓冲块之间距离过大导致局部应力不均的问题,提高缓冲件的支撑效果。
9、在一些实施例中,所述支撑板的厚度范围为30um-200um。在上述技术方案中,既可以一定程度上避免缓冲件过厚导致缓冲件占用空间过多以及缓冲件难以压缩的问题,又可以提高对缓冲块的支撑效果,提高缓冲件的支撑能力,从而可以满足真空烘焙中对抗变形性能要求;或在电池单体循环期间,缓冲件可以提供较强的支撑能力,减少极片变形等。
10、在一些实施例中,所述支撑板在1mpa下的压缩率不大于5%。在上述技术方案中,通过将支撑板的压缩率限定在5%之内,可以使得支撑板可以对缓冲块实现可靠的支撑效果,进而提高缓冲件的支撑性。
11、在一些实施例中,所述支撑板的材质包括高密度聚乙烯、聚甲基丙烯酸酯、聚对苯二甲酸乙二醇酯、聚四氟乙烯中的至少一种。在上述技术方案中,通过采用上述材料,使得支撑板可以对缓冲块实现可靠的支撑效果,进而提高缓冲件的支撑性。
12、在一些实施例中,所述缓冲件为缓冲块,所述缓冲块外表面一部分向内凹陷形成凹槽,所述凹槽形成为所述避空槽。在上述技术方案中,通过将缓冲件设计为一个整体的结构件,通过挖槽形成避空槽,制造方便,同时可以减少缓冲件的装配步骤,减少装配的工作量,降低制造成本。
13、在一些实施例中,所述凹槽包括多个,多个所述凹槽沿所述缓冲件的长度方向和/或所述缓冲件的宽度方向间隔布置。在上述技术方案中,可以使凹槽的排布更加均匀,进而使得缓冲件对电极组件的支撑更加均匀,压缩变形也可以更加均匀,进而可有效缓解电池单体的膨胀力。
14、在一些实施例中,每个所述凹槽在所述缓冲件的长度方向上的尺寸为l2,每个所述凹槽在所述缓冲件的宽度方向上的尺寸为l3,其中,l2不大于20mm,l3不大于20mm。在上述技术方案中,既可以使得缓冲件具有较好的支撑性,又可以使得对缓冲件的可压缩率的提高。
15、在一些实施例中,所述凹槽形成沿所述缓冲件的长度方向或所述缓冲件的宽度方向延伸形成条形凹槽。在上述技术方案中,使得缓冲件具有较好的支撑性和较高的可压缩率的基础上,减少凹槽的数量,简化缓冲件的结构,便于缓冲件的制造成型。
16、在一些实施例中,所述缓冲块的材质包括聚乙烯、聚丙烯、聚氨酯、硅橡胶中的至少一种。在上述技术方案中,通过采用此类发泡材料件,可以在提高缓冲件的可压缩性的基础上,降低制造成本。
17、在一些实施例中,所述缓冲件的厚度方向上的相对两侧分别设有所述避空槽,且所述避空槽在所述缓冲件的厚度方向上相对布置。在上述技术方案中,在电极组件膨胀时,可以防止缓冲件在其长度或宽度方向上活动变形等,便于提高缓冲件的稳定性,进而提高缓冲件支撑的可靠性。
18、在一些实施例中,所述缓冲件的承压面的面积为s1,所述避空槽的面积为s2,其中,s2/s1的范围为0-70%。在上述技术方案中,可以降低缓冲件有效面积,提高缓冲件可压缩率,使得缓冲件同时具备良好的抗变形能力和高的可压缩率,进而可以降低电池单体后期的膨胀力。
19、在一些实施例中,s2/s1的范围为20%-50%。在上述技术方案中,可以进一步使得缓冲件同时具备良好的抗变形能力和高的可压缩率,进而可以降低电池单体后期的膨胀力。
20、在一些实施例中,所述缓冲件的厚度为h1,所述避空槽在所述缓冲件的厚度方向上的尺寸为h2,h2/h1的范围为0-90%。在上述技术方案中,可以使得缓冲件同时具备良好的抗变形能力和高的可压缩率,进而可以降低电池单体后期的膨胀力。
21、在一些实施例中,h2/h1的范围为30-85%。在上述技术方案中,可以进一步使得缓冲件同时具备良好的抗变形能力和高的可压缩率,进而可以降低电池单体后期的膨胀力。
22、在一些实施例中,所述缓冲件在1mpa下的压缩率大于60%。在上述技术方案中,可以使缓冲件随着电极组件的膨胀压缩变形,以尽可能吸收电极组件的膨胀,降低电池单体循环后期的膨胀力。
23、第二方面,本技术提供了一种电池单体,包括外壳、电极组件和根据本技术第一方面提供的缓冲件,所述缓冲件和所述电极组件均设于所述外壳内。在上述技术方案中,通过采用上述缓冲件,在电池制造过程中,缓冲件具有较强的支撑能力,可以满足真空烘焙中对抗变形性能要求;在电池单体循环前期,缓冲件可以提供较强的支撑能力,减少极片变形,改善因膨胀造成的极片打皱现象,缓解循环过程中的析锂或析钠问题;在电池单体循环后期,缓冲件可以被较大压缩,减少缓冲件对外壳内空间的占用,一定程度上保证电极组件的可膨胀空间,降低电池单体的膨胀力,提高电池单体的使用寿命。
24、在一些实施例中,所述外壳和所述电极组件之间设有所述缓冲件。在上述技术方案中,将缓冲件设置在外壳和电极组件之间,安装方便,且可以减少电极组件膨胀时外壳受到的应力,有效降低外壳变形的概率。
25、在一些实施例中,所述电池单体包括多个电极组件,所述缓冲件设于相邻两个所述电极组件之间。在上述技术方案中,通过在电极组件之间设置缓冲件,缓冲件可以有效吸收电极组件的膨胀量,减少电极组件膨胀时外壳受到的应力。
26、在一些实施例中,所述电池单体的群裕度范围为96%-105%。在上述技术方案中,通过采用上述缓冲件,使电池单体的群裕度在96%-105%之间,即在电池单体的厚度方向上,缓冲件和电极组件可以大致填满整个外壳的内腔,进而一定程度上保证缓冲件可以对电极组件起到有效的支撑,降低缓冲件对电极组件支撑失效导致的极片打皱等界面异常的问题。
27、在一些实施例中,所述缓冲件的厚度与所述电极组件的厚度比范围为2%-15%。在上述技术方案中,可以提高电池单体的能量密度,又可以使缓冲件起到有效的缓冲作用,减少电极组件膨胀时外壳受到的膨胀力,有效降低外壳变形的概率。
28、在一些实施例中,所述电极组件包括卷绕布置的多个极片且所述电极组件的外周面包括平直部和与所述平直部的端部连接的拐弯部,所述平直部和所述拐弯部中的至少一个与所述缓冲件相对设置。
29、在上述技术方案中,缓冲件能够对平直部和拐弯部中的至少一处起到缓冲和支撑作用,降低电极组件的断桥和析锂风险。
30、在一些实施例中,所述电极组件包括沿第一方向叠片布置的多个正极极片和多个负极极片,所述缓冲件与所述电极组件沿所述第一方向至少一侧的表面相对设置。
31、在上述技术方案中,缓冲件能够对叠片式的电极组件起到有效缓冲和支撑作用,且缓冲件所需面积较小,成本较低。
32、在一些实施例中,所述避空槽的槽口形成于所述承压面,所述电极组件与所述承压面相对区域的极片层叠方向与所述承压面垂直。在上述技术方案中,使用过程中,极片沿层叠方向更易发生膨胀,通过与承压面相对的区域的极片层叠方向与承压面垂直,使承压面能够更充分地向极片提供缓冲和支撑,以提高减少极片打皱的效果。
33、第三方面,本技术提供了一种电池,其包括上述实施例中的电池单体。
34、第四方面,本技术提供了一种用电装置,其包括上述实施例中的电池,所述电池用于提供电能。
35、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!