一种一体成型电感绕线伺服胶轮自动送线装置的制作方法
本技术涉及电感线圈设备,较为具体的,涉及一种一体成型电感绕线伺服胶轮自动送线装置。
背景技术:
1、绕线机是把线状的物体缠绕到特定的工件上的设备,通常用于铜线缠绕。凡是电器产品大多需要用漆包铜线(简称漆包线)绕制成电感线圈,可以使用绕线机完成这一道或多道加工。自动绕线机作为一种自动化制造设备,广泛应用于变压器、电感、线圈等生产行业。
2、公开号:cn215496371u,一种自动绕线设备,公开了机架后部底部设有多个线轴2,线轴2的输出端连接对应的上刀模装置4,用于将线轴2的电感线引送至上刀模装置4,上刀模装置4的上部设有下刀模装置5,裁切装置6位于上刀模装置4的上方后部且位于下刀模装置5的下方后部,上刀模装置4的后部连接有第一伺服模组48,使得上刀模装置4能够沿x轴、y轴、z轴移动,下刀模装置5的后部连接第三有伺服模组55,使得下刀模装置5能够沿x轴、z轴移动,裁切装置6的后部连接第二伺服模组63,使得上刀模装置4能够沿y轴移动,上刀模装置4、下刀模装置5、裁切装置6配合作用使得电感线绕线成电感线圈,机架前端连接输送机构8,将成品的电感线圈通过下刀模装置5输送至输送机构8的空治具上进入下一流程。
3、公开号:cn202394700u,一种线圈盘自动绕制加工机,公开了包括机架及置于机架上的送线机构、绕线机构、加热机构、卸料机构和控制上述各机构工作的控制电路。
4、上述申请中的绕线机均仅通过设置阻力器来进行送线,在送线过程中张力不能较好的控制,送线行程长,线易断裂,且对应不同线径不能灵活进行张力调节,降低了生产效率。
5、有鉴于此,本实用新型提出一种张力稳定的、方便调节的,一种一体成型电感绕线伺服胶轮自动送线装置。
技术实现思路
1、有鉴于此,为了解决现有的绕线机送线张力难以控制、送线易断裂的问题,本实用新型提出一种一体成型电感绕线伺服胶轮自动送线装置,线轴输出端与胶轮送线模组2输入端连接,胶轮送线模组2输出端与浮动送线模组3输入端连接,浮动送线模组3输入端外部绕线装置输入端连接,胶轮送线模组2包括第一安装座4、第一导向送线组件5、第二导向送线组件6、送线胶轮组件7、驱动机构8、调节压紧组件9,第一安装座4侧边的一端设有第一导向送线组件5,第一安装座4内设有送线胶轮组件7,送线胶轮组件7顶部设有调节压紧组件9,用于调节摩擦力,送线胶轮组件7侧边设有驱动机构8,驱动机构8用于驱动送线胶轮组件7转动送线,安装座侧边靠近送线胶轮组件7输入端处设有第一导向送线组件5,安装座侧边靠近送线胶轮组件7输出端处设有第二导向送线组件6,通过胶轮送线模组2与浮动送线模组3配合运动,提供稳定张力,通过调节压紧组件9灵活进行张力调节,提高生产效率。
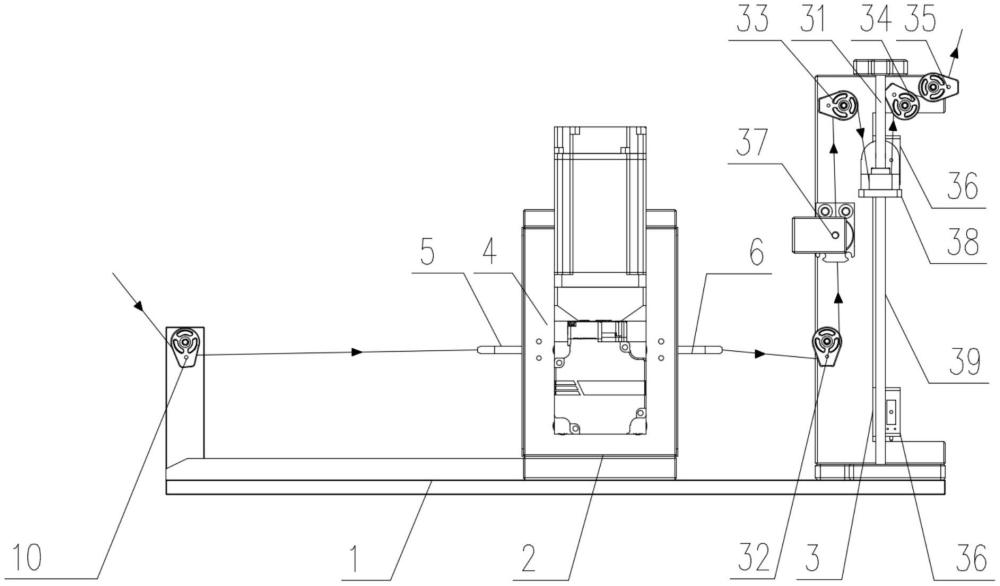
2、一种一体成型电感绕线伺服胶轮自动送线装置,线轴、送线装置1,所述线轴输出端与送线装置1输入端连接,线轴用于为送线装置1提供漆包线,送线装置1输出端与外部绕线装置输入端连接,送线装置1用于将漆包线稳定输入至绕线装置内进行绕线,其特征在于:所述送线装置1包括胶轮送线模组2、浮动送线模组3、第五防跳线组件10,所述线轴输出端与第五防跳线组件10输入端连接,第五防跳线组件10输出端与胶轮送线模组2输入端连接,胶轮送线模组2输出端与浮动送线模组3输入端连接,浮动送线模组3输入端外部绕线装置输入端连接,所述胶轮送线模组2包括第一安装座4、第一导向送线组件5、第二导向送线组件6、送线胶轮组件7、驱动机构8、调节压紧组件9,第一安装座4侧边的一端设有第一导向送线组件5,第一安装座4内设有送线胶轮组件7,送线胶轮组件7顶部设有调节压紧组件9,用于调节摩擦力,送线胶轮组件7侧边设有驱动机构8,驱动机构8用于驱动送线胶轮组件7转动送线,安装座侧边靠近送线胶轮组件7输入端处设有第一导向送线组件5,安装座侧边靠近送线胶轮组件7输出端处设有第二导向送线组件6。
3、进一步的,所述第一安装座4底部一侧设有第一安装口41,第一安装口41上方设有第一安装槽42,所述第一安装座4底部另一侧设有第二安装口43,第二安装口43上方设有第二安装槽44,第一安装口41与第二安装口43对称设置,第一安装槽42、第二安装槽44对称设置,所述送线胶轮组件7包括主动轮组件71、从动轮组件72,主动轮组件71一端穿过第一安装口41与驱动机构8驱动端连接,主动轮组件71另一端与第二安装口43连接,从动轮组件72一端与第一安装槽42卡接,从动轮组件72另一端与第二安装槽44卡接,主动轮组件71上方与从动轮组件72下方啮合连接,当驱动机构8驱动主动轮组件71顺时针旋转时,从动轮组件72随主动轮组件71进行逆时针旋转。
4、进一步的,调节压紧组件9包括盖板91、第一螺杆调节组件92、第二螺杆调节组件93,从动轮上方设有盖板91,所述盖板91上方一侧均设有第一调节孔,盖板91上方另一侧设有第二调节孔,第一调节孔内设有第一螺杆调节组件92,第二调节孔内设有第二螺杆调节组件93,盖板91通过第一螺杆调节组件92、第二螺杆调节组件93与从动轮组件72可调节连接。
5、进一步的,所述第一螺杆调节组件92包括第一螺杆921、第一弹簧922,第一螺杆921穿过第一调节孔后底部与第一安装槽42内的从动轮组件72顶部抵接,第一螺杆921底部套接有第一弹簧922,第一弹簧922顶部与盖板91底部连接,第一弹簧922底部与第一安装槽42内的从动轮组件72顶部连接,所述第二螺杆调节组件93包括第二螺杆931、第二弹簧932,第二螺杆931穿过第二调节孔后底部与第二安装槽44内的从动轮组件72顶部抵接,第二螺杆931底部套接有第二弹簧932,第二弹簧932顶部与盖板91底部连接,第二弹簧932底部与第二安装槽44内的从动轮组件72顶部连接,所述第一弹簧922、第二弹簧932起到缓冲分解力的作用,防止受力过大。
6、进一步的,所述驱动机构8包括驱动电机81、联轴器82,所述驱动电机81通过联轴器82与主动轮组件71远离第二安装口43端连接,用于驱动主动轮组件71旋转。
7、进一步的,所述第一导向送线组件5、第二导向送线组件6,所述第一导向送线组件5包括第一安装块51、第一导线嘴52,第一安装座4侧边的一端设有第一安装块51,第一安装块51内第三安装口,第三安装口内设有第一导线嘴52,第一导线嘴52通过螺丝与第一安装块51可拆卸连接;所述第二导向送线组件6包括第二安装块61、第二导线嘴62,第二安装座侧边的一端设有第二安装块61,第二安装块61内第四安装口,第四安装口内设有第二导线嘴62,第二导线嘴62通过螺丝与第二安装块61可拆卸连接。
8、进一步的,所述浮动送线模组3包括第二安装座31、第一防跳线组件32、第二防跳线组件33、第三防跳线组件34、第四防跳线组件35、光电传感器36、压紧组件37、浮动张紧组件38,由胶轮送线模组2输出的漆包线依次通过第一防跳线组件32、压紧组件37、第二防跳线组件33、浮动张紧组件38、第三防跳线组件34、第四防跳线组件35输出至外部绕线装置输入端,所述第二安装座31底部的左右两侧均设有第一防跳线组件32,第一防跳线组件32上方设有第二防跳线组件33,第一防跳线组件32与第二防跳线组件33之间设有压紧组件37,压紧组件37用于对漆包线送线时进行压紧,第二防跳线组件33侧边设有第三防跳线组件34,第三防跳线组件34侧边设有第四防跳线组件35,第二防跳线组件33与第三防跳线组件34之间设有浮动张紧组件38,第二安装座31靠近浮动张紧组件38的顶部与底部均设有光电传感器36,光电传感器36用于监测浮动张紧组件38位置。
9、进一步的,所述辅助压紧组件37包括第三安装座371、第一驱动气缸372、第一压块373、第一抵接块374,第二安装座31的中部设有第三安装座371,第三安装座371内设有第一驱动气缸372,第一驱动气缸372的左右两侧设有驱动端,驱动端处设有第一压块373,每一第一压块373的侧边设有第一抵接块374。
10、进一步的,所述浮动张紧组件38包括滑动座381、导线轮382,所述第二安装座31的顶部与底部均平行设有安装条,相邻的安装条之间间隔设有2根导杆39,相邻的导杆39上套接设有滑动座381,滑动座381中部设有导线轮382,滑动座381随导杆39带动导线轮进行垂直浮动滑动,第二防跳线组件33输出的漆包线通过导线轮382与第三防跳线组件34连接。
11、进一步的,第一抵接块374材质为尼龙,起到防电感线圈漆碰落的作用,所述主动轮组件71、从动轮组件72的滚轮外部均为柔性材质,防止线体外层漆掉落。
12、本实用新型的有益效果:本实用新型提出一种一体成型电感绕线伺服胶轮自动送线装置,所述线轴输出端与第五防跳线组件10输入端连接,第五防跳线组件10输出端与胶轮送线模组2输入端连接,胶轮送线模组2输出端与浮动送线模组3输入端连接,浮动送线模组3输入端外部绕线装置输入端连接,胶轮送线模组2包括第一安装座4、第一导向送线组件5、第二导向送线组件6、送线胶轮组件7、驱动机构8、调节压紧组件9,第一安装座4侧边的一端设有第一导向送线组件5,第一安装座4内设有送线胶轮组件7,送线胶轮组件7顶部设有调节压紧组件9,用于调节摩擦力,送线胶轮组件7侧边设有驱动机构8,驱动机构8用于驱动送线胶轮组件7转动送线,安装座侧边靠近送线胶轮组件7输入端处设有第一导向送线组件5,安装座侧边靠近送线胶轮组件7输出端处设有第二导向送线组件6,通过胶轮送线模组2与浮动送线模组3配合运动,提供稳定张力,通过调节压紧组件9灵活进行张力调节,提高生产效率。
13、本实用新型的工作原理:
14、胶轮送线模组2旋转送线时,辅助压紧组件37为未压紧状态,胶轮送线模组2停止旋转送线时,辅助压紧组件37为压紧状态,当二者状态为相反,保证整体装置张力稳定。
15、线轴输出的线依次经过第五防跳线组件10、第一导向送线组件5、送线胶轮组件7、第二导向送线组件6、第一防跳线组件32、压紧组件37、第二防跳线组件33、浮动张紧组件38、第三防跳线组件34、第四防跳线组件35输出至外部绕线装置输入端。
16、当第二安装座31顶部的光电传感器检测到滑动张紧组件38向上运动处于靠近第二安装座31时,此时漆包线线量即将用尽需要送线,驱动机构8驱动主动轮组件71顺时针旋转,从动轮组件72随主动轮组件71进行逆时针旋转进行送线,此时辅助压紧组件37为未压紧状态。
17、当第二安装座31底部的光电传感器检测到滑动张紧组件38向下运动处于靠近第二安装座31时,此时表示漆包线线量充足无需送线,驱动机构8停止驱动主动轮组件旋转,此时辅助压紧组件37为压紧状态。
- 还没有人留言评论。精彩留言会获得点赞!