电池单体、电池及用电装置的制作方法
本技术涉及电池,具体而言,涉及一种电池单体、电池及用电装置。
背景技术:
1、随着新能源技术的发展,电池的应用越来越广泛,例如应用于手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等上。
2、在电池技术中,为保证电池单体的安全性,一般会在电池单体的外壳上设置用于泄放电池单体内部压力的泄压结构,使得在电池单体发生热失控时泄压结构能够在设置有刻痕槽的位置裂开,以泄放电池单体内部的压力。然而,现有的电池单体在发生热失控时的泄压速率较低,使得电池单体存在泄压不及时而引发起火爆炸等风险,从而导致电池单体的使用可靠性较低。
技术实现思路
1、本技术实施例提供一种电池单体、电池及用电装置,能够有效提升电池单体的使用可靠性。
2、第一方面,本技术实施例提供一种电池单体,包括外壳;所述外壳具有壁部,所述壁部形成有第一薄弱部和泄压区,所述壁部被配置为能够沿着所述第一薄弱部裂开,以打开所述泄压区;其中,所述壁部还设置有第二薄弱部,所述泄压区被配置为在所述第一薄弱部裂开时能够绕所述第二薄弱部翻转,以泄放所述电池单体的内部压力。
3、在上述技术方案中,通过在壁部上设置第一薄弱部和泄压区,且第一薄弱部限定出泄压区,使得壁部的第一薄弱部沿着第一薄弱部裂开,以打开壁部的泄压区后泄放电池单体的内部压力,其中,通过在壁部上设置第二薄弱部,使得泄压区在被打开时能够以第二薄弱部为轴进行翻转,从而能够提高壁部的泄压区的开启效果,有利于提升电池单体在泄压区打开后的泄压面积,进而能够提升电池单体在发生热失控时的泄压速率,以降低电池单体因泄压不及时而引发起火爆炸或连接失效等风险,有利于提升电池单体的使用可靠性。
4、在一些实施例中,沿所述壁部的厚度方向,所述第一薄弱部的厚度为d1,所述第二薄弱部的厚度为d2,满足,d1<d2。
5、在上述技术方案中,通过将第一薄弱部的厚度设置为小于第二薄弱部的厚度,使得第一薄弱部的强度小于第二薄弱部,以便于壁部能够优先在第一薄弱部进行裂开并泄放电池单体的内部压力,从而有利于降低第二薄弱部出现开裂的风险,以使泄压区被打开后能够绕第二薄弱部进行翻转。
6、在一些实施例中,沿所述壁部的厚度方向,所述第二薄弱部的厚度为d2,单位为mm,所述电池单体的能量密度为e,单位为wh/kg,满足,d2/e≤0.003。
7、在上述技术方案中,通过将第二薄弱部的厚度与电池单体的能量密度的比值设置为小于或等于0.003,以提升电池单体在泄压时泄压区被打开后绕第二薄弱部进行翻转的效果,从而能够增加泄压区被打开后进行泄压的面积,以降低因电池单体的泄压面积不足而造成电池单体出现爆炸或外壳连接失效等风险。
8、在一些实施例中,沿所述壁部的厚度方向,所述第二薄弱部的厚度为d2,所述电池单体的能量密度为e,满足,0.05mm<d2<1.5mm,150wh/kg≤e≤450wh/kg。
9、在上述技术方案中,通过将第二薄弱部的厚度设置为大于0.05mm,以提升第二薄弱部的结构强度,有利于降低第二薄弱部出现开裂的风险,使得泄压区被打开后能够绕第二薄弱部进行翻转,通过将第二薄弱部的厚度设置为小于1.5mm,有利于提升泄压区被打开后绕第二薄弱部进行翻转的效果,从而能够增加泄压区被打开后的泄压面积,以提升电池单体的泄压速率。通过将电池单体的能量密度设置为大于或等于150wh/kg,以使电池单体具有足够的能量密度,且能够降低电池单体的制造难度和制造成本,通过将电池单体的能量密度设置为小于或等于450wh/kg,以缓解电池单体在热失控后泄压不及时的现象,有利于提升电池单体的使用可靠性。
10、在一些实施例中,沿所述壁部的厚度方向,所述第二薄弱部的厚度为d2,所述电池单体的能量密度为e,满足,0.2mm≤d2≤0.8mm,180wh/kg≤e≤350wh/kg。
11、在上述技术方案中,通过将第二薄弱部的厚度设置为大于或等于0.2mm,一方面便于制造,有利于降低第二薄弱部的加工难度,另一方面能够进一步提升第二薄弱部的结构强度,有利于进一步降低第二薄弱部出现开裂的风险,使得泄压区被打开后能够绕第二薄弱部进行翻转,通过将第二薄弱部的厚度设置为小于或等于0.8mm,有利于进一步提升泄压区被打开后绕第二薄弱部进行翻转的效果,从而能够增加泄压区被打开后的泄压面积,以提升电池单体的泄压速率。通过将电池单体的能量密度设置为大于或等于180wh/kg,以进一步使得电池单体具有足够的能量密度,且能够降低电池单体的制造难度和制造成本,通过将电池单体的能量密度设置为小于或等于350wh/kg,以减少电池单体的爆破压过大的情况,从而能够进一步缓解电池单体在热失控后泄压不及时的现象,有利于提升电池单体的使用可靠性。
12、在一些实施例中,所述壁部设置有第一刻痕槽,所述第一刻痕槽的槽底壁形成所述第一薄弱部,所述第一刻痕槽限定出所述泄压区。
13、在上述技术方案中,通过在壁部上设置第一刻痕槽,以使第一刻痕槽的槽底壁形成第一薄弱部,也就是说,壁部设置第一刻痕槽的区域形成第一薄弱部,使得壁部能够沿着第一刻痕槽裂开,以打开泄压区,采用这种结构电池单体便于在壁部上形成第一薄弱部,有利于降低第一薄弱部的制造难度。
14、在一些实施例中,所述第一刻痕槽包括第一槽段、第二槽段和第三槽段,所述第一槽段和所述第三槽段相对设置,所述第二槽段连接所述第一槽段和所述第三槽段,所述第一槽段、所述第二槽段和所述第三槽段共同限定出所述泄压区。
15、在上述技术方案中,第一刻痕槽设置有相对设置的第一槽段和第三槽段,以及连接第一槽段和第三槽段的第二槽段,以使壁部在电池单体泄压时能够沿着第一槽段、第二槽段和第三槽段裂开,采用这种结构的第一刻痕槽有利于进一步增大电池单体的泄压面积,以提高电池单体的泄压速率。
16、在一些实施例中,所述第二槽段的两端分别连接于所述第一槽段的一端和所述第三槽段的一端。
17、在上述技术方案中,通过将第二槽段的两侧分别与第一槽段的一端和第三槽段的一端相连,以使第一槽段、第二槽段和第三槽段为依次连接的结构,使得泄压区位于第一槽段、第二槽段和第三槽段之间,以形成“u”结构的第一刻痕槽,从而便于泄压区在被打开后绕第二薄弱部进行翻转。
18、在一些实施例中,所述第一槽段与所述第二槽段呈钝角设置;和/或,所述第三槽段与所述第二槽段呈钝角设置。
19、在上述技术方案中,通过将第一槽段与第二槽段之间的角度设置为钝角,有利于增加泄压区的面积,且便于泄压区在被打开后绕第二薄弱部进行翻转,从而能够提升泄压区被打开后的泄压面积,以进一步提升电池单体的泄压速率。同样的,通过将第三槽段与第二槽段之间的角度设置为钝角,有利于增加泄压区的面积,且便于泄压区在被打开后绕第二薄弱部进行翻转,从而能够提升泄压区被打开后的泄压面积,以进一步提升电池单体的泄压速率。
20、在一些实施例中,所述第一刻痕槽包括两个所述第一槽段和两个所述第三槽段,两个所述第一槽段均连接于第二槽段的一端且分别设置于所述第二槽段的两侧,两个所述第三槽段均连接于第二槽段的一端且分别设置于所述第二槽段的两侧,以在所述第二槽段的两侧均形成有所述泄压区。
21、在上述技术方案中,第一刻痕槽设置有两个第一槽段和两个第三槽段,两个第一槽段分别位于第二槽段的两侧,且两个第三槽段分别位于第二槽段的两侧,从而能够在第二槽段的两侧均形成有泄压区,且使得两个泄压区能够在电池单体泄压时能够以对开的方式打开进行泄压,有利于进一步增加电池单体的泄压效果,可有效提升电池单体的泄压速率。
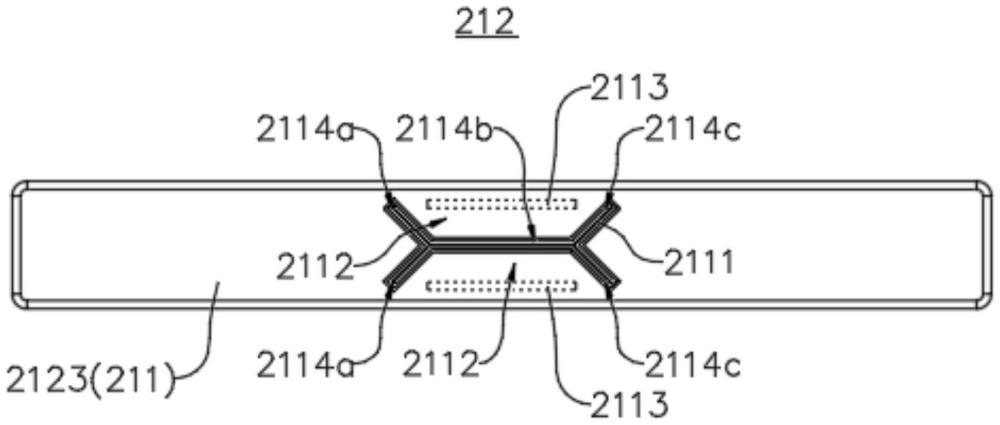
22、在一些实施例中,所述第一槽段与所述第二槽段的连接位置偏离所述第一槽段的两端,所述第三槽段与所述第二槽段的连接位置偏离所述第三槽段的两端,以在所述第二槽段的两侧均形成有所述泄压区。
23、在上述技术方案中,通过将第一槽段与第二槽段的连接位置设置为位于第一槽段的两端之间,且将第三槽段与第二槽段的连接位置设置为位于第三槽段的两端之间,以第一槽段、第二槽段和第三槽段构成类似“h”形的结构,使得第一刻痕槽的第二槽段的两侧均能够形成泄压区,且两个泄压区在电池单体泄压时能够以对开的方式打开进行泄压,有利于进一步增加电池单体的泄压效果,可有效提升电池单体的泄压速率。
24、在一些实施例中,所述第一槽段和所述第三槽段均与所述第二槽段垂直。
25、在上述技术方案中,通过将第一槽段和第三槽段设置为均垂直于第二槽段,使得第二槽段的延伸方向为第一槽段和第三槽段的排布方向,一方面能够提升第一刻痕槽的形状的规则度,有利于降低第一刻痕槽的加工难度,以降低电池单体的制造成本,另一方面便于壁部位于第二槽段的两侧的两个泄压区在电池单体泄压时以对开的方向进行泄压。
26、在一些实施例中,所述第一刻痕槽包括相互连接的第一槽段和第二槽段,所述第一槽段的延伸方向和所述第二槽段的延伸方向相交,所述第一槽段与所述第二槽段共同限定出所述泄压区。
27、在上述技术方案中,通过将第一刻痕槽设置为具有相交的第一槽段和第二槽段,且第一槽段和第二槽段共同限定出泄压区,一方面能够增大电池单体的泄压面积,以提高电池单体的泄压速率,另一方面使得第一槽段和第二槽段的相交位置更薄弱,更容易裂开并打开泄压区泄放电池单体的内部压力。
28、在一些实施例中,所述第一槽段的一端连接于所述第二槽段的一端。
29、在上述技术方案中,通过将第一槽段的一端与第二槽段的一端相连,以使第一槽段和第二槽段为依次连接的结构,从而使得第一槽段和第二槽段构成“v”形结构,以便于形成于第一槽段和第二槽段之间的泄压区被打开后绕第二薄弱部进行翻转。
30、在一些实施例中,所述第一刻痕槽为沿弧形轨迹延伸的槽。
31、在上述技术方案中,通过将第一刻痕槽设置为沿弧形轨迹延伸的结构,以使泄压区形成于第一刻痕槽的一侧,采用这种结构的第一刻痕槽便于制造成型,有利于降低电池单体的制造难度。
32、在一些实施例中,沿所述壁部的厚度方向,所述第一刻痕槽设置于所述壁部背离所述外壳内部的一侧。
33、在上述技术方案中,通过将第一刻痕槽设置于壁部背离外壳内部的一侧,以使第一刻痕槽为形成于外壳的外侧的结构,便于从外壳的外侧对第一刻痕槽进行加工和制造,有利于降低第一刻痕槽的加工难度。
34、在一些实施例中,所述第一刻痕槽为沿所述壁部的厚度方向排布的多级阶梯槽结构。
35、在上述技术方案中,通过将第一刻痕槽设置为沿壁部的厚度方向排布的多级阶梯槽,以使第一刻痕槽为多次加工形成的凹槽结构,采用这种结构的电池单体一方面能够降低第一刻痕槽单次加工的深度,有利于降低第一刻痕槽的制造难度和对制造设备的需求,以降低制造成本,且能够减小壁部在第一刻痕槽单次加工时所受到的成型力,有利于降低壁部产生裂纹的风险,以提高电池单体的生产质量,另一方面能够改善第一刻痕槽在形成过程中的流料形态,有利于在形成第一刻痕槽时所产生物料的进行流动,以提升第一刻痕槽的结构的一致性。
36、在一些实施例中,所述壁部设置有第二刻痕槽,所述第二刻痕槽的槽底壁形成所述第二薄弱部。
37、在上述技术方案中,通过在壁部上设置第二刻痕槽,以使第二刻痕槽的槽底壁形成第二薄弱部,也就是说,壁部设置第二刻痕槽的区域形成第二薄弱部,使得泄压区在被打开后能够绕着第二刻痕槽的槽底壁进行翻转,采用这种结构电池单体便于在壁部上形成第二薄弱部,有利于降低第二薄弱部的制造难度。
38、在一些实施例中,沿所述壁部的厚度方向,所述第二刻痕槽设置于所述壁部面向所述外壳内部的一侧。
39、在上述技术方案中,通过将第二刻痕槽设置于壁部面向外壳内部的一侧,以便于泄压区在被打开绕着第二刻痕槽的槽底壁向外壳的外侧进行翻转,从而能够减少第二刻痕槽的槽侧面对泄压区在翻转过程中造成的干涉影响,有利于提升泄压区的翻转效果。
40、在一些实施例中,所述壁部设置有第一刻痕槽和第二刻痕槽,所述第一刻痕槽的槽底壁形成所述第一薄弱部,所述第二刻痕槽的槽底壁形成所述第二薄弱部;其中,所述第一刻痕槽和所述第二刻痕槽不接触。
41、在上述技术方案中,通过在壁部上设置第一刻痕槽和第二刻痕槽,以在壁部设置第一刻痕槽和第二刻痕槽的区域分别形成第一薄弱部和第二薄弱部,结构简单,且便于制造。此外,通过将第一刻痕槽和第二刻痕槽设置为相互不接触的结构,一方面能够减少第一刻痕槽和第二刻痕槽在加工过程中的相互影响,另一方面能够减少第一薄弱部在裂开泄压时引发第二薄弱部裂开的现象,且能够减少第一薄弱部和第二薄弱部之间的应力影响。
42、在一些实施例中,沿所述壁部的厚度方向,所述第一刻痕槽和所述第二刻痕槽分别设置于所述壁部的两侧。
43、在上述技术方案中,通过将第一刻痕槽和第二刻痕槽分别设置于壁部的两侧,从而实现第一刻痕槽和第二刻痕槽互不接触,且便于对第一刻痕槽和第二刻痕槽进行加工,有利于减少第一刻痕槽和第二刻痕槽在加工过程中的相互影响。
44、在一些实施例中,所述外壳包括壳体和端盖;所述壳体包括一体成型的侧壁和底壁,所述侧壁围设于所述底壁的周围,所述侧壁的一端连接于所述底壁,另一端围合形成开口,所述侧壁和所述底壁共同界定出用于容纳电极组件的容纳腔;所述端盖封闭所述开口;其中,所述底壁为所述壁部。
45、在上述技术方案中,通过将壁部设置为壳体在壁部的厚度方向上与端盖相对设置的一个壁,采用这种结构的电池单体能够使得外壳设置有第一薄弱部和第二薄弱部的区域远离端盖,且使得壁部与端盖之间不存在直接连接关系,从而能够缓解端盖与壳体相互连接时产生的应力对第一薄弱部和第二薄弱部造成的影响,以降低第一薄弱部和第二薄弱部出现开裂或结构强度下降的现象,进而能够有效降低电池单体出现提前开阀泄压的情况,以提升电池单体的使用稳定性和使用寿命。
46、在一些实施例中,所述外壳包括壳体和端盖;所述壳体的内部形成具有开口的容纳腔,所述容纳腔用于容纳电极组件;所述端盖封闭所述开口;其中,所述端盖为所述壁部。
47、在上述技术方案中,通过将外壳的壁部为外壳用于封闭壳体的开口的端盖,采用这种结构的电池单体有利于在端盖上加工形成第一薄弱部和第二薄弱部,能够有效降低在电池单体的外壳上设置第一薄弱部和第二薄弱部的难度,以提升电池单体的生产效率。
48、第二方面,本技术实施例还提供一种电池,包括上述的电池单体。
49、第三方面,本技术实施例还提供一种用电装置,包括上述的电池单体,所述电池单体用于提供电能。
- 还没有人留言评论。精彩留言会获得点赞!