集流盘、圆柱电池单体和电池模组的制作方法
本技术涉及电池,具体提供一种集流盘、圆柱电池单体和电池模组。
背景技术:
1、锂离子电池具有能量密度高、环境污染小、功率密度大、使用寿命长、适应范围广、自放电系数小等突出的优点,是现今世界上应用最为广泛的电池之一,也是新能源发展的重要组成部分。
2、随着市场端需求的不断升级,圆柱电池从18650、21700向体积更大、能量密度更高的4680系列大圆柱发展。4680圆柱电池相较于18650和21700圆柱电芯,在设计上采用了全极耳设计,有效地缩短了电流通路,促进了电子在电池内部的更顺畅一动,降低了电芯本身的内阻,并显著减少了焦耳热损失。此外,圆柱电池采用不锈钢材质,具有更高的机械强度,能够有效吸收负极膨胀所带来的压力,因此更适用于高硅和高镍体系。
3、然而,在圆柱电池的设计中存在一个潜在的问题,即卷芯中心孔未受约束的极片在经历热滥用或者电滥用的极端情况下,当内部气压积聚并触发防爆阀开启时,未受约束的极片会随着气流从电池中心通孔处呈螺旋线状喷射出来。这种失效情景增加了正负极片错位的风险,从而提高了短路发生的可能性。同时,增大了带电解液的负极片与外部环境的接触面积,也进一步提高了电池的安全隐患。
4、现有技术中为了解决上述问题,采用在中心孔增加中心针的方法,以实现电芯内部气体的定向引流。尽管中心针通常采用具有一定机械强度的材料,但在防爆阀喷发时,仍存在中心针和中心位置极片喷出壳体的风险。
技术实现思路
1、本实用新型旨在解决上述技术问题,即,解决圆柱电池的卷芯在发生热失控时,其中心位置松散的极片受气流的影响喷射而出导致电池失效的技术问题。
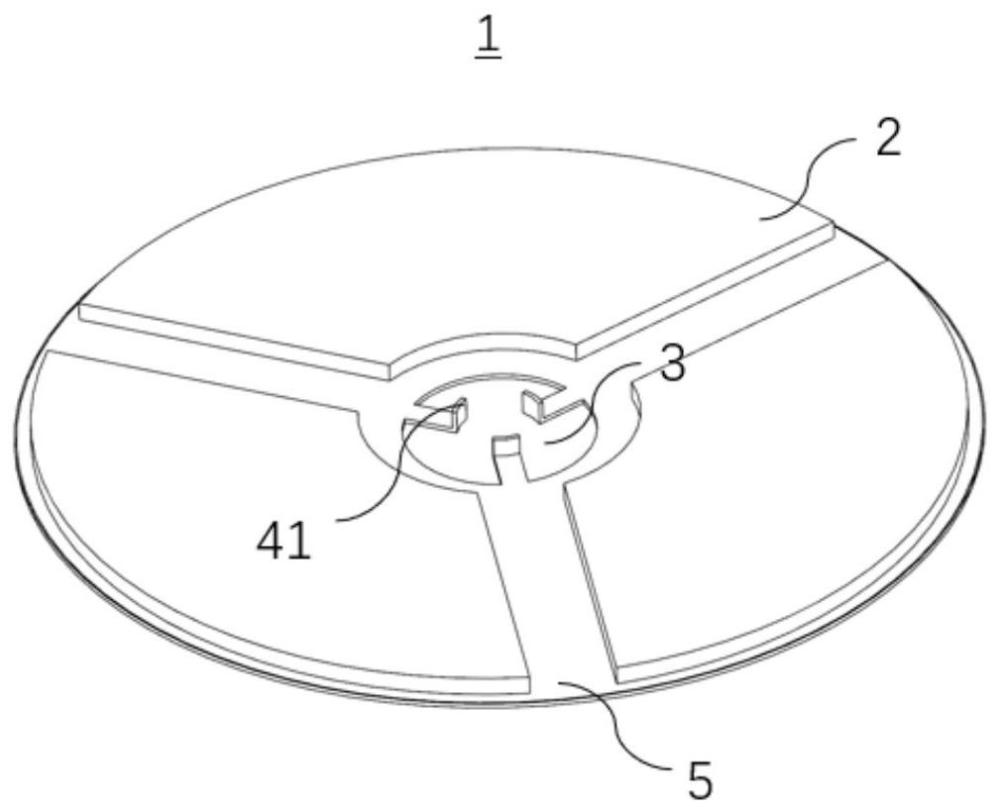
2、在第一方面,本实用新型提供一种集流盘,包括:本体,所述本体具有中心孔;阻挡件,所述阻挡件设于所述中心孔,所述阻挡件设置用于防止所述圆柱电池的卷芯喷发而出。
3、在上述技术方案中,电池发生热失控时,防爆阀开阀后,卷芯中心位置处于松散状态下的极片受到外部压力的影响,很容易随着气流从中心孔喷出到电池壳体的外部。通过集流盘中心孔处设阻挡件,可有效地在中心处增加阻力,防止未受约束的若干层卷绕式极片呈螺旋线状喷射出来,从而降低短路风险,并减少带电解液的负极片与外界接触面积,提升整体电池的安全性。
4、在一些实施例中,所述阻挡件包括第一阻挡部,所述第一阻挡部的第一端设于所述本体且所述第一阻挡部的第二端位于所述中心孔。
5、在上述技术方案中,第一阻挡部与集流盘的本体连接且位于中心孔内,可在中心孔处对卷芯中心内侧可能喷出的极片形成阻挡作用,防止喷出的极片与集流盘或外界接触造成短路。
6、在一些实施例中,所述阻挡件还包括第二阻挡部,所述第一阻挡部沿第一方向设置,所述第二阻挡部的第一端沿第二方向设于所述第一阻挡部。
7、在上述技术方案中,阻挡件包括第一阻挡部和第二阻挡部,通过将第二阻挡部和第一阻挡部沿不同方向设置,第二阻挡部可以起到类似于卡扣的作用,进一步阻挡中心孔处卷芯内侧可能喷出的极片。
8、在一些实施例中,所述本体设有加强部,所述加强部沿所述本体的径向延伸,所述第一阻挡部设于所述加强部。
9、在上述技术方案中,通过在集流盘本体设置加强部,增大了集流盘本体的强度,在集流盘与极耳焊接时,可保证集流盘整体焊接的平整度;将第一阻挡部设于加强部,保证了第一阻挡部的安装强度,防止由于热失控内外压差过大、极片的喷出影响第一阻挡部的稳定性。
10、在一些实施例中,所述第一阻挡部由本体朝向所述中心孔延伸一体形成。
11、在上述技术方案中,第一阻挡部与本体一体形成,在解决极片喷出技术问题的同时,还能简化集流盘和阻挡件的生产制造工艺,具有较大的成本优势。
12、在一些实施例中,所述本体上具有安装部,所述第一阻挡部通过所述安装部固定于所述本体上。
13、在一些实施例中,所述安装部设置为凹槽,所述第一阻挡部与所述凹槽的底壁固定连接。
14、在一些实施例中,在第二方向上,所述第一阻挡部的长度小于或等于所述凹槽的深度。
15、在上述技术方案中,将阻挡件通过安装部固定在集流盘上,也即阻挡件可装拆的设于集流盘的本体上,更有利于阻挡件的结构优化设计;将安装部设置为凹槽,将第一阻挡部与凹槽的底壁固定连接,可充分利用集流盘在电池内部的空间布局;同时,在第二方向上,将第一阻挡部的长度设置为小于或等于凹槽的深度,在原有的集流盘上设置阻挡件并未增加集流盘沿电芯高度方向上的尺寸,进而不会增加整体电芯设计的高度。
16、在一些实施例中,所述加强部的数量为多个,多个所述加强部沿所述本体的周向间隔分布,所述第一阻挡部和所述第二阻挡部的数量也为多个且与所述加强部的数量对应设置。
17、在上述技术方案中,多个加强部在集流盘上周向间隔分布,保证了集流盘和极耳焊接的稳定性,将第一阻挡部和第二阻挡部的数量也设置为加强部的数量一一对应,保证了阻挡件在集流盘上的安装稳定性,提升阻挡极片喷出的效果。
18、在一些实施例中,所述阻挡件还包括第三阻挡部,所述第三阻挡部沿第一方向设于所述第二阻挡部的第二端。
19、在一些实施例中,所述第一阻挡部、所述第二阻挡部和所述第三阻挡部一体设置。
20、在上述技术方案中,阻挡件还设置了第三阻挡部,将第三阻挡部沿第一方向设在第二阻挡部的第二端,阻挡件可在多个方向对极片的喷出进行全面的阻挡,增强阻挡件的阻挡效果;将第一阻挡部、第二阻挡部和第三阻挡部一体设置,在解决极片喷出技术问题的同时,还能简化阻挡件的生产制造工艺,具有较大的成本优势。
21、在一些实施例中,所述中心孔的直径大于或等于4mm且小于或等于10mm,所述中心孔的中心沿第一方向与所述阻挡件的距离大于或等于1.5mm且小于或等于3mm。
22、在上述技术方案中,将中心孔的直径设置为大于或等于4mm,一般来说中心孔的直径设置过小会导致焊头无法伸入至卷芯内部对正极进行焊接,在确保不干涉正极焊接的情况下,中心孔的直径设置为小于或等于10mm,设置过大可能会缩小集流盘的表面积进而降低其与极耳的焊接面积,影响过流;将阻挡件与中心孔的中心的距离设置为大于或等于1.5mm,其设置过小会导致阻挡件起不到防止极片喷出的作用,将阻挡件与中心孔的中心的距离设置为小于或等于3mm,其设置过大会导致焊头无法伸入至卷芯内部对正极进行焊接。
23、在一些实施例中,所述阻挡件的外表面设有绝缘层。
24、在上述技术方案中,在阻挡件的外表面设置绝缘层,可避免热滥用和电滥用工况下的与负极集流盘接触的短路失效。
25、第二方面,本实用新型还提供一种圆柱电池单体,所述圆柱电池单体包括上述的集流盘。
26、所述圆柱电池单体与上述用于圆柱电池的集流盘相对于现有技术所具有的优势相同,在此不在赘述。
27、第三方面,本实用新型还提供一种电池模组,所述电池模组包括上述的圆柱电池单体。
28、所述电池模组与上述圆柱电池单体相对于现有技术所具有的优势相同,在此不再赘述。
- 还没有人留言评论。精彩留言会获得点赞!