一种贴胶系统和贴胶方法与流程
本技术涉及电池,尤其涉及一种贴胶系统和贴胶方法。
背景技术:
1、新能源电池在生活和产业中的应用越来越广泛,例如,搭载电池的新能源汽车已经被广泛使用,另外,电池还被越来越多地应用于储能领域等。
2、裸电芯的集流体通过模切机进行裁切,进行裁切的集流体通常成卷的放置,当成卷的集流体将要用完,需要更换另一卷成卷的集流体进行裁切。
3、相关技术中,换卷过程中,在成卷的集流体上贴胶效率较低。
技术实现思路
1、为解决上述技术问题,本技术提供一种贴胶系统和贴胶方法,以提高贴胶效率。
2、本技术通过如下技术方案实现。
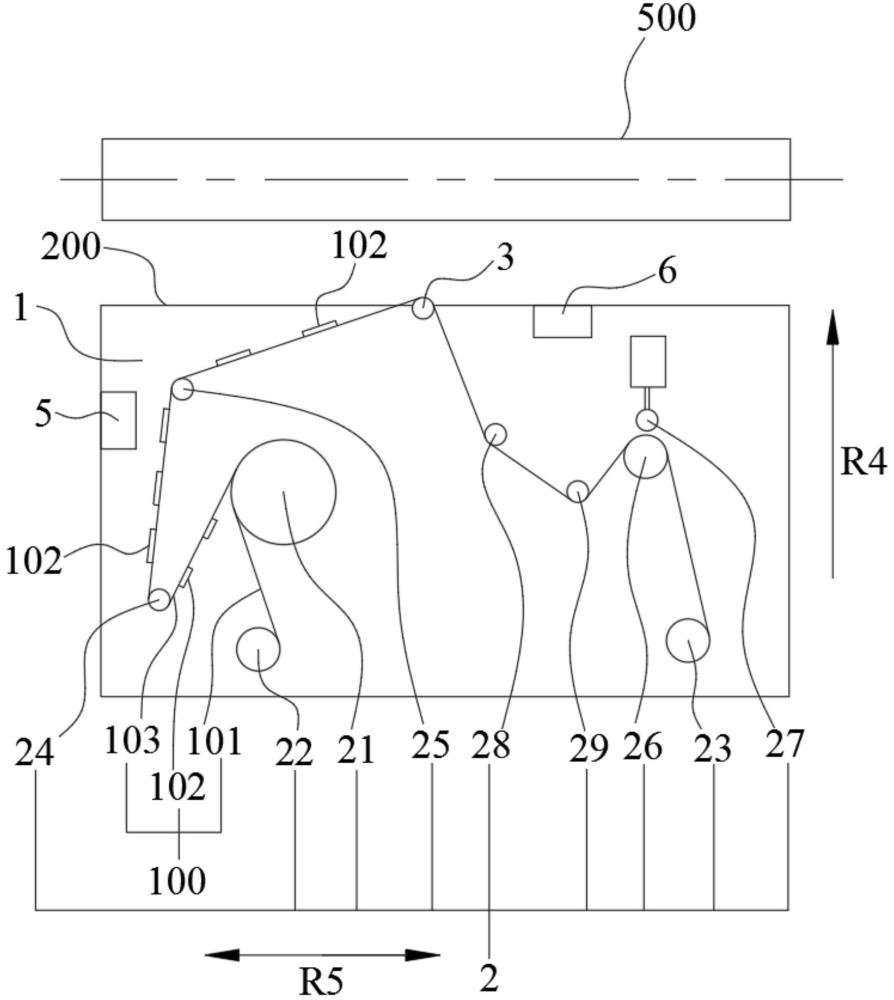
3、本技术实施例的第一方面提供一种贴胶系统,胶卷包括第一离型纸、第二离型纸以及位于所述第一离型纸和所述第二离型纸之间的胶体,贴胶系统包括支撑装置、第一驱动机构以及贴胶装置,所述支撑装置用于支撑贴胶对象,所述贴胶装置包括:
4、安装基台,所述支撑装置和/或所述安装基台与所述第一驱动机构连接,所述第一驱动机构用于提供动力以使所述支撑装置和所述安装基台的其中之一相对于所述支撑装置和所述安装基台的其中另一移动;
5、料辊组件,包括胶料辊、第一收纳辊和第二收纳辊,所述胶料辊、所述第一收纳辊和所述第二收纳辊均与所述安装基台转动连接,所述胶料辊用于带动所述胶卷转动以释放所述胶卷,所述第一收纳辊用于在转动过程中卷绕所述第一离型纸以使所述第一离型纸与所述第二离型纸脱离,所述第二收纳辊用于在转动过程中卷绕所述第二离型纸;
6、压辊,与所述安装基台转动连接,所述压辊用于在转动过程中输送所述第二离型纸,以及用于将所述第二离型纸上的胶体压向贴胶对象;
7、第二驱动机构,安装于所述安装基台,所述第一收纳辊和所述第二收纳辊均与所述第二驱动机构驱动连接,所述第二驱动机构用于至少驱动所述第一收纳辊和所述第二收纳辊转动;
8、所述贴胶装置还包括第一胶体检测器,所述第一胶体检测器与所述安装基台连接,所述第一胶体检测器用于检测从所述胶料辊移动到所述压辊之前的胶体。
9、本技术实施例中,通过第二驱动机构驱动第一收纳辊和第二收纳辊转动,实现第一离型纸与第二离型纸分离,并将第二离型纸上的胶体输送至压辊,提高了第一离型纸分离的效率,相应地提高了贴胶效率。通过第一胶体检测器对胶体的检测,尽可能地防止压辊处漏压胶体。
10、一实施例中,所述压辊具有用于与所述第二离型纸接触的输送面,所述输送面至少部分地凸出于所述安装基台的外侧。
11、本技术实施例中,凸出的输送面有利于压胶。
12、一实施例中,所述输送面凸出于所述安装基台的方向为第一方向,所述料辊组件位于所述压辊背离所述第一方向的一侧。
13、本技术实施例中,料辊组件与贴胶对象较远,防止料辊组件上的胶体误粘到贴胶对象。
14、一实施例中,所述料辊组件还包括:
15、第一改向辊,与所述安装基台转动连接,所述第一改向辊用于在转动过程中输送所述第二离型纸;
16、第二改向辊,与所述安装基台转动连接,所述第二改向辊用于在转动过程中输送所述第二离型纸,所述第一改向辊和所述第二改向辊的中心连线为第一连线,所述第一改向辊的外轮廓和所述第二改向辊的外轮廓的公切线为第二连线,所述第二连线位于所述第一连线的一侧,所述第一胶体检测器具有用于检测的检测部,与所述检测部重合且平行于所述检测部的检测方向的直线与所述第二连线相交。
17、本技术实施例中,通过第一改向辊和第二改向辊适配第一胶体检测器的检测部的检测方向,使第一胶体检测器的位置能够灵活布置。
18、一实施例中,所述第二改向辊和所述压辊的中心连线为第三连线,所述第一连线和所述第三连线的夹角为第一预设夹角,所述第一预设夹角小于180°,所述胶料辊位于所述第二改向辊朝向所述第一预设夹角的一侧。
19、本技术实施例中,利用第二改向辊朝向第一预设夹角的一侧的空间布置胶料辊,提高空间利用率。
20、一实施例中,所述料辊组件还包括:
21、承载辊,与所述安装基台转动连接;
22、对顶辊,与所述安装基台转动连接,所述对顶辊与所述承载辊相对布置,以用于将所述第二离型纸夹持在所述承载辊和所述对顶辊之间。
23、本技术实施例中,使承载辊与第二收纳辊之间的第二离型纸张紧,使得第二收纳辊卷绕的离型纸能够较好地对齐。
24、一实施例中,所述压辊和所述承载辊的中心连线为第四连线,所述承载辊与所述第二收纳辊的中心连线为第五连线,所述第四连线和所述第五连线之间的夹角为第二预设夹角,所述第二预设夹角小于180°,所述料辊组件还包括与所述安装基台转动连接的过渡辊,所述过渡辊位于所述承载辊朝向所述第二预设夹角的一侧。
25、本技术实施例中,通过过渡辊增大压辊的带传动包角和承载辊的带传动包角,防止第二离型纸在输送过程中打滑。
26、一实施例中,所述贴胶装置还包括第二胶体检测器,所述第二胶体检测器连接在所述安装基台的贴胶侧,所述第二胶体检测器的检测方向朝向所述安装基台的贴胶侧。
27、本技术实施例中,通过第二胶体检测器对贴胶后的贴胶对象进行检测,以识别贴胶对象的相应位置是否均粘贴有胶体。
28、一实施例中,所述胶料辊与所述第二驱动机构驱动连接,所述第二驱动机构还用于驱动所述胶料辊转动。
29、本技术实施例中,第二驱动机构驱动胶料辊、第一收纳辊和第二收纳辊转动,使得第二离型纸和第一离型纸在输送过程中能够较好地张紧,有利于较好地输送第一离型纸和第二离型纸。
30、一实施例中,所述贴胶对象为未使用的成卷的集流体;和/或,所述胶体的数量为多个,所述第一离型纸和所述第二离型纸之间的多个胶体间隔布置。
31、本技术实施例的第二方面提供一种贴胶方法,包括:
32、当安装基台相对于所述支撑装置处于尚未贴胶的预压位置,通过第二驱动机构至少驱动第一收纳辊和第二收纳辊转动,以使移除第一离型纸的第二离型纸带动胶体移动到压辊;
33、通过第一驱动机构驱动所述支撑装置和位于所述预压位置的所述安装基台的其中之一相对其中另一靠近,以使所述压辊将所述第二离型纸上的胶体压向贴胶对象;
34、通过所述第一驱动机构驱所述支撑装置和所述安装基台的其中之一相对其中另一远离,以使粘结在所述贴胶对象上的胶体与所述第二离型纸脱离;
35、第一胶体检测器与所述安装基台连接,所述第一胶体检测器用于检测从所述胶料辊移动到所述压辊之前的胶体。
36、本技术实施例中,通过第二驱动机构驱动至少第一收纳辊和第二收纳辊转动,使第一离型纸与第二离型纸分离,并将第二离型纸的胶体输送至压辊处,通过第一驱动机构驱动安装基台移动,使得压辊处的胶体能够压向贴胶对象,实现整个贴胶过程的自动化,提高了贴胶效率。
37、一实施例中,所述贴胶对象对应的预压位置的数量为多个,多个所述预压位置依次排列,所述贴胶方法还包括:
38、当所述贴胶对象上的胶体与所述第二离型纸脱离,通过所述第一驱动机构驱动所述支撑装置和所述安装基台的其中之一相对其中另一移动,以使所述安装基台相对于所述支撑装置位于与参考对应的预压位置相邻的另一个预压位置,所述参考预压位置为脱离第二离型纸的胶体对应的预压位置。
39、本技术实施例中,通过第一驱动机构驱动安装基台从脱胶位置移动到另一预压位置,实现在贴胶对象上多个不同位置处的依次贴胶。
40、一实施例中,其中一个所述预压位置为目标位置,所有所述预压位置中,除所述目标位置外其余所述预压位置均位于所述目标位置的一侧,所述贴胶方法还包括:
41、通过所述第一驱动机构驱动所述安装基台和所述支撑装置的其中之一相对于其中另一移动,以使所述安装基台相对于所述支撑装置处于所述目标位置。
42、本技术实施例中,安装基台从目标位置开始沿一个方向移动即能够完成所有预压位置处的压胶,有利于缩短安装基台在贴胶过程中的移动路径。
43、一实施例中,当安装基台相对于所述支撑装置处于尚未贴胶的预压位置,通过第二驱动机构至少驱动第一收纳辊和第二收纳辊转动,以使移除第一离型纸的第二离型纸带动胶体移动到压辊,包括:
44、在所述第二驱动机构至少驱动所述第一收纳辊和所述第二收纳辊转动的过程中,当所述第一胶体检测器检测到所述第二离型纸上的胶体,通过所述第二驱动机构至少驱动所述第一收纳辊和所述第二收纳辊转动带动所述第二离型纸移动预设距离,以使对应的所述胶体移动到所述压辊。
45、本技术实施例中,当第一胶体检测器检测到胶体被触发,第二离型纸移动预设距离即能够带动相应胶体移动预设距离,从而使胶体较为准确地移动到压辊处。
46、发明效果:
47、本技术实施例通过第二驱动机构驱动第一收纳辊和第二收纳辊转动,带动胶料辊和胶卷转动使胶卷释放并撕掉第一离型纸,移除第一离型纸的第二离型纸向压辊移动使得第二离型纸上的胶体能够移动到压辊处,通过压辊将第二离型纸上对应的胶体压向贴胶对象,实现了撕掉第一离型纸并将移除第一离型纸的胶体输送至压辊这一过程的自动化,提高了撕掉第一离型纸的效率,从而相应地提高了贴胶的效率。
- 还没有人留言评论。精彩留言会获得点赞!