一种激光器输出功率补偿矫正控制方法及其系统与流程
本发明涉及激光器控制,具体是一种激光器输出功率补偿矫正控制方法及其系统。
背景技术:
1、脉冲激光器按照一定的时间间隔以脉冲的形式产生激光,与连续激光器相比,脉冲激光器有一些显著的优点。首先,通过控制脉冲的时间间隔和持续时间,可以精确地控制激光的能量输出,这在需要精确控制能量输出以实现高精度加工或者测量的应用中非常重要。其次,脉冲激光器可以生成非常高的峰值功率,远高于连续激光器,这种高峰值功率对于医疗或工业的高能量应用(如切割、焊接或者打标)具有较好的应用前景。
2、然而,随着时间的推移,激光器的组件可能会磨损或老化,影响其功率输出的准确性。并且,在实际操作过程中,由于激光束会以非垂直的角度作用于加工材料,这会导致实际加工效果与理想状态存在差距。而常规激光器通过调节泵浦源的电流大小来改变输出功率大小的方式,会打破泵浦源与谐振腔之间的温度平衡,因此在改变电流后激光器不能瞬时达到稳定的输出功率,在针对激光器快速变化的扫描角度进行补偿时并不适用。
技术实现思路
1、为解决上述背景技术中存在的问题,本发明采用以下技术方案:
2、一种激光器输出功率补偿矫正控制方法,包括步骤:
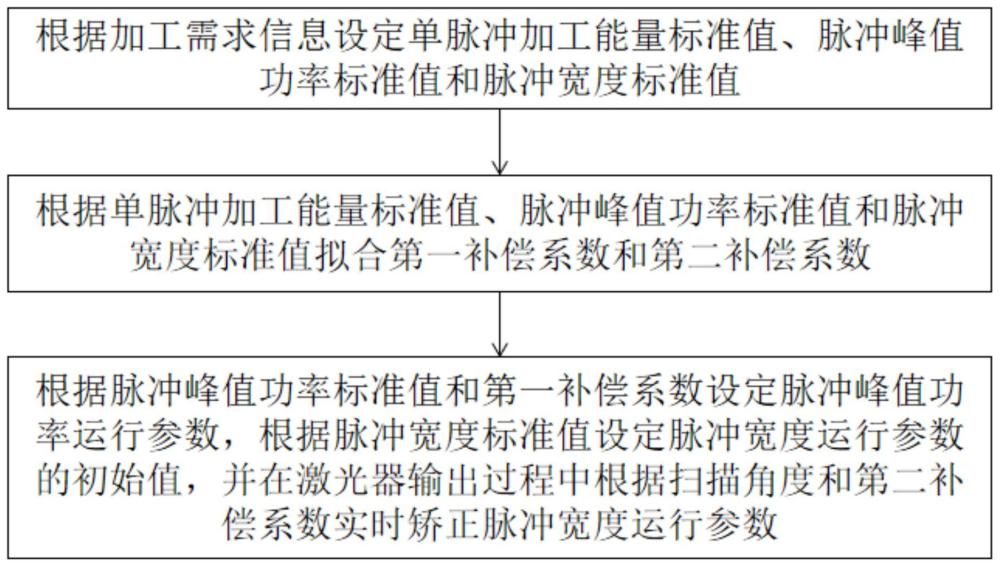
3、根据加工需求信息设定单脉冲加工能量标准值、脉冲峰值功率标准值和脉冲宽度标准值;所述加工需求信息包括激光刻蚀宽度和材料损伤阈值;
4、根据单脉冲加工能量标准值、脉冲峰值功率标准值和脉冲宽度标准值拟合第一补偿系数和第二补偿系数;
5、根据脉冲峰值功率标准值和第一补偿系数设定脉冲峰值功率运行参数,根据脉冲宽度标准值设定脉冲宽度运行参数的初始值,并在激光器输出过程中根据扫描角度和第二补偿系数实时矫正脉冲宽度运行参数;
6、所述根据单脉冲加工能量标准值、脉冲峰值功率标准值和脉冲宽度标准值拟合第一补偿系数和第二补偿系数,具体包括步骤:
7、将脉冲峰值功率标准值设定为脉冲峰值功率运行参数,将脉冲宽度标准值设定为脉冲宽度运行参数;
8、根据运行参数控制激光器输出,记录不同扫描角度下的单脉冲加工能量实际值;根据单脉冲加工能量实际值和脉冲宽度标准值计算脉冲峰值功率实际值;
9、将脉冲峰值功率标准值与扫描角度为0°时的脉冲峰值功率实际值的比值作为第一补偿系数;
10、根据第一补偿系数、单脉冲加工能量标准值和各扫描角度对应单脉冲加工能量实际值获取第二补偿系数。
11、作为本技术优选方案,所述根据脉冲峰值功率标准值和第一补偿系数设定脉冲峰值功率运行参数中,脉冲峰值功率运行参数表示为:
12、;
13、其中,表示第一补偿系数,表示脉冲峰值功率标准值。
14、作为本技术优选方案,所述在激光器输出过程中根据扫描角度和第二补偿系数实时矫正脉冲宽度运行参数中,脉冲宽度运行参数表示为:
15、,
16、其中,表示扫描角度,表示扫描角度对应的第二补偿系数,表示脉冲宽度标准值。
17、作为本技术优选方案,所述根据加工需求信息设定单脉冲加工能量标准值、脉冲峰值功率标准值和脉冲宽度标准值,具体包括步骤:
18、根据激光刻蚀宽度和材料损伤阈值获取作用于加工材料的峰值能量密度标准值;
19、通过理论能量密度计算单脉冲加工能量标准值;
20、根据单脉冲加工能量标准值设定脉冲峰值功率标准值和脉冲宽度标准值;所述脉冲峰值功率标准值和脉冲宽度标准值的关系满足能量约束条件,所述能量约束条件表示为:
21、,
22、其中,表示脉冲峰值功率标准值,表示脉冲宽度标准值,表示单脉冲加工能量标准值。
23、作为本技术优选方案,所述峰值能量密度标准值表示为:
24、,
25、其中,d为激光刻蚀宽度,为材料损伤阈值,为激光束腰半径;
26、所述单脉冲加工能量标准值表示为:
27、。
28、作为本技术优选方案,所述脉冲宽度标准值表示为:
29、,
30、其中,和分别为硬件限制的脉冲宽度参数范围的最大值和最小值;为可调的脉冲宽度配置参数,。
31、作为本技术优选方案,所述加工需求信息还包括激光扫描速度和精度信息;所述根据单脉冲加工能量标准值设定脉冲峰值功率标准值和脉冲宽度标准值,具体包括步骤:
32、根据激光扫描速度和精度信息设定脉冲频率运行参数;
33、设定满足能量约束条件的脉冲峰值功率标准值和脉冲宽度标准值分别作为脉冲峰值功率运行参数和脉冲宽度运行参数;
34、根据激光扫描速度进行初步激光刻蚀并采集刻蚀效果图像,根据刻蚀效果图像对脉冲频率运行参数进行微调。
35、作为本技术优选方案,所述将脉冲峰值功率标准值与扫描角度为0°时的脉冲峰值功率实际值的比值作为第一补偿系数中,第一补偿系数表示为:
36、,
37、其中,表示扫描角度为0°时的脉冲峰值功率实际值;
38、所述根据第一补偿系数、单脉冲加工能量标准值和各扫描角度对应单脉冲加工能量实际值获取第二补偿系数中,第二补偿系数表示为:
39、,
40、其中,表示扫描角度对应的第二补偿系数;为单脉冲加工能量标准值。
41、作为本技术优选方案,所述根据单脉冲加工能量标准值、脉冲峰值功率标准值和脉冲宽度标准值拟合第一补偿系数和第二补偿系数,还包括步骤:
42、通过最小二乘法拟合第二补偿系数与扫描角度的函数模型,使用所述函数模型更新第二补偿系数;
43、所述通过最小二乘法拟合第二补偿系数与扫描角度的函数模型,包括步骤:
44、设定函数模型,将扫描角度和第二补偿系数分别作为函数模型的自变量和因变量;所述函数模型表示为:
45、,
46、其中,、b和c均为函数模型的拟合参数;
47、利用最小二乘法求解函数模型的拟合参数。
48、本技术还提供一种激光器输出功率补偿矫正控制系统,所述系统应用于前述的激光器输出功率补偿矫正控制方法;所述系统包括需求获取模块、补偿系数拟合模块、标准值设定模块、动态参数计算模块、静态参数计算模块、控制模块、激光器和角度读取模块;
49、所述需求获取模块用于获取加工需求信息;所述加工需求信息包括激光刻蚀宽度、材料损伤阈值、激光扫描速度和精度信息;
50、所述标准值设定模块用于根据激光刻蚀宽度和材料损伤阈值获取作用于加工材料的单脉冲能量标准值,并根据单脉冲能量标准值设定脉冲峰值功率标准值和脉冲宽度标准值;
51、所述补偿系数拟合模块用于根据脉冲峰值功率标准值、脉冲宽度标准值和不同扫描角度下的单脉冲加工能量实际值拟合第一补偿系数和第二补偿系数;
52、所述静态参数计算模块用于根据脉冲峰值功率标准值和第一补偿系数设定脉冲峰值功率运行参数;
53、所述动态参数计算模块用于根据脉冲宽度标准值设定脉冲宽度运行参数的初始值,还用于实时根据扫描角度和第二补偿系数实时矫正脉冲宽度运行参数;
54、所述控制模块根据脉冲峰值功率运行参数和脉冲宽度运行参数控制激光器的输出;
55、所述角度读取模块用于读取激光器的扫描角度并实时反馈至所述动态参数计算模块。
56、与现有技术相比,本发明具有如下有益效果:
57、本技术激光器输出功率补偿矫正控制方法通过第一补偿系数对脉冲峰值功率进行校正,以确保激光器开始工作时,输出的脉冲峰值功率已处于最优状态,在激光垂直入射的状态下加工材料接收的单脉冲加工能量符合理想值;在此基础上,通过第二补偿系数调节脉冲宽度的方法可以在不影响设备稳定性的情况下进行调节,瞬时改变激光器的输出,使激光在以非垂直的角度作用于加工材料的状态下加工材料接收的单脉冲加工能量符合理想值,从而更好地适应复杂动态环境下的工作需求。
58、本技术激光器输出功率补偿矫正控制方法通过激光刻蚀宽度和材料损伤阈值获取的单脉冲加工能量标准值能够确保刻蚀材料的激光能量适宜,保证刻蚀精度且避免激光能量过大而导致的材料过度烧蚀。在此基础上,脉冲宽度标准值取硬件限制的脉冲宽度参数范围内的较小值,使得激光器实际加工过程中第二补偿系数具有较大的调整范围。
59、本技术激光器输出功率补偿矫正控制系统通过实现前述激光器输出功率补偿矫正控制方法,可以有效地提升激光加工的效率和质量,增强技术的适应性;并且可以避免过大或者不稳定的激光输出,从而降低激光器的磨损和损伤,具有重要的实际应用价值。
- 还没有人留言评论。精彩留言会获得点赞!