放小料贴条码一体机的制作方法
本发明涉及流水线设备领域,特别是涉及放小料贴条码一体机。
背景技术:
1、光伏组件生产过程中需要对其放置小料和贴上条码,其中小料的生产其包括若干生产环节,如熔接、冲孔、裁切等步骤,前后具有高度的连续性。如果其中一个环节出现停机等问题,导致其生产节奏与其他环节不同步,就很可能导正整个生产线的停机,目前的设备通常只具备生产其中一个环节,对于生产的连续性有较大的影响,生产效率较低。
技术实现思路
1、为解决上述技术问题,本发明提供了放小料贴条码一体机,能够同时实现对光伏组件小料的高效加工供应和条码的准确粘贴,能够显著提高生产效率。
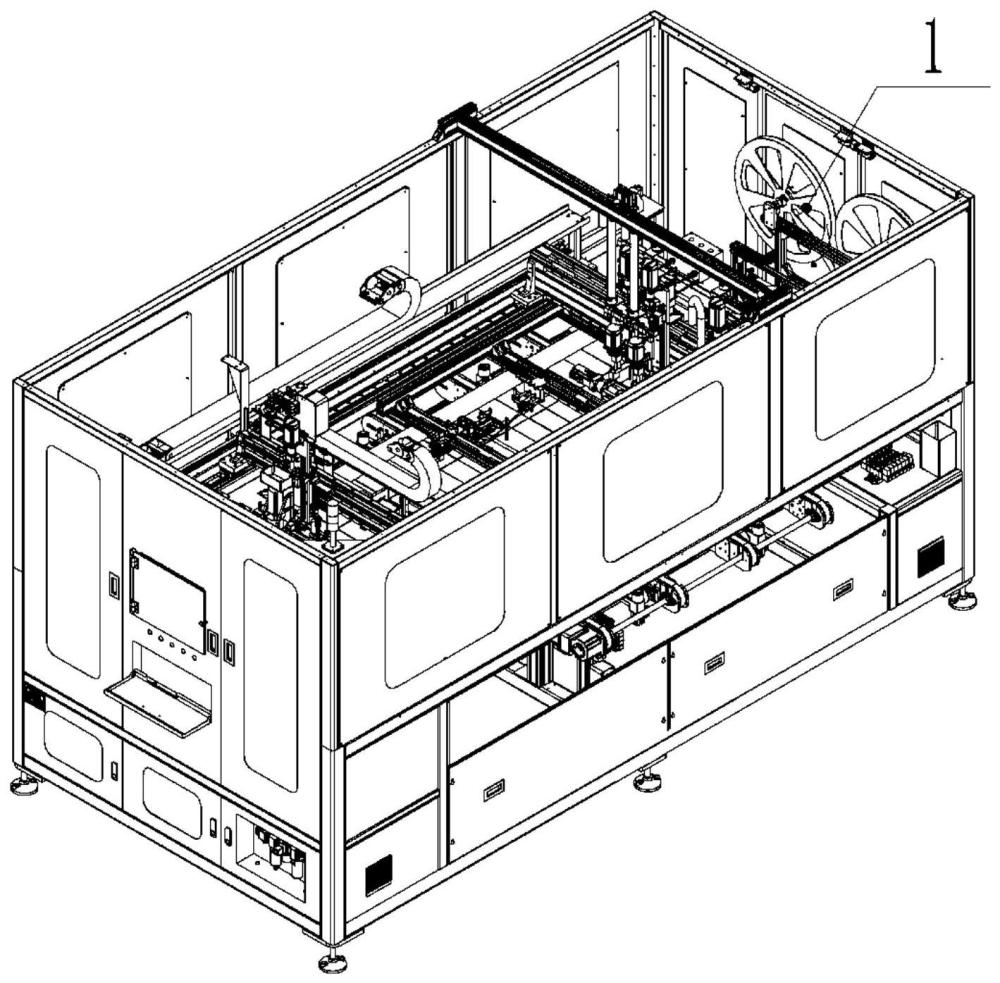
2、本发明解决其技术问题所采用的技术方案是:放小料贴条码一体机,包括设置于流水线的小料放置单元和贴条码单元;
3、所述小料放置单元用于对光伏组件供应小料;所述小料放置单元包括上料模组、熔接模组、冲孔模组、切断模组、移载流线模组和引线归正模组;
4、所述上料模组用于提供两份原料;
5、所述熔接模组用于将两份原料熔接在一起;
6、所述冲孔模组用于对熔接在一起的原料冲孔;
7、所述切断模组用于将冲孔后的原料切断为小料;
8、所述移载流线模组用于缓存小料;
9、小料搬运模组用于将小料搬运到引线归正模组;
10、所述引线归正模组用于将引线在小料上的位置相对归正。
11、本方案通过上料模组、熔接模组、冲孔模组、切断模组、移载流线模组和引线归正模组能够高效实现小料的多种工序的生产,能够显著提高生产效率。
12、优选地,所述上料模组包括供料组件和并料辊;
13、所述供料组件包括有两组,所述供料组件包括物料盘和若干导向辊,所述物料盘转动配合于支架;
14、所述并料辊和各所述导向辊设置于所述支架,所述物料盘与所述并料辊之间分布所述导向辊,原料自两个所述物料盘依次绕经所述导向辊后于并料辊合并。
15、供料组件用于提供原料,原料为卷盘装结构,装在物料盘,经过导向辊牵引至并料辊处合并在一起,然后向下游供料。
16、优选地,所述熔接模组包括相对设置的熔接铜块和熔接底座,所述熔接铜块相对所述熔接底座上下运动,所述熔接铜块内设置有加热棒。
17、两个原料在熔接铜块和熔接底座之间,通过加热棒加热,使得两个原料熔接在一起。
18、优选地,所述冲孔模组包括相对设置的下刀模和上刀模,所述上刀模相对下刀模的上下运动,所述上刀模和下刀模分别相对设置有冲孔上刀和冲孔下刀,所述上刀模的下端面设置有刀孔,所述冲孔上刀的刀柄位于所述刀孔内,所述冲孔上刀的刀柄侧壁设置有内销孔,所述刀孔的侧壁对应所述内销孔设置有外销孔,销柱依次穿设所述外销孔和内销孔,所述下刀模设置有装配冲孔下刀的下刀槽。
19、通过销柱可以实现冲孔上刀相对上刀模快速拆装,冲孔下刀快速装配在下刀槽。
20、优选地,所述熔接底座和所述下刀模均设置于底座,所述底座上方通过支架竖向设置有气缸,所述气缸的输出端设置有上模,所述上模设置有所述上刀模和熔接铜块。可以实现冲孔和熔接同时进行,二者属于上下游两个工位的关系。
21、优选地,所述切断模组包括刀座、下切刀、上切刀和牵引辊;
22、所述刀座设置有所述下切刀,所述上切刀通过支架设置于下切刀的上方,上切刀和所述下切刀相对滑动设置,所述上切刀通过气缸带动,所述下切刀的下游侧并列设置有两根所述牵引辊,两根所述牵引辊相对设置,所述牵引辊通过电机带动转动。
23、原料经过上切刀和下切刀之间,通过气缸带动上切刀向下即可实现切断的动作。
24、优选地,所述移载流线模组包括皮带辊、环形皮带和马达,两个所述皮带辊转动配合于机架并分别对应环形皮带的两端分布,所述环形皮带分别与两个所述皮带辊绕设配合,其中一所述皮带辊与所述马达的输出端联动设置。环形皮带上可以用于存放若干小料,通过马达带动皮带辊转动,环形皮带带动小料向下游移动。
25、优选地,所述小料搬运模组包括x轴搬运线性滑轨、x轴搬运移动座、y轴搬运线性滑轨、y轴搬运移动座、z轴搬运线性滑轨、z轴搬运移动座、r轴搬运移位电机和第一真空吸盘;
26、所述x轴搬运线性滑轨横跨所述移载流线模组与所述引线归正模组之间,所述x轴搬运线性滑轨滑动配合有x轴搬运移动座,所述x轴搬运移动座设置有所述y轴搬运线性滑轨,所述y轴搬运线性滑轨滑动配合有y轴搬运移动座,所述y轴搬运移动座设置有所述z轴搬运线性滑轨,所述z轴搬运线性滑轨滑动配合有所述z轴搬运移动座,所述z轴搬运移动座向下设置所述r轴搬运移位电机,所述r轴搬运移位电机的输出端设置所述第一真空吸盘。
27、能够实现x、y和z轴的移动,并且能够实现r轴的旋转,能够更加灵活的搬运条码。
28、优选地,所述引线归正模组包括位于归正工位前后的前归正件和后归正件,所述前归正件和后归正件通过驱动装置带动水平向归正工位移动或远离;
29、所述驱动装置包括x轴前归正气缸、竖杆、x轴后归正气缸和z轴后归正气缸,所述x轴前归正气缸设置于机架,所述x轴前归正气缸的输出端水平移动,所述前归正件设置于所述x轴前归正气缸的输出端;
30、所述z轴后归正气缸固定于机架,所述z轴后归正气缸的输出端设置所述x轴后归正气缸,所述x轴后归正气缸的输出端与所述竖杆的上端固定,所述竖杆的下端与所述后归正件固定;所述后归正件为水平设置的条形件,所述条形件的两端分别通过所述竖杆连接至所述x轴后归正气缸的输出端。
31、通过x轴前归正气缸带动前归正件向前移动。通过x轴后归正气缸和z轴后归正气缸能够实现后归正件上下前后的运动,进而自上向下将后归正件移动到引线的前方,然后向后推动引线。通过采用条形件能够更方便推动引线移动。
32、优选地,所述贴条码单元包括出条码模组和粘贴模组;
33、所述出条码模组和所述粘贴模组相对设置,所述粘贴模组将所述出条码模组提供的条码粘贴在流水线上的光伏组件;
34、所述出条码模组包括条码打印机和顶升机构;
35、所述条码打印机的出料口设置所述顶升机构,所述顶升机构包括向上设置的顶升气缸,所述顶升气缸的输出端设置有定位块,所述定位块的端面设置有与负压装置连通的负压孔;
36、所述粘贴模组包括条码取料定位相机、x轴贴条线性滑轨、x轴贴条移动座、y轴贴条线性滑轨、y轴贴条移动座、z轴贴条线性滑轨、z轴贴条移动座、r轴贴条移位电机、第二真空吸盘和条码贴料定位相机;
37、所述条码取料定位相机的视角对应所述定位块的端面设置,所述x轴贴条线性滑轨滑动配合有x轴贴条移动座,所述x轴贴条移动座设置有所述y轴贴条线性滑轨,所述y轴贴条线性滑轨滑动配合有y轴贴条移动座,所述y轴贴条移动座设置有所述z轴贴条线性滑轨,所述z轴贴条线性滑轨滑动配合有所述z轴贴条移动座,所述z轴贴条移动座向下设置所述r轴贴条移位电机,所述r轴贴条移位电机的输出端设置所述第二真空吸盘,所述条码贴料定位相机设置于所述z轴贴条移动座,所述z轴贴条移动座的视角对应流水线设置。
38、本方案中,通过条码打印机将条码打印出来,然后条码位于定位块上,通过负压孔将其负压吸附固定,然后向上顶起供粘贴模组取料,粘贴模组通过条码取料定位相机确定其在定位块上的精确位置,然后控制x轴贴条线性滑轨、x轴贴条移动座、y轴贴条线性滑轨、y轴贴条移动座、z轴贴条线性滑轨、z轴贴条移动座和r轴贴条移位电机将第二真空吸盘移动到条码上并将其吸附,接着将条码向流水线上的光伏组件移动,同时通过条码贴料定位相机确定光伏组件的位置,并将条码粘贴在光伏组件的对应位置,粘贴完成后通过条码贴料定位相机确定粘贴的位置是否准确。
39、本发明的有益效果:
40、本方案能够同时实现对光伏组件小料的加工供应和条码的粘贴,通过上料模组、熔接模组、冲孔模组、切断模组、移载流线模组和引线归正模组能够高效实现小料的多种工序的生产,采用能够显著提高生产效率,在出条码模组和粘贴模组的配合下能够实现条码的准确粘贴。
- 还没有人留言评论。精彩留言会获得点赞!