一种浇铸式铜铝极柱的制备装置及工艺的制作方法
本发明涉及电池极柱制造,具体为一种浇铸式铜铝极柱的制备装置及工艺。
背景技术:
1、铜铝极柱是一种由铜铝复合材料制成的电池极柱,其传统的制造方法是利用高温将铜板和铝板进行焊接,然后再根据所需坯料的尺寸对铜铝复合板进行设计和剪切,再将所得坯料进行多次冲压处理,最后得到极柱成品。
2、由于传统的铜铝极柱制造工艺中,需要对铜板和铝板进行焊接处理,因此制造过程比较麻烦,故在现有技术中,也有采用浇铸式制造铜铝极柱的工艺,具体步骤如下:首先将铝块加热至熔化,并倒入浇铸嘴中冷却至半熔化半固体状态;然后对铜带进行预处理,清洗铜带表面的油脂层和氧化层,再对铜带进行加热,令其温度达到250至400℃之间;最后再令加热后的铜带与半固态的铝液进行接触,并进行无氧连续铸轧,铸轧完成后再进行二次精轧,即可得到铜铝复合板;得到铜铝复合板后,即可对其进行冲压处理,得到若干极柱成品。
3、上述制造工艺相较于传统的焊接制造方式,虽然省去了焊接步骤,但是由于半固态的铝液黏性较差,因此为了令铝层和铜带粘贴紧密,需要对铜带进行去氧化和加热步骤,故总体工序较多,造成生产效率有待提高。为此,我们提出了一种浇铸式铜铝极柱的制备装置及工艺以良好的解决上述弊端。
技术实现思路
1、本发明的目的在于提供一种浇铸式铜铝极柱的制备装置及工艺,用于解决上述背景技术中提出的问题。
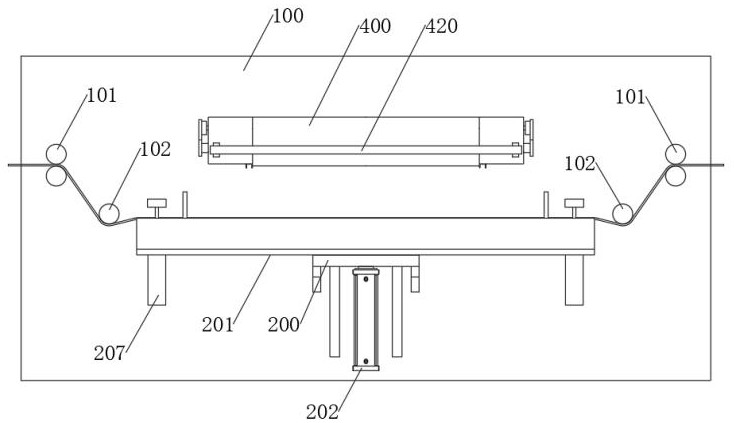
2、本发明是通过以下技术方案得以实现的:一种浇铸式铜铝极柱的制备装置,包括:安装板,所述安装板沿竖向分布,所述安装板的左右两侧均设有绕线辊组,所述安装板的中段位置设有升降座,所述升降座的上方设有浇铸台,所述升降座的底面还设有用于控制浇铸台上下升降的驱动组件,所述浇铸台的顶面中段沿自身长度方向开设有走线槽,所述走线槽的宽度与铜带宽度相适配;
3、固定座,所述固定座位于浇铸台的上方并与所述安装板固定连接上,所述固定座的前端设有模具组件,所述模具组件包括两块横板和两块纵板,两块所述横板和两块所述纵板均对称分布,且两块横板和两块纵板共同构成矩形框架结构,所述横板的长度方向与浇铸台的长度方向一致,且两块所述横板的间距与走线槽的宽度一致;
4、其中,所述横板的下表面低于所述纵板的下表面,两块所述纵板的相向面均开设有容纳槽,所述容纳槽的内部设有位移块,两块所述位移块的相向面均开设有滑动槽,所述滑动槽内沿竖直方向滑动连接有升降块,所述升降块的顶端和滑动槽的内顶面之间还连接有压紧弹簧,自然状态下,所述升降块的底端低于所述横板的下表面。
5、可选的,所述浇铸台的上方左右两侧均设有压紧块,所述压紧块的底端设有沿竖向分布的导向杆,所述导向杆活动贯穿所述浇铸台,且所述导向杆的底端还设有连接块,所述浇铸台的底面左右两侧均设有连接架,所述连接架的内部设有压紧气缸,所述压紧气缸的活动端与所述连接架固定连接。
6、可选的,两块所述位移块的相背面均设有限位柱,所述限位柱的长度方向与横板的长度方向一致,且所述限位柱活动贯穿所述纵板并延伸至纵板的外侧;所述固定座上设有双向气缸,所述双向气缸的长度方向与横板的长度方向一致,所述双向气缸的两个活动端均设有连接片,两个所述连接片分别和两根所述限位柱的外端连接。
7、可选的,所述位移块的前后两侧壁均贯穿开设有与所述滑动槽相通的条形口,所述条形口沿竖向分布,所述升降块的前后两端分别设有旋转柱,两根所述旋转柱分别穿过两条所述条形口,且所述旋转柱与所述升降块转动连接;所述容纳槽的内部前后两侧面均开设有供旋转柱插入的走位槽,所述走位槽是由水平段、倾斜段和竖直段首尾依次相连构成的三段式结构,且当所述升降块与所述横板抵接时,所述旋转柱位于竖直段内。
8、可选的,所述升降块的底端开设有推拉板,所述推拉板内设有走线辊,所述走线辊的两端分别和所述滑动槽的内部前后两侧壁转动连接。
9、可选的,所述走线槽的底面中段位置开设有顶升槽,所述顶升槽的底面还开设有安装槽,所述顶升槽内设有顶升板,所述安装槽的内部左右两侧对称设有两块活动块,所述活动块的顶端铰接设有斜撑杆,且两块所述活动块之间设有拉簧,所述斜撑杆的顶端与所述顶升板的底面铰接设置,两块所述活动块的相背端还设有推拉杆;所述浇铸台的顶面左右两侧且位于走线槽的前后两侧均开设有供推拉杆穿过的活动槽,所述活动槽与所述安装槽之间还开设有推拉孔,所述推拉杆远离活动块的一端依次穿过推拉孔和活动槽,且位于同侧的两根推拉杆的顶端之间还设有推拉板;自然状态下,所述拉簧处于拉伸状态,且所述顶升板的上表面和顶升槽的内底面平齐。
10、可选的,两块所述横板的相向面均开设有伸缩槽,所述伸缩槽内部通过弹性件弹性连接有限位板,两块所述限位板的相背面均设有伸缩柱,所述伸缩柱活动贯穿所述横板并伸出至伸缩槽的外部;所述模具组件的前后两侧均设有盖板,所述盖板与相应的所述伸缩柱的外端固定连接,所述盖板的左右两端均设有抵接块,所述容纳槽的内部前后两侧壁均贯穿开设有与所述抵接块相适配的穿透孔,所述抵接块活动插入在相应的所述穿透孔中,且所述抵接块伸入容纳槽内的一端具有斜面,当所述位移块与所述抵接块贴合时,所述旋转柱位于水平段内。
11、可选的,所述限位板的长度与所述横板的长度一致,且所述限位板的两端分别和所述横板的两端平齐;所述伸缩柱的外部固定套装有阻挡环,自然状态下,所述阻挡环与所述横板的外表面贴合。
12、可选的,所述驱动组件采用举升气缸,所述举升气缸的缸体与所述升降座的底面固定连接,所述举升气缸的活动端与所述浇铸台的底面固定连接。
13、本发明还提出一种浇铸式铜铝极柱的制备工艺,应用于上述的浇铸式铜铝极柱的制备装置,包括如下步骤:
14、首先将铜带一端从安装板一侧的绕线辊组中穿入,然后令铜带端部穿过走线槽并从安装板另一侧的绕线辊组中穿过;
15、利用驱动组件控制浇铸台上升,直至两块横板均与浇铸台的上表面贴合,此时,两块横板分别位于走线槽的两侧,两块纵板分别压紧在铜带表面;
16、再利用浇铸嘴自上而下向模具组件内通过点浇方式倒入适量铝液,令铝液平铺在铜带表面,然而静置至铝液冷却凝固;
17、再由驱动组件控制浇铸台恢复原位,并继续向前牵引铜带,然而重复上述步骤;
18、最后将所得铜铝复合材料进行辊压成型,并对成型后的铜铝复合板进行冲压,得到若干块规格一致的铜铝极柱。
19、与现有技术相比,本发明提供了一种浇铸式铜铝极柱的制备装置及工艺,具备以下有益效果:
20、1.本发明利用高温铝液直接浇铸在铜带表面,免除了对铜带表面进行去氧化和加热的预处理步骤,也能令铝层和铜带粘贴紧密,极大地简化了生产流程,提高了企业的生产效率;
21、2.本发明利用模具组件在铜带上表面围成浇铸腔体,且浇铸台能够上下升降,一方面模具组件可确保铝液浇铸成型,另一方面通过浇铸台的上下升降即可完成脱模工序,因此操作步骤方便、简洁;
22、3.本发明中的模具组件在脱模时,可令两块位移块相互远离,从而使升降块先与铝层分离,然而再使限位板与铝层分离,因此可避免强行脱模造成铝层和铜带撕裂的问题;
23、4.本发明中的模具组件在脱模过程中,顶升板可同步向上运动,从而推动铜带和铝层上升,作用是令铝层和限位板粘贴部位松动,因此在脱模时,能够避免限位板将铝层和铜带撕裂,有助于提高产品质量。
- 还没有人留言评论。精彩留言会获得点赞!