一种无感电阻器的绕线焊接装置及其制备工艺的制作方法
本发明涉及电子元器件的制造,具体是一种无感电阻器的绕线焊接装置及其制备工艺。
背景技术:
1、线绕电阻器是用电阻丝绕在绝缘骨架上构成的。电阻丝一般采用具有一定电阻率的镍铬、锰铜等合金制成。绝缘骨架是由陶瓷、塑料、涂覆绝缘层的金属等材料制成管形、扁形等各种形状。
2、公开号为cn115331905b的专利文件公开了一种电阻加工用绕丝机,包括输送台、绕线台和绕线柱,所述输送台的上端开设有输送槽、驱动槽和调控槽,所述驱动的内部设有输送去毛刺机构,所述调控槽的内底部通过让位弹簧连接有安装板,所述安装板的一端固定有承载板,所述安装板的另一端安装有可调触发机构,所述输送台的上端固定有输送架,所述输送架的侧壁固定有输送电机,所述输送电机的输出轴固定有输送辊。
3、上述装置存在以下不足,上述装置在使用时需要通过电阻丝顶推测量块,容易损伤电阻丝,且容易发生故障、测不准,且上述装置需要先测量电阻值再进行绕丝,工序进行时长较长,工作效率较低,同时上述装置需要人工进行电阻器的上下料,自动化程度较低,工作效率较低。
技术实现思路
1、本发明的目的在于针对上述存在的问题和不足,提供一种无感电阻器的绕线焊接装置,提升了整体的工作效率。
2、本发明所解决的技术问题为:
3、(1)上述装置在使用时需要通过电阻丝顶推测量块,容易损伤电阻丝,且容易发生故障、测不准;
4、(2)上述装置需要先测量电阻值再进行绕丝,工序进行时长较长,工作效率较低;
5、(3)上述装置需要人工进行电阻器的上下料,自动化程度较低,工作效率较低。
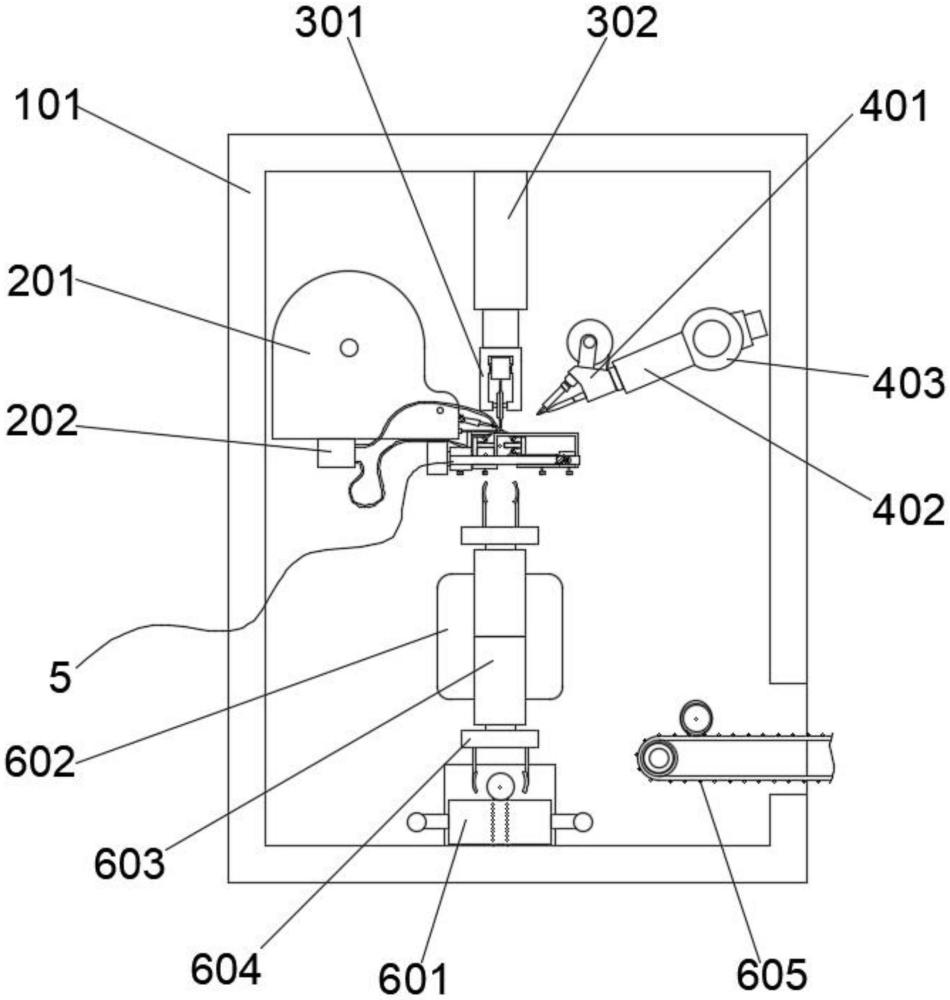
6、本发明的目的可以通过以下技术方案实现:一种无感电阻器的绕线焊接装置,包括工作箱,工作箱的内侧中部设有绕线工装,工作箱内位于绕线工装的两侧分别设有电阻丝伸线机和点焊机,工作箱内且位于绕线工装的上方设有分切机,绕线工装包括电滑台,电滑台的滑块一侧安装有双向滑台,双向滑台的两个滑块上均安装有定支撑块,定支撑块的一侧安装有安装架,安装架靠近定支撑块的一侧安装有滚转电机,安装架的另一侧安装有调节盒,调节盒上设有动支撑块,滚转电机的驱动轴上以及动支撑块和定支撑块的相对侧面均安装有支撑滚轮,电阻丝伸线机的下侧设有电阻测量器。
7、作为发明进一步的方案,电阻测量器的正极依次电性连接有正极导线和第一接触杆,第一接触杆通过定位杆安装在绕线工装上,电阻测量器的负极依次电性连接有负极导线和第二接触杆,第二接触杆的一侧安装有伸缩杆,伸缩杆通过第一定位座安装在电阻丝伸线机的出丝端上方。
8、作为发明进一步的方案,分切机通过第一推杆安装在工作箱的内侧顶部,点焊机的一侧安装有第二推杆,第二推杆呈倾斜指向绕线工装,第二推杆的底部通过第二定位座安装在工作箱的内侧壁上。
9、作为发明进一步的方案,定支撑块和动支撑块均通过支撑架与支撑滚轮转动连接,每侧的支撑滚轮均呈矩形阵列均匀对称分布,定支撑块和动支撑块之间且位于每侧两个支撑滚轮之间均设有顶撑板,顶撑板靠近支撑滚轮的一侧安装有支撑滚珠,每对支撑滚珠位于支撑滚轮之间,且支撑滚珠的侧面与支撑滚轮的侧面呈相互垂直。
10、作为发明进一步的方案,双向滑台的两端均安装有侧支撑板,侧支撑板远离双向滑台的一端穿设有键合传动杆,且键合传动杆与侧支撑板转动连接,调节盒的一端贯通连接有传动盒,传动盒的中部穿设有键合套筒,且传动盒与键合套筒转动连接,键合套筒键合滑动套接在键合传动杆上。
11、作为发明进一步的方案,调节盒内转动连接有调节螺杆,调节螺杆上螺纹套接有动滑块,且动滑块与动支撑块固定连接,调节螺杆的一端贯穿调节盒和传动盒,且调节螺杆位于传动盒内的一端与键合套筒的一端均固定套接有传动锥齿轮,每对传动锥齿轮相互啮合。
12、作为发明进一步的方案,一侧侧支撑板上安装有定位电机,定位电机的驱动轴端部与相邻键合传动杆的端部均安装有传动齿轮,且两个传动齿轮相互啮合,双向滑台、安装架以及传动盒的下部均设有支撑导轨,且通过支撑导轨安装在工作箱内。
13、作为发明进一步的方案,工作箱内且位于绕线工装的下方设有进料输送带,进料输送带和绕线工装之间设有转运电机,转运电机的驱动轴端部安装有第三推杆,第三推杆设有两个且尾部相连,第三推杆的伸缩端安装有夹爪,工作箱内且位于转运电机的一侧设有出料输送带。
14、一种无感电阻器的绕线焊接装置的制备工艺,该工艺包括以下步骤:
15、步骤一:将待加工和加工好的无感电阻器进行有序地进料和出料;
16、步骤二:通过绕线工装夹持,同时平移并转动待加工的无感电阻器;
17、步骤三:伸展电阻丝同时测量伸展出的电阻值,进行定值分切;
18、步骤四:定值分切每段电阻丝后交错缠绕;
19、步骤五:出料并重复上述步骤。
20、本发明的有益效果:
21、(1)工作时,通过绕线工装对待加工的无感电阻器进行夹持定位,使得无感电阻器稳定在合适的位置处,同时电阻测量器的一个接入端与无感电阻器上的镀锡铁帽相抵接,电阻测量器的另一个接入端与电阻丝伸线机的电阻丝电性连接,从而将电阻丝伸线机伸出的任意长度的电阻丝进行阻值测量,随后电阻丝伸线机伸展电阻丝,使得电阻丝的端部与无感电阻器上镀锡铁帽的待焊接位置相抵接,此时电阻测量器开始定时测量伸出来的电阻丝阻值,随后点焊机的端部移动至电阻丝与无感电阻器镀锡铁帽相抵接的位置处,将电阻丝的端部焊接到无感电阻器镀锡铁帽上,第一次点焊结束,点焊机复位并远离无感电阻器,随后无感电阻器同时进行转动和移动,将其中一股电阻丝缠绕在无感电阻器上,直到电阻丝的阻值恰好达到设定的阻值,且此时无感电阻器的另一个镀锡铁帽的侧边也移动至与电阻丝的中部侧面相抵接,此时绕线工装暂停,随后点焊机的端部再次移动,将电阻丝的侧面点焊在镀锡铁帽的侧面,第二次点焊结束,点焊机复位,随后分切机下移,在第二次点焊的位置处分切出测定好的电阻丝段,且该电阻丝段已经点焊、缠绕在无感电阻器上,随后绕线工装将缠绕了一段电阻丝的无感电阻器转动一定角度,并重复上述步骤,将另一段相同阻值的电阻丝定长地缠绕在无感电阻器上,且两次缠绕时,无感电阻器在绕线工装的驱动下以相反的方向进行平移和转动,从而使得两次缠绕、定长分切的电阻丝以相反方向的螺旋交错缠绕在无感电阻器上,且两个电阻丝阻值相等,缠绕后的两端间距保持与无感电阻器自身一致,从而使得所加工的无感电阻器的质量达到最佳,且通过即时测值而不是等长截取,使得两段电阻丝得到阻值达到完全一致,进一步地提高了无感电阻器的质量;
22、(2)工作时,通过第一推杆推动分切机进行升降移动,使得分切机在点焊机连续两次进行点焊后,将进行了定值测量的电阻丝段分切出来,完成每一段电阻丝的定值分切,通过第二推杆推动点焊机进行靠近和远离的移动,从而在电阻丝伸线机伸出一定经过电阻测量器测定的电阻丝段后,将该电阻丝段的终点端部点焊在无感电阻器的镀锡铁帽侧面上,以及将电阻丝的起点端部点焊固定在另一侧的镀锡铁帽上,通过第二定位座对第二推杆的倾斜角度的调节和固定,从而使点焊机的输出端部能够准确抵接到电阻丝端部与镀锡铁帽的抵接点处,并通过绕线工装的配合,从而快速地在绕线起始时刻、中点时刻以及结束时刻将电阻丝段准确地点焊固定在无感电阻器的两个镀锡铁帽上,并通过定位杆自身的抗挠性使得第一接触杆的端部保持与无感电阻器镀锡铁帽侧面的相抵接状态,从而保持电性连接,通过第一定位座调节伸缩杆的倾斜角度,对伸缩杆的伸展长度进行调节,并对第二接触杆在伸缩杆端部上的倾斜角度调节,从而使得第二接触杆的下端始终保持与电阻丝伸线机所伸出电阻丝的上部相抵接,通过点焊机将电阻丝的一端点焊在与第一接触杆电性连接的镀锡铁帽侧面上,使得电阻测量器、正极导线、第一接触杆、镀锡铁帽、所伸展的电阻丝段、第二接触杆以及负极导线形成闭合回路,在第一次缠绕时,能够准确测出伸展出的电阻丝段的阻值,并进行点焊和定值分切,在第二次缠绕时,电阻测量器测得数值是第一次的阻值与第二次伸展的阻值之和,因此第二次的数值是第一次的两倍时,即可测出第二次的准确阻值,并再次进行点焊和定值分切,从而将绕组和定值同步进行,缩短了工序时长,同时避免了以定长的方式定值,提高了准确性;
23、(3)工作时,通过双向滑台调节两个安装架的间距,通过定位电机转动传动齿轮,带动键合传动杆,进而通过每对传动锥齿轮啮合传动,从而同步转动两个调节螺杆,同步移动动支撑块,从而调节动支撑块和定支撑块的间距,使得两侧的各个支撑滚轮能够夹持适配不同的无感电阻器,通过支撑滚轮夹持在无感电阻器的镀锡铁帽周围,通过支撑滚珠对镀锡铁帽端面滚动抵接,通过滚转电机转动所连支撑滚轮,调节无感电阻器的转动速度和转动角度,配合电滑台调节无感电阻器的平移,从而准确控制无感电阻器的平移和转动,并能适配不同尺寸的无感电阻器。
- 还没有人留言评论。精彩留言会获得点赞!