一种微细漆包线悬浮模具涂漆设备及涂漆方法与流程
本发明涉及漆包线涂漆的,尤其涉及一种微细漆包线悬浮模具涂漆设备及涂漆方法。
背景技术:
1、在传统的漆包线生产工艺中,去除漆包线表面多余漆料的方法主要是依赖相互贴合的毛毡,但这种方法存在显著缺陷:由于毛毡贴合面的控制精度有限,难以确保漆料厚度的均匀性,导致漆包线的漆膜厚薄不一,严重影响产品的整体质量。
2、为了提升漆膜的均匀性和产品质量,工业界逐步转向采用悬浮模具进行涂漆。悬浮模具凭借其精确设计的孔道结构,实现了对漆包线表面的均匀涂漆。然而,随着漆包线产品外径的多样化发展,固定规格的悬浮模具无法满足不同外径漆包线的上漆需求,因此,在生产过程中,每当漆包线外径发生变化时,就需要频繁更换悬浮模具并调整喷漆头的位置。
3、然而,目前悬浮模具的更换操作大多依赖人工手动完成,包括拆卸旧模具、安装新模具和精准调整喷漆头位置等步骤,操作过程较为繁琐,且效率低下,难以满足现代高效生产的需求。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本发明的目的在于提出一种微细漆包线悬浮模具涂漆设备及涂漆方法,本装置集成了多组具有不同内径尺寸的悬浮模具,以适应不同外径尺寸的漆包线涂漆需求,通过切换转盘座和同步驱动组件的紧密配合,能够同步实现悬浮模具的快速切换以及喷漆头位置的精准调节,极大地简化了操作流程,显著提高了工作效率。
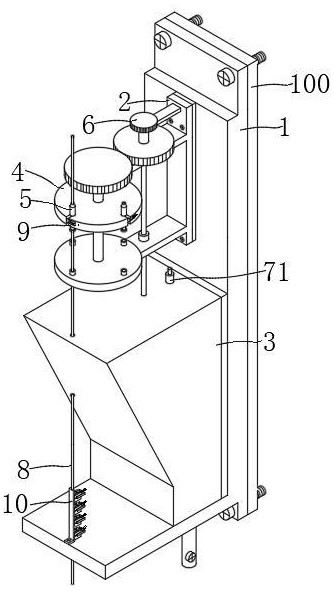
3、为达到上述目的,本发明提出了一种微细漆包线悬浮模具涂漆设备,包括主安装架、次安装架、锥形涂漆箱、切换转盘座、涂漆组件、同步驱动组件和喷漆头,其中,所述次安装架和所述锥形涂漆箱分别固定连接在所述主安装架表面,并沿z轴方向上下设置;所述切换转盘座转动连接在所述次安装架表面,所述切换转盘座上端表面与所述切换转盘座下端表面位置相对应处分别开设有多组u形槽和多组螺纹孔;所述涂漆组件包括多组上悬浮模具和多组下固定模具,其中,多组所述上悬浮模具分别滑动连接在多组所述u形槽内壁,多组所述下固定模具分别螺纹连接在多组螺纹孔内壁;所述同步驱动组件包括外驱动机构和内驱动机构,其中,所述外驱动机构设置在所述次安装架表面,并与所述切换转盘座相连接,所述内驱动机构设置在所述锥形涂漆箱内壁,并与所述外驱动机构相连接,所述喷漆头固定连接在所述内驱动机构表面;漆包线由下往上按顺序依次穿过所述主安装架底部、所述锥形涂漆箱内部、与之位置相对应的所述下固定模具内部和与之位置相对应的所述上悬浮模具内部。
4、本发明的一种微细漆包线悬浮模具涂漆设备,本装置集成了多组具有不同内径尺寸的悬浮模具,以适应不同外径尺寸的漆包线涂漆需求,通过切换转盘座和同步驱动组件的紧密配合,能够同步实现悬浮模具的快速切换以及喷漆头位置的精准调节,极大地简化了操作流程,显著提高了工作效率。
5、另外,根据申请上述提出的一种微细漆包线悬浮模具涂漆设备还可以具有如下附加的技术特征:
6、具体地,所述主安装架表面与外部机架表面连接处、所述次安装架表面与所述主安装架表面连接处和所述锥形涂漆箱表面与所述主安装架表面连接处分别固定连接有弹性减震垫;所述切换转盘座包括转动轴、上板和下板,其中,所述转动轴转动连接在所述次安装架表面,所述上板和所述下板分别固定连接在所述转动轴表面,并沿z轴方向上下设置,多组所述u形槽和多组螺纹孔分别开设在所述上板表面和所述下板表面,且位置相对应;所述上悬浮模具表面与所述u形槽位置相对应处设置有台阶部,所述台阶部滑动连接在所述u形槽内壁;所述上悬浮模具内部和所述下固定模具内部分别开设有第一模腔和第二模腔,所述第一模腔和所述第二模腔横截面均呈锥形状,所述第一模腔顶口内径小于所述第二模腔顶口内径,所述第一模腔底口内径小于所述第二模腔底口内径,大于所述第二模腔顶口内径;多组所述上悬浮模具中的所述第一模腔和多组所述下固定模具中的所述第二模腔内径不相同;所述外驱动机构包括被动齿轮、主动齿轮、调节手柄、同步轴杆和蜗杆,其中,所述被动齿轮和所述主动齿轮分别转动连接在所述次安装架表面,并沿y轴方向左右设置,所述被动齿轮与所述主动齿轮相互啮合,所述被动齿轮中心轴一端与所述转动轴一端固定连接,所述调节手柄转动连接在所述次安装架表面,并与所述主动齿轮中心轴一端固定连接,所述同步轴杆转动连接在所述锥形涂漆箱顶部,所述同步轴杆一端与所述主动齿轮中心轴一端固定连接,所述同步轴杆另一端贯穿进所述锥形涂漆箱内部,并固定连接有所述蜗杆,所述蜗杆与所述内驱动机构相连接;所述内驱动机构包括u形固定座、螺纹丝杆、矩形滑座和蜗轮,其中,所述u形固定座固定连接在所述锥形涂漆箱内壁,所述螺纹丝杆转动连接在所述u形固定座内壁,所述矩形滑座螺纹连接在所述螺纹丝杆外表面,并滑动连接在所述u形固定座内壁,所述螺纹丝杆一端贯穿出所述u形固定座外部,并固定连接有所述蜗轮,所述蜗轮位于所述蜗杆一侧,并相互啮合,所述喷漆头固定连接在所述矩形滑座表面,并朝向所述漆包线方向设置,所述喷漆头通过管道与固定连接在所述锥形涂漆箱顶部的注漆端头相连接。
7、具体地,所述切换转盘座还包括切换防掉机构,所述切换防掉机构包括弧形滑槽、板形滑座、第一弹簧、固定片和弹性卡头,其中,所述弧形滑槽均匀开设在所述上板表面,并位于所述u形槽一侧,所述板形滑座滑动连接在所述弧形滑槽内壁,所述板形滑座一端与所述弧形滑槽内壁之间固定连接有第一弹簧,所述板形滑座另一端贯穿进所述u形槽内部,并与所述u形槽内壁抵触连接,所述固定片一体成型设置在所述板形滑座表面,所述弹性卡头设置在所述上板表面,并位于所述弧形滑槽外侧,所述固定片靠近所述弹性卡头的一端表面开设有卡孔,并与所述弹性卡头卡接固定。
8、具体地,所述切换转盘座还包括夹持机构,所述夹持机构包括l形板架、多组安装框、多组压轮、多组滑框、多组调节螺杆和多组第二弹簧,其中,所述l形板架螺栓紧固在所述主安装架表面,并位于所述锥形涂漆箱一侧,多组所述安装框分别固定连接在所述l形板架表面,并沿z轴方向依次设置,多组所述压轮分别滑动连接在多组所述安装框内壁,多组所述滑框分别滑动连接在多组所述安装框表面,并与多组所述压轮位置相对应,多组所述压轮中心轴分别贯穿出多组所述安装框外部,并与多组所述滑框表面固定连接,多组所述调节螺杆分别螺纹连接在多组所述滑框表面,多组所述调节螺杆一端分别螺纹连接在多组所述安装框表面,多组所述第二弹簧分别套设在多组所述调节螺杆外侧,所述第二弹簧一端与所述安装框表面固定连接,所述第二弹簧另一端与所述滑框表面固定连接。
9、具体地,多组所述压轮表面分别开设有环形限位导槽,所述漆包线滑动连接在所述环形限位导槽内壁,多组所述环形限位导槽分别与不同外径的所述漆包线相适配,所述环形限位导槽内壁与所述漆包线连接处设置有钢珠,所述钢珠转动连接在所述环形限位导槽内壁,并与所述漆包线表面相接触。
10、一种微细漆包线悬浮模具涂漆设备的涂漆方法,包括以下步骤:
11、s1:将所述漆包线依次穿过所述主安装架底部、所述l形板架底部、所述锥形涂漆箱内部、与之位置相对应的所述下固定模具内部和与之位置相对应的所述上悬浮模具内部;
12、s2:通过所述注漆端头向所述喷漆头内部注入漆料,漆料经所述喷漆头喷在位于所述锥形涂漆箱内部的所述漆包线表面;
13、s3:所述漆包线在输送过程中,其表面的漆料厚度先后经过所述下固定模具和所述上悬浮模具进行处理后,漆料均匀分布在所述漆包线表面,且厚度一致;
14、s4:需要对不同外径的所述漆包线进行涂漆时,需切换模具并改变所述喷漆头与所述漆包线之间的距离,在穿线操作前,先将更换后的所述漆包线一端通过所述夹持机构进行固定,无需用手一直拉扯,然后运行所述同步驱动组件,所述同步驱动组件运行同步带动所述切换转盘座进行旋转以及同步带动所述喷漆头进行移动,所述切换转盘座旋转对不同内径尺寸的所述涂漆组件进行切换,使其适配不同外径的所述漆包线上漆需求,所述喷漆头移动通过改变喷漆距离来调整供漆量,使其适配不同外径的所述漆包线上漆需求;
15、s5:所述涂漆组件调节完毕后,将更换后的所述漆包线穿过切换后的所述涂漆组件内部,接着继续输送所述漆包线,实现涂漆操作;
16、s6:当所述漆包线断线时,所述夹持机构可自动夹持固定住所述漆包线,便于后续人员接线。
17、本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!