一种利兹线制作方法及线圈结构与流程
本发明涉及电机制造领域,尤其是涉及一种利兹线制作方法及线圈结构。
背景技术:
1、利兹线(litz line)是一种特殊的导体结构,它由多根绝缘的细导线按照一定的规律绞合或编织而成。这种结构能够显著减少高频应用中的交流损耗,尤其是集肤效应和邻近效应造成的损耗。利兹线的设计允许电流在各个单独的导线之间均匀分布,从而提高了整体的导电效率,利兹线主要用于高频高功率电机行业、高频变压器行业和感应式无线充电行业等,高频利兹线是使用多股相互绝缘的单线绞合而成,通常用于工作频率在10khz至5 mhz之间的应用。目前的利兹线多采用铜或铝合金线芯,单股线多涂覆绝缘层(一般为绝缘漆),再绞合成所需的形状,再通过绕制、压制、烘烤等工艺形成所需的线圈。而这种利兹线的共同点是线芯股数少、线芯直径小,因此会导致集肤效应和邻近效应的增加,而导线绞合后外包扎的绝缘层不同,又会使其无法满足直接嵌线,不需在线圈成形后再包扎对地绝缘的要求。通过检索未发现与本发明相同的技术方案,只是找到一些相关的对比技术文件,主要有以下几个:
2、1、申请号为202020211869.1的专利公开了一种永磁三相同步电机,包括具有齿形线圈绕组的定子,该齿形线圈绕组被设计为空心绕组并且具有矩形轮廓的高频利兹线。高频利兹线由大量电绝缘的漆包铜线构成,这些漆包铜线被绞合并且随后压成矩形轮廓。与未压制的单根导线相比,通过压制利兹线横截面得到显著更高的铜填充因子。此外,已知使用漆包线来制造线圈绕组。漆包线是一种导线,其中,这种导电线除了绝缘层之外,还具有例如漆层,另外的外层(烘烤层)。烤漆层例如是热塑性层。在加热时,烤漆层被软化并且能够和相邻导线的烤漆层结合。这个过程也被称为烘烤处理。通过烘烤处理确保永久保持线圈的几何形状。同时专利中描述了一种用于制造具有用于电机的绕组的部件的方法以及包括这种部件的电机。该方法包括以下步骤:将一根或多根导线缠制成线圈。导线是具有导电芯、绝缘层和外部烘烤层的漆包线。缠制的线圈随后借助压制工具进行压制。最后完成对压制的线圈的烘烤处理,以保持线圈的几何形状。
3、2、申请号为202021901891.5的专利公开了一种热风利兹线,其特征在于,包括若干根铜导体、聚氨酯、涤纶紧固丝和涤纶热熔丝,所述聚氨酯包覆在每根所述铜导体的外侧形成漆包线,所述漆包线螺旋绞合成为绞合线,所述涤纶紧固丝螺旋式转绕在所述绞合线的外侧,所述涤纶紧固丝的双边厚度为0.004-0.012mm,所述涤纶热熔丝螺旋式转绕在所述涤纶紧固丝的外侧,所述涤纶热熔丝的双边厚度为0.004-0.012mm,所述涤纶热熔丝的外侧涂有表面润滑剂。
4、3、申请号为201821934725.8的专利公布了一种高导电性的利兹线,其特征在于:该利兹线包括线芯层,所述线芯层由若干股导电线材以同轴绞合而成,每股所述导电线材包括由内至外依次包覆的铝合金芯层、铜层和绝缘层;所述导电线材的直径为0.05-0.15mm;所述线芯层由100-110股直径为0.06-0.10mm的导电线材绞合而成;所述线芯层由280-320股直径为0.08-0.12mm的导电线材绞合而成;所述线芯层由1800-2200股直径为0.08-0.12mm的导电线材绞合而成。
5、上述三个方案中利兹线采用铜或铝合金线芯,单股线多涂覆绝缘层(一般为绝缘漆),再绞合成所需的形状,再通过绕制、压制、烘烤等工艺形成所需的线圈。上述三个方案中的利兹线的共同点是线芯股数少,最多的也只是2200股,而且线芯直径小以及导线绞合后外包扎的绝缘层不同,无法满足利兹线可直接嵌线,不需在线圈成形后再包扎对地绝缘的要求。因此,很有必要进行改进。
技术实现思路
1、本发明要解决的技术问题是:提供一种利兹线制作方法及线圈结构,按照其制作方法制作的利兹线线芯股数多、线芯直径大以及导线绞合后外包扎的绝缘层不同,能够满足利兹线可直接嵌线,不需在线圈成形后再包扎对地绝缘的要求,能够很好地削弱集肤效应和邻近效应减少涡流损耗。
2、本发明提出的技术方案是:一种利兹线结构,利兹线分为内外两层结构,内部由多根彼此绝缘的导线绞合而成,外部由绝缘层覆盖,内部绞合后的导线股数在2700股以上,线绞合所用的铜导线直径达0.2mm以上。
3、进一步地,所述利兹线外部包裹有绝缘层,包绕用的绝缘材料由电机耐热等级决定相应的等级,如耐热等级要求180℃时,可采用聚酰亚胺薄膜云母带绕包,绕包后不烘焙固化,保证线圈的柔软。
4、进一步地,所述利兹线内部导线自身表面覆盖有树脂漆膜,通过树脂漆膜在内部导线中形成彼此绝缘的绝缘层。
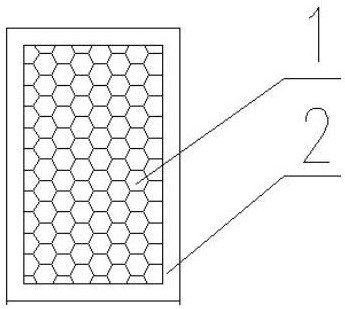
5、进一步地,所述利兹线的截面形状为矩形结构,外面通过绝缘带卷包成绝缘层。
6、进一步地,所述利兹线内部单根导线的截面形状为六边形。
7、一种利兹线线圈制作方法,先将2700股以上的自身绝缘的铜导线绞合在一起,再在绞合成圆形的利磁线外面包裹柔软的绝缘层,再利用整形工具将圆形的利磁线整形成方形,然后直接将柔软的方形利磁线嵌入到电机定子的铁心槽内,形成利磁线圈结构;包括以下步骤:
8、步骤一:制作多股内部导线;选取股数在2700股以上的铜导线,所用的铜导线直径达0.2mm以上,导线外部覆盖有树脂漆膜;
9、步骤二:将2700股以上的铜导线呈“一”字状紧靠排列形成线排,对2700股以上的铜导线组成的线排进行压方加热定型处理:通过上下左右压辊同时对线排的4个方向进行挤压,使线排挤压形成矩形线;
10、步骤三:对矩形线进行包膜,并在成品收线前对膜包矩形线进行烘烤,加热至120摄氏度,使膜包矩形线内的粘结在一起的漆包单线解粘散开,完成利兹线制作;
11、步骤四:根据定子铁心槽大小及所需匝数确定好利兹线长度,然后将利兹线按定子铁心槽所需长度剪下;
12、步骤五:将利兹线按照定子铁心槽所需长度剪下来的线段直接在定子铁心槽内嵌入一个极相组,并确保一个极相组内只有两个线圈引线出头,减少了线圈间的焊接;
13、步骤六:柔软的利兹线嵌入后,使用打板,榔头或其他的整形工具,把线匝整理成想要的形状,使其按顺序排列整齐,形成镶嵌好的利磁线圈。
14、进一步地,所述利兹线先将彼此绝缘的导线绞合成圆形,然后将圆形压制成需截面尺寸的矩形,尺寸根据电机设计需求。
15、进一步地,所述利兹线经压制成形后,线芯外再包扎相应耐热等级的绝缘层,绝缘层为柔软绝缘带绕包形成,确保利兹线的柔软。
16、进一步地,所述利兹线嵌线时,采用手工橡皮锤进行直接嵌线,在弯曲部分需要通过人工逐步弯曲成型,利用手工橡皮锤辅助敲打。
17、进一步地,所述利兹线线圈通过直接放入铁心的方式进行连续嵌线,同一个极相组线圈之间没有断点需要连接;线圈嵌入后的端部直接整形,按顺序排列。
18、本发明的有益效果是:(1)通过增加利兹内部导线的股数和直径,减少了趋肤效应和邻近效应,载流截面积增加,高频损耗减少。(2)线圈制作过程采取先整形后,绕包绝缘带后直接在电机定子线槽内镶嵌利磁线,无须绕线、成形或固化工序,工艺流程简化,制作效率更高。(3)线圈外包绕绝缘层,绝缘层不固化,因此线匝较为柔软,嵌线后端部可以直接整形,使导线排列整齐。
- 还没有人留言评论。精彩留言会获得点赞!