一种相位可调的恒阻抗射频连接器、组装装置及方法与流程
本发明涉及射频连接器,特别涉及一种相位可调的恒阻抗射频连接器、组装装置及方法。
背景技术:
1、射频同轴连接器通常是安装在电缆上或仪器上的信号传输元件,是同轴传输系统不可缺少的关键元件。射频同轴连接器通常分为螺纹、卡口、推入式、浮动式盲插等几种。随着移动互联网大数据和物联网的兴起,市场上对浮动型盲插射频同轴连接器需求越来越大,高低频混装的矩形连接器和圆形连接器中的接触件,均要求具有一定的径向和轴向的浮动来实现盲插功能。
2、根据趋肤效应,射频能量总在导体间表面传输,射频同轴连接器的特性阻抗大小由外导体与内导体直径的比值和两个导体之间的绝缘介质的介电常数所决定,当整个系统的特性阻抗是匹配时,其信号传输效率最高。
3、正常设计的射频同轴连接器,其配合连接的两内导体的尺寸是稳定的,连接器的相位是通过两内导体的连接来调整的,而由于装配误差的存在,通过传统的组装方式组装成型的射频同轴连接器往往难以达到精确的相位要求,而组装完成后又无法进行调整,所以只能不断地拆装调整,从而导致对相位要求较高的恒阻抗射频连接器生产调试过程繁琐,成品率较低的问题。
技术实现思路
1、本发明的目的在于提供一种相位可调的恒阻抗射频连接器、组装装置及方法,以解决传统射频同轴连接器组装中所存在的问题。
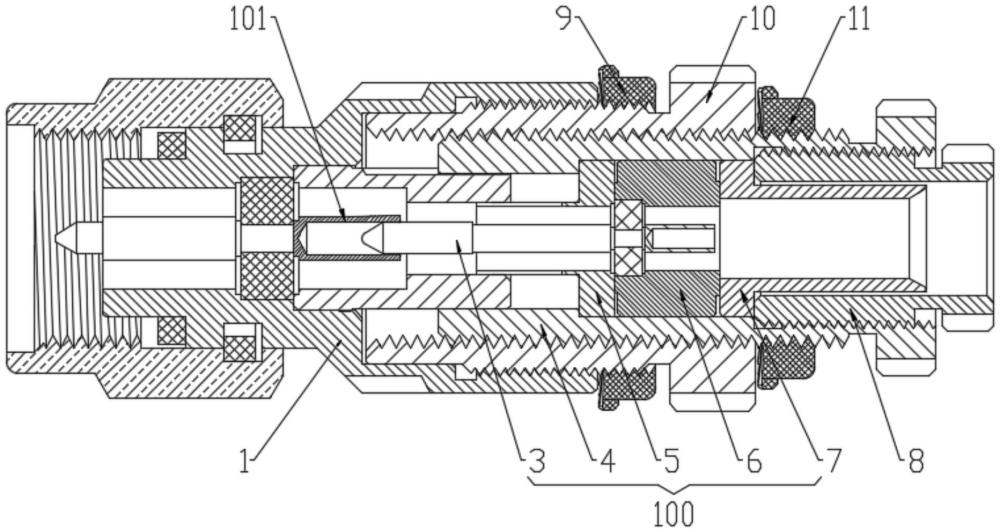
2、为解决上述技术问题,本发明提供了一种相位可调的恒阻抗射频连接器,包括固定外壳、调节内导体组件以及调节螺杆;
3、所述调节内导体组件同轴安装于所述调节螺杆内部,并与所述调节螺杆的内螺纹螺纹联接;
4、所述调节螺杆同轴安装于所述固定外壳内部,并与所述固定外壳的外螺纹螺纹联接;
5、所述调节螺杆的内螺纹螺距大于外螺纹螺距,为差速螺纹;当转动所述调节螺杆时,所述调节内导体组件沿中心轴线移动,从而调节所述调节内导体组件的内导杆体插入所述固定外壳中的内导体槽的深度,使得两内导体的连接产生相位变化。
6、优选的,所述调节内导体组件包括内导杆体、螺纹衬套、弹性接触套、内衬套和焊接套;所述内导杆体、所述弹性接触套、所述内衬套和所述焊接套依次连接,并套设安装于所述螺纹衬套内;
7、所述螺纹衬套的外螺纹与所述调节螺杆的内螺纹螺纹联接,当转动所述螺纹衬套时,所述内导杆体沿中心轴线移动,从而粗调内导杆体插入所述固定外壳中的内导体槽的深度;
8、当转动所述调节螺杆时,所述内导杆体沿中心轴线移动,从而微调内导杆体插入所述固定外壳中的内导体槽的深度。
9、优选的,所述焊接套的尾部设有锁紧螺杆,且所述锁紧螺杆插入所述螺纹衬套内部,并与所述螺纹衬套的内螺纹螺纹联接,随着所述锁紧螺杆的转动,锁定所述内导杆体、所述弹性接触套、所述内衬套和所述焊接套在所述螺纹衬套内的位置;
10、所述调节螺杆的外螺纹上安装有第一锁紧螺母,通过所述第一锁紧螺母锁定所述调节螺杆与所述固定外壳的位置;
11、所述螺纹衬套的外螺纹上安装有第二锁紧螺母,通过所述第二锁紧螺母锁定所述螺纹衬套与所述固定外壳的位置。
12、优选的,所述第一锁紧螺母和所述第二锁紧螺母均为止退防松螺母;在螺母的锁紧端面上加工有若干刀型齿片,且若干刀型齿片绕螺母的中心轴线层叠布置。
13、一种相位可调的恒阻抗射频连接器的组装装置,包括旋转工作台;在所述旋转工作台上设有多个定位工装,用以放置射频连接器的组件;
14、所述旋转工作台圆周依次设置有:
15、固定外壳拾取机构,将预组装成型的固定外壳组合件放置于定位工装中;
16、调节螺杆组装机构,将调节螺杆旋拧安装于固定外壳内部;
17、调节内导体组件拾取机构,将预组装成型的调节内导体组件放置于调节螺杆上方;
18、调节内导体组件组装机构,将调节内导体组件旋拧安装于调节螺杆内部;
19、锁紧螺杆组装机构,将锁紧螺杆旋拧安装于调节内导体组件内部;
20、检测机构,通过检测机构检测组装完成的恒阻抗射频连接器的质量;
21、所述固定外壳拾取机构配置有第一送料装置,持续输送固定外壳,以供固定外壳拾取机构拾取预组装成型的固定外壳组合件放置于定位工装中;
22、所述调节内导体组件拾取机构配置有第二送料装置,持续输送调节内导体组件,以供调节内导体组件拾取机构拾取预组装成型的调节内导体组件放置于调节螺杆上方;
23、所述第二送料装置一侧还配置有预成型装置,能够将内导杆体、螺纹衬套、弹性接触套、内衬套和焊接套预组装成型调节内导体组件。
24、优选的,所述旋转工作台上均匀布设有七组定位工装,所述旋转工作台在旋转电机的作用下驱动七组定位工装循环运转,按组装顺序七组定位工装依次为固定外壳拾取工位、调节螺杆组装工位、调节内导体组件拾取工位、调节内导体组件组装工位、锁紧螺杆组装工位、检测工位以及出料工位;
25、所述旋转工作台下方设有多组无动力支撑轮组,用于支撑所述旋转工作台,使其绕中心轴线平稳旋转;
26、所述旋转工作台下方还设有锁位气缸,所述锁位气缸的活塞杆从下至上插入所述旋转工作台的锁位孔,从而锁定所述旋转工作台的转动,以供组装作业出错后的检修或旋转工作台上定位工装的定位安装或更换。
27、优选的,所述固定外壳拾取机构包括弹性夹爪以及压料气缸,所述压料气缸将弹性夹爪夹取的固定外壳向下移送至定位工装中;
28、所述弹性夹爪主要由多个活动的橡胶爪以及预紧弹簧组成,在预紧弹簧的作用下,多个橡胶爪向外撑开,从而夹取固定外壳;
29、所述固定外壳拾取机构还包括定位盘以及定位盘调节气缸,在所述定位盘调节气缸的作用下驱动所述定位盘水平移动,使其与所述第一送料装置的送料通道衔接;且所述定位盘内开设有固定外壳的仿形孔,逐个定位从送料通道移送的固定外壳。
30、优选的,所述调节螺杆组装机构包括螺杆夹爪、螺杆旋拧电机、螺杆升降气缸,所述螺杆夹爪夹取调节螺杆,并在所述螺杆旋拧电机的转动下,将调节螺杆旋入固定外壳内;同时在所述螺杆升降气缸的驱动下边旋转边向下移动;
31、所述调节螺杆组装机构还包括卡爪以及卡爪气缸,所述卡爪在所述卡爪气缸的作用下插入定位工装一侧的卡槽,用以固定定位工装内的固定外壳;
32、所述调节内导体组件拾取机构包括调节内导体组件拾取夹爪以及与夹爪依次连接的调节内导体组件翻转气缸、调节内导体组件拾取升降气缸、第一横移气缸以及第二横移气缸;在所述调节内导体组件拾取升降气缸、所述第一横移气缸以及所述第二横移气缸的作用下,驱动所述调节内导体组件拾取夹爪移动,从而拾取所述第二送料装置的送料通道中的调节内导体组件;而所述调节内导体组件翻转气缸能够180度翻转,使得所述调节内导体组件正位放置于调节螺杆上方;
33、所述调节内导体组件组装机构包括调节内导体组件旋拧夹爪、调节内导体组件旋拧电机以及调节内导体组件旋拧升降气缸;在所述调节内导体组件旋拧电机的作用下,驱动调节内导体组件旋拧夹爪将调节内导体组件旋拧安装于调节螺杆内部,同时在所述调节内导体组件旋拧升降气缸的驱动下边旋转边下行;
34、所述检测机构包括检测头以及检测气缸,通过所述检测气缸将所述检测头伸入组装完成的恒阻抗射频连接器内部进行检测。
35、优选的,所述预成型装置包括压装头,所述压装头通过压杆与预成型气缸相连;内导杆体、螺纹衬套、弹性接触套、内衬套和焊接套放置于预成型工装上,在所述压装头的作用下将调节内导体组件预组装成型。
36、本发明还提供了一种相位可调的恒阻抗射频连接器的组装装置的使用方法,包括如下步骤:
37、步骤a:预装准备:在压装头的作用下将预成型工装内的内导杆体、螺纹衬套、弹性接触套、内衬套和焊接套预组装成型调节内导体组件;
38、步骤b:供料准备:将前道工序预组装成型的固定外壳组合件放入第一送料装置的振动盘中备用;同时,将预组装成型的调节内导体组件逐个放入第二送料装置的振动盘中备用;
39、步骤c:连续组装:首先启动旋转电机带动旋转工作台按照组装工作节拍间断旋转;
40、步骤c1:在固定外壳拾取工位上,一个固定外壳沿送料通道进入定位盘中定位,同时固定外壳拾取机构的弹性夹爪夹取该固定外壳,并在压料气缸的作用下,向下移送至该工位的定位工装中;
41、步骤c2:在调节螺杆组装工位上,螺杆夹爪夹取调节螺杆,并在螺杆旋拧电机以及螺杆升降气缸的作用下,将调节螺杆旋入固定外壳内;
42、步骤c3:在调节内导体组件拾取工位上,调节内导体组件拾取夹爪夹取第二送料装置送料通道上的调节内导体组件,并在调节内导体组件拾取升降气缸、第一横移气缸以及第二横移气缸的作用下,移送至调节螺杆正上方;同时通过相机识别调节螺杆的正反,并通过调节内导体组件翻转气缸调整方向后,放置于调节螺杆内;
43、步骤c4:在调节内导体组件组装工位上,调节内导体组件旋拧夹爪夹取调节内导体组件,并在调节内导体组件旋拧电机以及调节内导体组件旋拧升降气缸的作用下,将调节内导体组件旋拧安装于调节螺杆内部;
44、步骤c5:在锁紧螺杆组装工位上,夹爪夹取锁紧螺杆,并在旋拧电机以及气缸的作用下,将锁紧螺杆旋拧安装于调节内导体组件内部;
45、步骤c6:在检测工位上,检测头在检测气缸的作用下伸入组装完成的恒阻抗射频连接器内部进行检测;
46、步骤c7:在出料工位上,检测完成的恒阻抗射频连接器从此处下料;
47、步骤d:旋转工作台上的七组定位工装对应步骤c中的七个工位,且七组定位工装在七个工位依次循环运转,实现恒阻抗射频连接器的连续组装。
48、与现有技术相比,本发明的有益效果是:
49、1.本发明的恒阻抗射频连接器能够无视内外导体的装配误差,在组装完成后,转动调节螺杆,使得内导杆体沿中心轴线移动,微调内导杆体插入固定外壳中的内导体槽的深度,从而实现射频连接器组装完后的相位调节以及后期在安装使用过程中的相位调节;
50、2.并且本发明的恒阻抗射频连接器能够实现精准的相位调节,具体来说就是调节螺杆的内外螺纹为差速螺纹,例如内外螺距比1:2,调节螺杆外螺纹绕固定外壳内螺纹转一圈,调节内导体组件绕调节螺杆内螺纹转半圈,从而实现调节内导体组件的精准微调;
51、3.采用本发明的组装装置及组装方法通过自动送料、组装和检测等流程,减少了人工操作的时间和劳动强度,能够显著提高生产效率,同时减少了对人工的依赖,降低了人工成本;同时,由于生产效率的提高和产品质量的保证,也间接降低了生产成本。并且由于本发明的射频连接器能够实现后期微调,所以才能够无视内外导体的装配误差,从而实现自动化的批量生产。
- 还没有人留言评论。精彩留言会获得点赞!