抱刹制动一体化电缆绞车永磁直驱装置的制作方法
1.本发明专利涉及一种永磁电机,尤其是电缆或光纤缆绞车驱动装置。
背景技术:
2.传统的电缆绞车主要以普通电磁制动电机为驱动动力,经弹性联轴器,三级封闭式齿轮减速箱,牙嵌式联轴器驱动电缆绞车卷筒,完成牵引并卷绕电缆,其绞车的制动是通过在驱动电机上配置电磁制动器对驱动电机进行制动,制动力矩小,效率低,能耗高,制动力矩小、噪声大,设备体积大;为了推广直驱节能电机,我公司设计了一种外转子抱刹制动一体化电缆绞车专用永磁直驱装置。
技术实现要素:
3.本发明的目的是提供一种抱刹制动一体化电缆绞车永磁直驱装置;根据电机驱动的机械特点,将电机设计为外转子永磁电机,以电机转子外壳为滚筒,并通过制动器摩擦片与外转子的滚筒外壁接触摩擦对旋转的滚筒实现抱刹制动,制动安全迅速,并通过与井下爬行器、排绳器和控制系统集成,通过智能显示面板,对工况全过程进行速度控制、扭矩控制、安全设置、安全警示、安全保护以及设备状态监测、故障诊断与数据查询等,实现信息化、智能化、远程监控; 提高效率30%,节约能源40%,延长寿命50%,使用维护更方便。
4.本发明采用的技术方案:包括:底座、支撑座、定子外盖、转子外盖、非出线端轴承、出线端轴承、非出线端轴承座、出线端轴承、滚筒、转子磁钢、有绕组定子、制动器、主轴、压线夹。
5.1. 前述的底座有大小两个连体式安装台面,大台面两端有与支撑座配合安装的紧固螺孔,小台面有与制动器配合安装的紧固螺孔,其底板有固定安装孔,选用ht150
‑
200灰铸铁铸造或q235钢板焊接加工而成,其形状与尺寸根据需要设计;2. 前述的支撑座呈l形,有与主轴两端配合的定位止口和组合安装的连接通孔,有与底座大台面两端组合安装的连接通孔。
6.3. 前述的定子外盖有轴承护油槽,分别有与非出线端轴承座和出线端轴承座配合的定位止口和组合安装连接通孔。
7.4. 前述的转子外盖有与滚筒两端配合的定位止口和组合安装连接通孔。
8.5. 前述的非出线端轴承选用圆柱滚子轴承。
9.6. 前述的出线端轴承选用双列向心球面滚子轴承。
10.7. 前述的非出线端轴承座,有与非出线端轴承内圆配合安装的轴承位,有轴承护油槽,有与主轴热装的配合孔,有与定子外盖组合安装的紧固螺孔。
11.8. 前述的出线端出线座,有与出线端轴承内圆配合安装的轴承位,有轴承护油槽,有与主轴热装的配合孔,有绕组引接线的出线孔,有与定子外盖组合安装的紧固螺孔。
12.9. 前述的滚筒两端分别有与转子外盖配合的定位止口和配合安装连接孔,两端分别有轴承室,其内壁中段有与磁钢表贴粘接配合位,其外壁共有4块卷轮盘,形成2个电缆
卷槽分布在两端,外壁中段有与制动器摩擦片内圆接触摩擦制动的配合面,两端卷轮盘外侧各有7
‑
13块辐射状加强筋。
13.10. 前述的转子磁钢有与滚筒内壁中段表贴粘接配合的外圆弧配合面,其磁极分隔面有绝缘处理膜。
14.11. 前述的有绕组定子有线圈外槽,有与主轴液态氮冷冻组合装配的过盈配合孔,两绕组端部有环氧导热硅胶zb6255进行密封接触导热。
15.12.前述的制动器选用液压鼓式制动器。
16.13. 前述的主轴有与有绕组定子液氮冷却的过盈配合面,两端面分别有与支撑座配合的定位止口和组合安装的紧固螺孔以及吊装孔,出线位有与压线夹组合安装的紧固螺孔。14. 前述的压线夹为上下块组合结构,上下块均有过线槽和安装连接通孔,下块安装底部有与主轴的安装配合面。
17.本发明是通过外转子抱刹制动一体化电缆绞车永磁装置进行直驱,系统控制快速精准,并通过制动器摩擦片与外转子的滚筒外壁接触摩擦对旋转的滚筒实现抱刹制动,具有结构简单、体积小、重量轻、噪声小、效率高、制动安全迅速、节约能源、电缆排列有序、滚筒容量大、运行安全可靠、运行成本低、使用寿命长、使用维护方便、底座安装牢固,避免出现绞车移位和倾覆等特点;通过张力设定值与变频扭矩控制之间的关系,在张力与设定值之间建立一个pid控制软件,实现工作过程的恒张力进行控制,可作为智能化电控自动作业线的配套设备。
附图说明
18.下面结合附图进一步说明本发明。
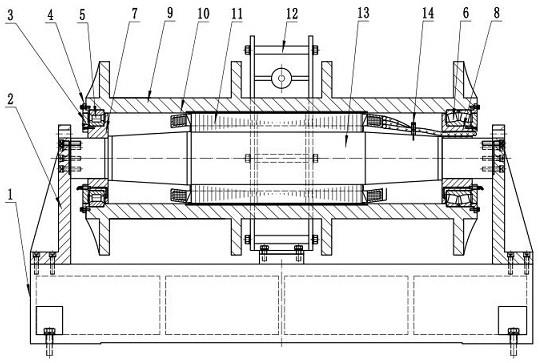
19.图1是本发明总体结构示意图;图中:1
‑
底座
ꢀꢀ2‑
支撑座
ꢀꢀ3‑
定子外盖
ꢀꢀ4‑
转子外盖
ꢀꢀ5‑
非出线端轴承6
‑
出线端轴承
ꢀꢀ7‑
非出线端轴承座
ꢀꢀ8‑
出线端轴承座
ꢀꢀ9‑
滚筒10
‑
转子磁钢
ꢀꢀ
11
‑
有绕组定子
ꢀꢀ
12
‑
制动器
ꢀꢀ
13
‑
主轴
ꢀꢀ
14压线夹。
具体实施方式
20.见图1,包括底座1、支撑座2、前后定子外盖3、转子外盖4、非出线端轴承5、出线端轴承6、非出线端轴承座7、出线端轴承座8、滚筒9、转子磁钢10、有绕组定子11、制动器12、主轴13、压线夹14,前述的底座1采用大小两个连体式台面,大台面两端与支撑座2配合安装、螺栓紧固,小台面与制动器12配合安装、螺栓紧固,底板有固定安装孔,选用ht150
‑
200灰铸铁铸造或q235钢板焊接加工而成,其形状与尺寸根据需要设计;前述的支撑座2采用与主轴13两端止口定位、螺栓紧固,与底座1大台面两端配合安装、螺栓紧固,选用ht150
‑
200灰铸铁铸造或q235钢板焊接加工而成,其形状与尺寸根据需要设计;前述的定子外盖3有轴承护油槽,采用分别与非出线端轴承座7和出线端轴承座8止口定位、螺栓紧固,选用ht150
‑
200灰铸铁件或q235钢板加工而成,其形状与尺寸根据需要设计;前述的转子外盖4采用分别与滚筒8两端止口定位、螺栓紧固,选用ht150
‑
200灰铸铁件或q235钢板加工而成,其形状与尺寸根据需要设计;前述的非出线端轴承5选用圆柱滚子轴承,装配于非
出线端轴承座7上,其规格型号根据电机的功率、转速、转矩以及工况需求进行选择;前述的出线端轴承6选用双列向心球面滚子轴承,装配于出线端轴承座8上,其规格型号根据电机的功率、转速、转矩以及工况需求进行选择;前述的非出线端轴承座7与主轴13采用热套装配工艺,与非出线端轴承5采用热套装配工艺,与定子外盖3止口定位、螺栓紧固,选用45钢材加工而成,其形状与尺寸根据需要设计;前述的出线端轴承座8与主轴13采用热套装配工艺,与出线端轴承6采用热套装配工艺,与定子外盖3止口定位、螺栓紧固,选用45钢材加工而成,其形状与尺寸根据需要设计;前述的滚筒9采用两端分别与转子外盖4止口定位、螺栓紧固,两端轴承室分别与非出线端轴承5和出线端轴承6进行滑动配合,其外壁共有4块卷轮盘,形成2个电缆卷槽分布在两端,外壁中段有与制动器12摩擦片内圆接触摩擦制动的配合面,两端卷轮盘外侧各有7
‑
13块辐射状加强筋,在内壁中段与磁钢10采用配合粘接工艺,选用zg310
‑
570铸钢铸造加工而成,其形状与尺寸根据需要设计;前述的转子磁钢10采用外圆弧与滚筒9内壁中段表贴粘接式结构,其磁极分隔面有绝缘处理膜,选用xgs222/199或nnf48sh永磁材料,其形状、尺寸、充磁方向、数量根据滚筒9中段内圆尺寸和电机极数、额定功率、额定频率需要设计;前述的有绕组定子11采用定子外槽下线,与主轴13过盈配合,将主轴13液态氮冷冻后进行组合装配,其磁片材料采用硅钢片35w270或50w470,两绕组端部通过环氧导热硅胶zb6255密封接触导热,绕组材料采用qp
‑
2/200防电晕聚酯漆包圆铜线,其绕组数据和电气分布根据电机极数、额定功率、额定频率的需要设计;前述的制动器12选用液压鼓式制动器,装配于底座1小台面上,其摩擦片内圆与滚筒9外壁配合面接触摩擦制动,规格型号、制动力矩根据需要选择;前述的主轴13与有绕组定子11采用过盈配合,并采用将其液态氮冷冻装入工艺,两端面分别与支撑座2止口定位和螺栓紧固,在出线端的规定位置位与压线夹配合组装,螺钉紧固,材料采用75圆钢调质后加工而成,其形状与尺寸根据需要设计;前述的压线夹14采用与主轴13的出线端规定位置位配合组装、螺钉紧固,选用绸木板或尼龙板绝缘材料制作而成,其形状与尺寸根据电机引出线外径和数量设计。
[0021] 1.电动机组合:a.定子装配:见图1,首先将主轴13液态氮冷冻
‑
180℃~
‑
190℃,装入有绕组定子11,保证其套装尺寸到位,恢复至常温,用压线夹14将绕组引接线固定在主轴13的规定位置;分别将非出线端轴承座7和出线端轴承座8热装于主轴13规定位置,恢复至常温,将非出线端轴承5热装于非出线端轴承座7轴承位上,再将出线端轴承6热装于出线端轴承座8轴承位上,恢复至常温后,将绕组引接线由出线端轴承座8的出线孔穿出。
[0022]
b.转子装配:见图1,将磁钢按要求分布粘接于滚筒9内壁表面规定配合位,将非出线端轴承5上取下备用的外环压入滚筒9的非出线端轴承室内。
[0023]
c. 电机装配:见图1,将“转子装配”非出线端垂直向下安放于专用工装底圈上,将“定子装配”非出线端轴承5的外环取下待装,将吊环拧入“定子装配”主轴13的出线端吊装螺孔,将“定子装配”非出线端垂直向下放入“转子装配”中,使出线端轴承6外圆与“转子装配”中滚筒9的轴承室内圆接触,再采用专用工装套筒放置于出线端轴承6外环端面上,用压机将出线端轴承6压入滚筒9出线端轴承室规定位置,再用螺栓将定子外盖3紧固于出线端轴承座7上以及将转子外盖4紧固于滚筒9的出线端;再将非出线端与出线端的方向上下调换,使“电机装配”非出线端垂直向上,再采用专用工装套筒放置于非出线端轴承5外环端面上,用压机将非出线端轴承5外环压入滚筒9非出线端轴承室并与非出线端轴承5的内环(含
保持架和滚柱)完成装配,再用螺栓将定子外盖3紧固于非出线端轴承座8上以及将转子外盖4紧固于滚筒9的非出线端。
[0024]
2. 抱刹制动一体化电缆绞车永磁直驱装置;组合:a. 见图1,分别将支撑座2与装配完毕的“电机装配”中主轴13的非出线端和出线端以止口定位配合对接,并用螺栓紧固。
[0025]
b. 见图1,将上道工序装配完毕的组合放置于底座1的大底座台面规定位置上,并将其支撑座2用螺栓紧固于底座1的大台面两端。
[0026]
c. 见图1,将制动器12放置于底座1的小底座台面上,微调其摩擦片与装配完毕的“2.b.”组合中的滚筒9的配合距离,将制动器底脚用螺栓紧固。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1