转子以及洗衣机的转子的制造方法与流程
1.本发明的实施方式涉及洗衣机的转子以及转子的制造方法。
背景技术:
2.期望洗衣机的马达的扭矩高。专利文献1中记载了一种小型且能够实现高扭矩的洗衣机的马达。
3.专利文献1:日本特开2013-90443号公报
技术实现要素:
4.本发明所要解决的课题在于提供一种磁力高、能够提高马达的扭矩的转子以及转子的制造方法。
5.实施方式的洗衣机的转子的制造方法具有:磁铁配置工序,将未励磁的主磁铁和未励磁的辅助磁铁在树脂成型模具中在周向交替配置而排列成圆环状或者圆弧状;树脂成型工序,朝上述树脂成型模具填充树脂而进行树脂模塑;以及后励磁工序,对树脂模塑后的上述主磁铁和上述辅助磁铁进行励磁。
6.实施方式的洗衣机的转子具有主磁铁和辅助磁铁。上述主磁铁和上述辅助磁铁在周向交替配置而形成为圆环状。上述辅助磁铁沿上述周向被励磁,上述主磁铁沿径向被励磁。
附图说明
7.图1是洗衣机的与前后方向垂直的剖视图。
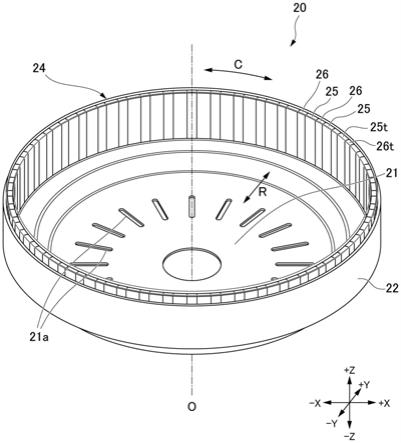
8.图2是第1实施方式所涉及的转子的立体图。
9.图3是该转子以及定子的一部分的立体图。
10.图4是对转子磁铁进行励磁时的该转子的一部分的立体图。
11.图5是从上方观察同极励磁工序中的励磁磁轭和该转子磁铁的一部分的示意图。
12.图6是示出同极励磁工序中的输入至励磁磁轭的电压值的曲线图。
13.图7是从上方观察异极励磁工序中的励磁磁轭和该转子磁铁的一部分的示意图。
14.图8是示出异极励磁工序中的输入至励磁磁轭的电压值的曲线图。
15.图9是从上方观察异极励磁工序后的励磁磁轭和该转子磁铁的一部分的示意图。
16.图10是从上方观察异极励磁工序的变形例中的励磁磁轭和该转子磁铁的一部分的示意图。
17.图11是示出异极励磁工序的该变形例中的输入至励磁磁轭的电压值的曲线图。
18.图12是第2实施方式所涉及的转子的制造方法中的、从上方观察同极励磁工序中的励磁磁轭和该转子磁铁的一部分的示意图。
19.图13是示出该转子的制造方法中的、同极励磁工序中的输入至励磁磁轭的电压值的曲线图。
20.图14是该转子的制造方法中的、从上方观察异极励磁工序后的励磁磁轭和该转子磁铁的一部分的示意图。
21.图15是从上方观察通过第1实施方式的转子的制造方法被励磁后的主磁铁和辅助磁铁的一部分的示意图。
22.图16是从上方观察通过第2实施方式的转子的制造方法被励磁后的主磁铁和辅助磁铁的一部分的示意图。
23.图17是示出第2实施方式的转子的制造方法的变形例中的、同极励磁工序中的输入至励磁磁轭的电压值的曲线图。
24.图18是对第3实施方式的转子的转子磁铁进行励磁时的转子的一部分的立体图。
25.图19是从上方观察同极励磁工序中的励磁磁轭和转子磁铁的一部分的示意图。
26.图20是从上方观察异极励磁工序中的励磁磁轭和转子磁铁的一部分的示意图。
27.图21是从上方观察异极励磁工序后的励磁磁轭和转子磁铁的一部分的示意图。
28.图22是从上方观察对第4实施方式的转子的转子磁铁进行励磁时的转子的一部分的示意图。
29.图23是示出使用了非对称的励磁磁轭的对置励磁的示意图。
30.图24是示出第一励磁工序中的对置励磁的示意图。
31.图25是示出第二励磁工序中的对置励磁的示意图。
32.图26是转子的变形例的示意图。
33.图27是从上方观察针对第5实施方式的转子进行的后励磁工序中的励磁磁轭和转子磁铁的一部分的示意图。
34.图28是从上方观察后励磁工序后的该励磁磁轭和该转子磁铁的一部分的示意图。
35.图29是从上方观察该转子磁铁的变形例的一部分的示意图。
36.图30是从上方观察该转子磁铁的其他变形例的一部分的示意图。
37.附图标记说明
[0038]1…
洗衣机;11
…
框体;16
…
马达;17
…
轴;20、20e、20f
…
转子(旋转件);23
…
芯;24
…
转子磁铁;25、25e、25f、25g、25k
…
主磁铁;25a
…
第一主磁铁;25b
…
第二主磁铁;25t
…
上表面;26、26e、26g、26h
…
辅助磁铁;26c
…
辅助磁铁;26t
…
上表面;30
…
定子(固定件);40a
…
第一励磁磁轭;40b
…
第二励磁磁轭;40c
…
第三励磁磁轭;40d
…
第四励磁磁轭。
具体实施方式
[0039]
以下,参照附图对实施方式的洗衣机的转子以及转子的制造方法进行说明。在以下的说明中,对具有相同或者类似的功能的结构标注相同的附图标记。进而,有时省略这些结构的重复说明。
[0040]
在本说明书中,将洗衣机的设置面侧即铅垂下侧设为洗衣机的下侧、将与设置面相反侧即铅垂上侧设为洗衣机的上侧。并且,以从站在洗衣机的正面的用户观察洗衣机的方向作为基准来定义左右。并且,将从洗衣机观察距站在洗衣机的正面的用户近的一侧定义为“前”、将距该用户远的一侧定义为“后”。在本说明书中,“横宽方向”意味着上述定义中的左右方向。在本说明书中“进深方向”意味着上述定义中的前后方向。在图中,+x方向为右方向、-x方向为左方向、+y方向为后方向、-y方向为前方向、+z方向为上方向、-z方向为
下方向。
[0041]
(第1实施方式)
[0042]
[1.洗衣机的整体结构]
[0043]
参照图1至图5对第1实施方式的洗衣机1的转子20以及转子20的制造方法进行说明。首先,对洗衣机1的整体结构进行说明。但是,洗衣机1或转子20无需具有以下说明的所有结构,若干结构可以适当省略。
[0044]
图1是与洗衣机1的前后方向垂直的剖视图。
[0045]
洗衣机1例如具有框体11、顶盖12、水筒13、旋转筒14、波轮15、以及马达16。洗衣机1是旋转筒14的旋转轴o朝向铅垂方向的所谓的纵轴型的洗衣机。另外,洗衣机1并不限于纵轴型,也可以是旋转筒的旋转轴水平或者随着趋向后方而下降倾斜的横轴型即所谓的滚筒式洗衣机。
[0046]
框体11例如由钢板作为整体构成为矩形箱状。顶盖12例如为合成树脂制,设置在框体11的上部。水筒13以及旋转筒14作为收容作为洗涤对象的衣物的洗涤筒以及脱水筒发挥功能。水筒13以及旋转筒14设置在框体11内。水筒13以及旋转筒14构成为上表面开口的容器状。水筒13内的水从排水口131流出,并经由排水阀132而被朝外部排水。
[0047]
马达16具有直径比水筒13小的扁平的圆柱状的外观,且以旋转轴o通过其中心的方式组装在水筒13的下侧。
[0048]
[2.马达16的结构]
[0049]
图2是转子20的立体图。图3是转子20以及定子30的一部分的立体图。马达16具有轴17、转子(旋转件)20、定子(固定件)30。马达16是转子20设置在定子30的外侧的外转子型感应马达。通过使定子30的定子线圈30c流过有交流电流而产生旋转磁场,转子20旋转。轴17连结于转子20,与转子20的旋转相对应地旋转。轴17的旋转轴与旋转轴o一致。
[0050]
轴17经由未图示的离合器机构而连接于旋转筒14以及波轮15。离合器机构将马达16的旋转选择性地传递至旋转筒14以及波轮15。马达16以及离合器机构在洗涤时以及漂洗时在使旋转筒14的旋转停止的状态下将马达16的驱动力传递至波轮15而将波轮15以低速直接正反旋转驱动。另一方面,马达16以及离合器机构在脱水时等将马达16的驱动力传递至旋转筒14而将旋转筒14以及波轮15朝一个方向以高速旋转驱动。
[0051]
转子(旋转件)20是扁平的有底圆筒状的部件,具有:中心部分开口的圆板状的底壁部21;在底壁部21的周缘立起设置的圆筒状的周壁部22;以及转子磁铁24。底壁部21以及周壁部22通过对铁板进行冲压加工形成,以便作为背轭发挥功能。在底壁部21形成有进行散热的多个狭缝21a。
[0052]
转子磁铁24如图2所示由多个矩形板状的永久磁铁构成,且被固定在周壁部22的内表面。转子磁铁24具有主磁铁25和辅助磁铁26。主磁铁25和辅助磁铁26在周向c交替配置。主磁铁25和辅助磁铁26以长轴方向平行的方式并排排列。
[0053]
相邻的主磁铁25和辅助磁铁26被树脂模塑。相邻的主磁铁25和辅助磁铁26仅通过树脂模塑而被固定,并不使用支承主磁铁25和辅助磁铁26的保持件。相邻的主磁铁25和辅助磁铁26优选以至少一部分接触的状态被树脂模塑。
[0054]
主磁铁25的上表面25t和辅助磁铁26的上表面26t形成大致同一平面。因此,转子磁铁24的上表面凹凸少,在转子20旋转时难以产生风切声。
[0055]
主磁铁25和辅助磁铁26的磁取向不同。主磁铁25是沿径向r磁取向的磁铁。辅助磁铁26是沿周向c磁取向、且配置在主磁铁25之间的磁铁。转子磁铁24是所谓的海尔贝克阵列磁铁。
[0056]
主磁铁25以及辅助磁铁26是铁氧体磁铁。从相对于转子磁铁24的励磁容易度的观点出发,相比钕磁铁而铁氧体磁铁更适合作为主磁铁25以及辅助磁铁26。
[0057]
主磁铁25的周向c的长度比辅助磁铁26的周向c的长度长。
[0058]
定子(固定件)30如图3所示具有:外径比转子20的内径小的圆环状的定子芯30a;从定子芯30a的外周缘朝外侧伸出的磁极齿30b;以及卷绕于磁极齿30b的定子线圈30c。
[0059]
[3.转子20的制造方法]
[0060]
接着,对转子20的制造方法进行说明。
[0061]
操作人员将未励磁的主磁铁25和未励磁的辅助磁铁26插入至树脂成型模具(未图示)。操作人员如图2所示将主磁铁25和辅助磁铁26在周向c交替配置,排列成圆环状(磁铁配置工序)。操作人员将主磁铁25和辅助磁铁26以长轴方向平行的方式并排排列。相邻的主磁铁25和辅助磁铁26优选至少一部分接触。主磁铁25以及辅助磁铁26均未励磁,因此能够维持彼此接触的状态。
[0062]
接着,操作人员朝树脂成型模具填充树脂,并将成型后的转子磁铁24取出(树脂成型工序)。另外,转子磁铁24也可以通过将呈圆弧状地分割并树脂成型的部件组合而形成为圆环状。
[0063]
图4是对转子磁铁24进行励磁时的转子20的一部分的立体图。
[0064]
接着,操作人员将转子磁铁24插入至励磁装置(未图示),对主磁铁25和辅助磁铁26进行励磁(后励磁工序)。后励磁工序具有同极励磁工序和异极励磁工序。主磁铁25和辅助磁铁26通过后励磁工序而变成永久磁铁。
[0065]
由于主磁铁25和辅助磁铁26是铁氧体磁铁,因此,与使用钕磁铁的情况相比较,即便在树脂成型工序之后进行的后励磁工序中也能够适当地实施励磁。
[0066]
励磁装置如图4所示具有励磁磁轭40。励磁磁轭40具有第一励磁磁轭40a、第二励磁磁轭40b、第三励磁磁轭40c、第四励磁磁轭40d。励磁磁轭40连接于励磁电源(未图示)。另外,本实施方式的励磁装置使用4个励磁磁轭,但励磁装置例如也可以具有能够对所有的主磁铁25和所有的辅助磁铁26同时进行励磁的个数的励磁磁轭。
[0067]
第一励磁磁轭40a和第二励磁磁轭40b对置配置,且配置在一个主磁铁25的板厚方向的两侧。第一励磁磁轭40a配置在径向r的外侧、第二励磁磁轭40b配置在径向r的内侧。在后述的异极励磁工序中,通过使对置的第一励磁磁轭40a和第二励磁磁轭40b产生异极的磁场,所被夹着的主磁铁25沿一个方向被励磁(对置励磁)。
[0068]
第三励磁磁轭40c和第四励磁磁轭40d对置配置。第三励磁磁轭40c和第四励磁磁轭40d配置在由第一励磁磁轭40a和第二励磁磁轭40b夹着的主磁铁25的相邻的主磁铁25的板厚方向的两侧。第三励磁磁轭40c配置在径向r的外侧、第四励磁磁轭40d配置在径向r的内侧。在后述的异极励磁工序中,通过使对置的第三励磁磁轭40c和第四励磁磁轭40d产生异极的磁场,所被夹着的主磁铁25沿一个方向被励磁(对置励磁)。
[0069]
在以下的说明中,将由第一励磁磁轭40a和第二励磁磁轭40b夹着的未励磁的主磁铁25设为“主磁铁25a(也称为第一主磁铁)”、将由第三励磁磁轭40c和第四励磁磁轭40d夹
着的未励磁的主磁铁25设为“主磁铁25b(也称为第二主磁铁)”。将在周向c上与主磁铁25a和主磁铁25b相邻的未励磁的辅助磁铁26设为“辅助磁铁26c”。
[0070]
操作人员首先实施同极励磁工序。图5是从上方观察同极励磁工序中的励磁磁轭40和转子磁铁24的一部分的示意图。图6是示出在同极励磁工序中朝4个励磁磁轭40a、40b、40c、40d输入的电压值的曲线图。操作人员使得对置的第一励磁磁轭40a和第二励磁磁轭40b产生同极的磁场。并且,使得对置的第三励磁磁轭40c和第四励磁磁轭40d产生同极的磁场。此处,在第三励磁磁轭40c和第四励磁磁轭40d产生的磁场与在第一励磁磁轭40a和第二励磁磁轭40b产生的磁场为异极。如图5所示,通过同极励磁工序,辅助磁铁26c沿周向c被励磁。
[0071]
另外,当使辅助磁铁26c在周向c沿相反方向励磁的情况下,只要使得在4个励磁磁轭40a、40b、40c、40d产生的磁场为与上述情况相反的磁极即可。
[0072]
操作人员接着实施异极励磁工序。图7是从上方观察异极励磁工序中的励磁磁轭40和转子磁铁24的一部分的示意图。图8是示出在异极励磁工序中朝4个励磁磁轭40a、40b、40c、40d输入的电压值的曲线图。操作人员使得对置的第一励磁磁轭40a和第二励磁磁轭40b产生异极的磁场。并且,使得对置的第三励磁磁轭40c和第四励磁磁轭40d产生异极的磁场。此处,在第四励磁磁轭40d产生的磁场与在第二励磁磁轭40b产生的磁场为异极。通过异极励磁工序,主磁铁25a沿径向r被励磁。并且,主磁铁25b沿径向r被励磁。如图7所示,通过同极励磁工序而被励磁的主磁铁25a和主磁铁25b的磁取向在径向r朝向相反方向。
[0073]
图9是从上方观察异极励磁工序后的励磁磁轭40和转子磁铁24的一部分的示意图。通过同极励磁工序而被励磁的主磁铁25a和主磁铁25b的磁取向在径向r朝向相反方向。并且,辅助磁铁26c的磁取向朝向周向c。
[0074]
操作人员反复进行同极励磁工序和异极励磁工序,对其余的主磁铁25和辅助磁铁26进行励磁,将转子磁铁24形成为公知的海尔贝克阵列磁铁。操作人员通过组合后励磁工序完毕后的转子磁铁24、底壁部21、周壁部22来组装成转子20。
[0075]
根据本实施方式所涉及的洗衣机1的转子20,相邻的主磁铁25和辅助磁铁26在一部分接触的状态下被树脂模塑。并且,转子磁铁24仅通过树脂模塑被固定,不需要其他的保持件等。并且,在本实施方式中,主磁铁25和辅助磁铁26高密度地配置,能够提高转子20的磁力、提高马达16的扭矩。并且,主磁铁25的上表面25t和辅助磁铁26的上表面26t形成大致同一平面,在转子20旋转时难以产生风切声。
[0076]
根据本实施方式所涉及的洗衣机1的转子20的制造方法,在磁铁配置工序中,主磁铁25以及辅助磁铁26均未励磁,因此能够维持彼此接触的状态。并且,转子磁铁24在树脂成型工序中仅通过树脂模塑被固定,不需要其他的保持件等。并且,转子磁铁24借助在树脂成型工序后进行的后励磁工序而被励磁,因此励磁后的主磁铁25以及辅助磁铁26不会互相排斥而分离。因此,主磁铁25和辅助磁铁26的配置的自由度高。在本实施方式中,主磁铁25和辅助磁铁26高密度地配置,能够提高转子20的磁力、提高马达16的扭矩。
[0077]
根据本实施方式所涉及的洗衣机1的转子20的制造方法,后励磁工序通过对置励磁实施,因此能够抑制漏磁通等的产生、提高励磁率。此外,能够通过同极励磁工序对辅助磁铁26进行励磁,能够容易地实现海尔贝克阵列那样的特殊排列。并且,通过在同极励磁工序后实施异极励磁工序,能够抑制主磁铁25的去磁。这是因为:若在异极励磁工序后实施同
极励磁工序,则会在同极励磁工序中对主磁铁25施加有与所意图的磁力反向的磁力。
[0078]
(变形例1)
[0079]
在上述实施方式中,在异极励磁工序中朝对置的第一励磁磁轭40a和第二励磁磁轭40b以及对置的第三励磁磁轭40c和第四励磁磁轭40d输入电压,但异极励磁工序的方式并不限定于此。图10是从上方观察异极励磁工序的变形例中的励磁磁轭40和转子磁铁24的一部分的示意图。图11是示出在异极励磁工序的该变形例中朝4个励磁磁轭40a、40b、40c、40d输入的电压值的曲线图。操作人员仅使第一励磁磁轭40a和第三励磁磁轭40c产生磁场。所产生的磁场与上述实施方式同样。根据异极励磁工序的该变形例,也与上述实施方式同样,主磁铁25a和主磁铁25b被励磁。在异极励磁工序的该变形例中,励磁磁轭40b以及励磁磁轭40d未被输入电压,因此不会对辅助磁铁26c施加有与所意图的磁力反向的磁力。因此,能够抑制辅助磁铁26c的去磁。
[0080]
(第2实施方式)
[0081]
参照图12至图16对第2实施方式的洗衣机1的转子20的制造方法进行说明。第2实施方式的后励磁工序的一部分不同。在以下的说明中,对于与已经说明过的结构相同的结构,标注相同的附图标记并省略重复说明。
[0082]
第2实施方式的洗衣机1的转子20的制造方法具备磁铁配置工序、树脂成型工序、后励磁工序、磁铁配置工序和树脂成型工序与第1实施方式同样。以下,仅对后励磁工序进行说明。
[0083]
操作人员首先实施同极励磁工序。图12是从上方观察同极励磁工序中的励磁磁轭40和转子磁铁24的一部分的示意图。图13是示出在同极励磁工序中朝4个励磁磁轭40a、40b、40c、40d输入的电压值的曲线图。在第2实施方式中,如图13所示,朝第二励磁磁轭40b输入的电压值的绝对值比朝第一励磁磁轭40a输入的电压值的绝对值大。并且,朝第四励磁磁轭40d输入的电压值的绝对值比朝第三励磁磁轭40c输入的电压值的绝对值大。
[0084]
操作人员接着实施异极励磁工序。异极励磁工序与第1实施方式同样。
[0085]
图14是从上方观察异极励磁工序后的励磁磁轭40a、40b、40c、40d和转子磁铁24的一部分的示意图。通过同极励磁工序而被励磁的主磁铁25a和主磁铁25b的磁取向在径向r朝向相反方向。另一方面,关于辅助磁铁26c的磁取向,由于输入至第二励磁磁轭40b和第四励磁磁轭40d的电压值的绝对值大,因此成为朝与周向c相同的方向弯曲的c形状。结果,与第1实施方式相比较,容易在主磁铁25流过有磁力,能够进一步提高转子20的磁力、进一步提高马达16的扭矩。
[0086]
图15是从上方观察通过第1实施方式的洗衣机1的转子20的制造方法而被励磁后的主磁铁25和辅助磁铁26的一部分的示意图。朝定子30侧突出的磁力分布呈矩形波状。
[0087]
图16是从上方观察通过第2实施方式的洗衣机1的转子20的制造方法而被励磁后的主磁铁25和辅助磁铁26的一部分的示意图。关于朝定子30侧突出的磁力分布,由于因辅助磁铁26而导致磁通弯曲,因此呈正弦波状。结果,第2实施方式的转子20的磁力比第1实施方式的转子20的磁力强。另外,朝定子30侧突出的磁力分布能够通过适当变更主磁铁25和辅助磁铁26的磁力等的比率而调整其偏置。偏置的方式并无特殊限定。
[0088]
(变形例2)
[0089]
在上述实施方式中,通过改变朝对置的励磁磁轭输入的电压值的绝对值而将辅助
磁铁26c的磁取向形成为弯曲的c形状。关于转子的制造方法,也可以通过在针对对置的励磁磁轭输入的电压设置时间差而将辅助磁铁26c的磁取向形成为弯曲的c形状。图17是示出在同极励磁工序中朝4个励磁磁轭40a、40b、40c、40d输入的电压值的曲线图。在变形例1中,如图17所示,针对第二励磁磁轭40b以及第四励磁磁轭40d和第一励磁磁轭40a以及第三励磁磁轭40c而设置时间差并输入电压。具体地说,在开始朝第一励磁磁轭40a的励磁后,开始朝第二励磁磁轭40b的励磁。并且,在开始朝第三励磁磁轭40c的励磁后,开始朝第四励磁磁轭40d的励磁。由此能够获得与第2实施方式同样的效果。
[0090]
(变形例3)
[0091]
在上述实施方式中,转子20为外转子,但转子并不限定于此。转子也可以是内转子。
[0092]
(第3实施方式)
[0093]
参照图18至图21对第3实施方式的洗衣机1e的转子20e以及转子20e的制造方法进行说明。第1实施方式以及第2实施方式的转子20为spm(surface permanent magnet)方式。另一方面,第3实施方式的转子20e是与spm相比较能够实现高输出高效率的ipm(interior permanent magnet)方式。在以下的说明中,对于与已经说明过的结构相同的结构,标注相同的附图标记并省略重复说明。
[0094]
洗衣机1e例如具有框体11、顶盖12、水筒13、旋转筒14、波轮15、以及马达16e。马达16e具有轴17、转子(旋转件)20e、定子(固定件)30。马达16e是转子20e设置在定子30的外侧的外转子型感应马达。
[0095]
图18是对转子磁铁24e进行励磁时的转子20e的一部分的立体图。转子(旋转件)20e具有形成为圆环状的芯(铁心)23、转子磁铁24e。
[0096]
转子磁铁24e如图18所示由多个矩形板状的永久磁铁构成,且设置在芯23的内部。转子磁铁24e具有主磁铁25e和辅助磁铁26e。主磁铁25e和辅助磁铁26e在周向c交替配置。主磁铁25e和辅助磁铁26e以长轴方向平行的方式并排排列。
[0097]
相邻的主磁铁25e和辅助磁铁26e以不接触的状态固定在芯23的内部。
[0098]
主磁铁25e和辅助磁铁26e的磁取向不同。主磁铁25e是沿径向r磁取向的磁铁。辅助磁铁26e是沿周向c磁取向、且配置在主磁铁25e之间的磁铁。转子磁铁24e是所谓的海尔贝克阵列磁铁。
[0099]
主磁铁25e以及辅助磁铁26e是钕磁铁。所使用的钕磁铁优选残留磁通密度br为1.0(t)以上、矫顽力hcj为800(ka/m)以上。钕磁铁与铁氧体磁铁相比较难以励磁,但在励磁后具有比铁氧体磁铁高的磁力。
[0100]
主磁铁25e的周向c的长度比辅助磁铁26e的周向c的长度长。
[0101]
接着,对转子20e的制造方法进行说明。
[0102]
操作人员将未励磁的主磁铁25e和未励磁的辅助磁铁26e插入芯23的内部。接着,操作人员将转子磁铁24c插入励磁装置(未图示),对主磁铁25e和辅助磁铁26e进行励磁(后励磁工序)。后励磁工序与第1实施方式同样具有同极励磁工序和异极励磁工序。主磁铁25e和辅助磁铁26e借助后励磁工序而成为永久磁铁。
[0103]
虽然主磁铁25e和辅助磁铁26e是与铁氧体磁铁相比较而难以励磁的钕磁铁,但由于通过使用了励磁磁轭40的后励磁工序实施励磁,因此能够实现充分的励磁率。
[0104]
励磁装置如图18所示与第1实施方式同样具有励磁磁轭40(第一励磁磁轭40a、第二励磁磁轭40b、第三励磁磁轭40c、第四励磁磁轭40d)。
[0105]
在以下的说明中,将由第一励磁磁轭40a和第二励磁磁轭40b夹着的未励磁的主磁铁25e设为“主磁铁25a(也称为第一主磁铁)”、将由第三励磁磁轭40c和第四励磁磁轭40d夹着的未励磁的主磁铁25e设为“主磁铁25b(也称为第二主磁铁)”。将在周向c上与主磁铁25a和主磁铁25b相邻的未励磁的辅助磁铁26e设为“辅助磁铁26c”。
[0106]
操作人员首先实施同极励磁工序。图19是从上方观察同极励磁工序中的励磁磁轭40和转子磁铁24e的一部分的示意图。操作人员使得对置的第一励磁磁轭40a和第二励磁磁轭40b产生同极的磁场。并且,使得对置的第三励磁磁轭40c和第四励磁磁轭40d产生同极的磁场。此处,在第三励磁磁轭40c和第四励磁磁轭40d产生的磁场与在第一励磁磁轭40a和第二励磁磁轭40b产生的磁场为异极。通过同极励磁工序,辅助磁铁26c沿周向c被励磁。
[0107]
操作人员接着实施异极励磁工序。图20是从上方观察异极励磁工序中的励磁磁轭40和转子磁铁24e的一部分的示意图。操作人员使得对置的第一励磁磁轭40a和第二励磁磁轭40b产生异极的磁场。并且,使得对置的第三励磁磁轭40c和第四励磁磁轭40d产生异极的磁场。此处,在第四励磁磁轭40d产生的磁场与在第二励磁磁轭40b产生的磁场为异极。通过异极励磁工序,主磁铁25a沿径向r被励磁。并且,主磁铁25b沿径向r被励磁。通过同极励磁工序而被励磁的主磁铁25a和主磁铁25b的磁取向在径向r朝向相反方向。
[0108]
图21是从上方观察异极励磁工序后的励磁磁轭40和转子磁铁24e的一部分的示意图。通过同极励磁工序而被励磁的主磁铁25a和主磁铁25b的磁取向在径向r朝向相反方向。并且,辅助磁铁26c的磁取向朝向周向c。
[0109]
操作人员反复实施同极励磁工序和异极励磁工序,对其余的主磁铁25e和辅助磁铁26e进行励磁,将转子磁铁24e形成为公知的海尔贝克阵列磁铁。
[0110]
根据本实施方式所涉及的洗衣机1e的转子20e,转子20e为ipm方式,主磁铁25e以及辅助磁铁26e为钕磁铁。因此,转子20e与第1实施方式的转子20相比较能够实现高输出高效率、能够提高马达16e的扭矩。
[0111]
根据本实施方式所涉及的洗衣机1e的转子20e的制造方法,与第1实施方式同样,后励磁工序借助对置励磁实施,因此能够抑制漏磁通等的产生、提高励磁率。此外,能够通过同极励磁工序对辅助磁铁26e进行励磁,能够容易地实现海尔贝克阵列那样的特殊的排列。
[0112]
根据本实施方式所涉及的洗衣机1e的转子20e的制造方法,即便主磁铁25e以及辅助磁铁26e是与铁氧体磁铁相比较而难以励磁的钕磁铁,也能够借助使用了励磁磁轭40的后励磁工序而将主磁铁25e以及辅助磁铁26e以高励磁率励磁。
[0113]
(第4实施方式)
[0114]
参照图22至图25对第4实施方式的洗衣机1f的转子20f以及转子20f的制造方法进行说明。第4实施方式的转子20f与第3实施方式的转子20e相比较主磁铁25e的方式不同。在以下的说明中,针对与已经说明过的结构相同的结构,标注相同的附图标记并省略重复说明。
[0115]
洗衣机1f例如具有框体11、顶盖12、水筒13、旋转筒14、波轮15、以及马达16f。马达16f具有轴17、转子(旋转件)20f、定子(固定件)30。马达16f是转子20f设置在定子30的外侧
的外转子型感应马达。
[0116]
图22是从上方观察对转子磁铁24f励磁时的转子f的一部分的示意图。转子(旋转件)20f具有形成为圆环状的芯(铁心)23和转子磁铁24f。转子(旋转件)20f与第3实施方式的转子20e同样为ipm方式。
[0117]
转子磁铁24f与第3实施方式的转子磁铁24e同样由多个矩形板状的永久磁铁构成,且设置在芯23的内部。转子磁铁24f具有主磁铁25f和辅助磁铁26e。主磁铁25f和辅助磁铁26e在周向c交替配置。
[0118]
主磁铁25f和辅助磁铁26e磁取向不同。主磁铁25f是沿径向r磁取向的磁铁。辅助磁铁26e是沿周向c磁取向、且配置在主磁铁25f之间的磁铁。转子磁铁24f是所谓的海尔贝克阵列磁铁。
[0119]
主磁铁25f与第3实施方式的主磁铁25e同样为钕磁铁。主磁铁25f是被分离成两部分的一对磁铁(25fa、25fb)。主磁铁25f如图22所示从与转子20f的旋转轴平行的方向观察配置成v字型(八字型)。分离的一对磁铁(25fa、25fb)离开配置。主磁铁25f朝径向r的内侧(定子30侧)扩开。主磁铁25f与第3实施方式的主磁铁25e相比较而相对于定子30的有效面积宽,相对于定子30的磁力更高。
[0120]
转子磁铁24f与第3实施方式的转子磁铁24e同样借助后励磁工序而被励磁。
[0121]
图23是示出使用了非对称的励磁磁轭40f的对置励磁的示意图。
[0122]
转子磁铁24f也可以使用非对称的励磁磁轭40f被励磁。非对称的励磁磁轭40f具有第一励磁磁轭40a、第二励磁磁轭40bs、第三励磁磁轭40c、第四励磁磁轭40ds。第二励磁磁轭40bs与第1实施方式的第二励磁磁轭40b相比较而周向c的长度短。第四励磁磁轭40ds与第1实施方式的第四励磁磁轭40d相比较而周向c的长度短。
[0123]
第一励磁磁轭40a与第二励磁磁轭40bs对置配置,且配置在一个主磁铁25f的板厚方向的两侧。第一励磁磁轭40a配置在径向r的外侧、第二励磁磁轭40bs配置在径向r的内侧。如图23所示,第二励磁磁轭40bs的周向c的长度比第一励磁磁轭40a的周向c的长度短。在异极励磁工序中,通过使得对置的第一励磁磁轭40a和第二励磁磁轭40bs产生异极的磁场,所被夹着的主磁铁25f沿一个方向被励磁(对置励磁)。
[0124]
第三励磁磁轭40c和第四励磁磁轭40ds对置配置。第三励磁磁轭40c和第四励磁磁轭40ds配置在由第一励磁磁轭40a和第四励磁磁轭40ds夹着的主磁铁25f的相邻的主磁铁25f的板厚方向的两侧。第三励磁磁轭40c配置在径向r的外侧、第四励磁磁轭40ds配置在径向r的内侧。如图23所示,第四励磁磁轭40ds的周向c的长度比第三励磁磁轭40c的周向c的长度短。在异极励磁工序中,通过使得对置的第三励磁磁轭40c和第四励磁磁轭40ds产生异极的磁场,所被夹着的主磁铁25f沿一个方向被励磁(对置励磁)。
[0125]
非对称的励磁磁轭40f使径向r的内侧(定子30侧)的磁通朝中央汇集。因此,能够使在从上方观察的俯视图中配置成朝径向r的内侧(定子30侧)扩展的v字型(八字型)的主磁铁25f高效地励磁。主磁铁25f的一对磁铁(25fa、25fb)的夹角越小,则优选第二励磁磁轭40bs以及第四励磁磁轭40ds的周向c的长度越短。
[0126]
图24是示出第一励磁工序中的对置励磁的示意图。
[0127]
转子磁铁24f可以分多次被励磁。如图24所示,转子磁铁24f作为第一励磁工序而借助第一励磁磁轭40as、第二励磁磁轭40bs、第三励磁磁轭40cs、第四励磁磁轭40ds被励
磁。第一励磁磁轭40as与第1实施方式的第一励磁磁轭40a相比较而周向c的长度短。第三励磁磁轭40cs与第1实施方式的第三励磁磁轭40c相比较而周向c的长度短。
[0128]
关于转子磁铁24f,作为第一励磁工序,通过使用周向c的长度短的第一励磁磁轭40as、第二励磁磁轭40bs、第三励磁磁轭40cs、第四励磁磁轭40ds,各自的距励磁磁轭远的位置(在图24中由圆包围的部分)高效地被励磁。
[0129]
图25是示出第二励磁工序中的对置励磁的示意图。
[0130]
关于转子磁铁24f,作为第二励磁工序,通过使用励磁磁轭40(第一励磁磁轭40a、第二励磁磁轭40b、第三励磁磁轭40c、第四励磁磁轭40d),各自的距励磁磁轭近的位置(在图25中由圆包围的部分)高效地被励磁。
[0131]
在将主磁铁25f等仅通过一次励磁工序进行对置励磁的情况下,距励磁磁轭40远而磁阻高的位置借助高电压而适当地被励磁。然而,在距励磁磁轭40近的位置,存在因饱和而导致磁通流过相邻的励磁磁轭40、或生成异极的情况。通过借助第一励磁工序和第二励磁工序对主磁铁25f进行励磁,能够对距励磁磁轭40远的位置和近的位置双方高效地进行励磁。
[0132]
另外,也可以使用相同的励磁磁轭40实施多个励磁工序。通过在第一励磁工序中利用高电压进行励磁工序、在第二励磁工序中利用比第一励磁工序低的电压进行励磁,可以获得与上述同样的效果。
[0133]
根据本实施方式所涉及的洗衣机1f的转子20f,相对于定子30的有效面积宽,相对于定子30的磁力更高,能够提高马达16f的扭矩。
[0134]
根据本实施方式所涉及的洗衣机1f的转子20f的制造方法,即便主磁铁25f分离而配置成v字型(八字型)、并且主磁铁25f以及辅助磁铁26e是与铁氧体磁铁相比较而难以励磁的钕磁铁,也能够借助第一励磁工序和第二励磁工序而将主磁铁25f以及辅助磁铁26e以高励磁率励磁。
[0135]
(变形例4)
[0136]
在上述实施方式中,芯23在径向r覆盖转子磁铁24e、24f,但芯23的方式并不限定于此。图26是作为转子20e的变形例的转子20g的示意图。转子20g具有芯(铁心)23g和转子磁铁24e。芯23g在辅助磁铁26e的径向r的内侧(定子30侧)具有开口20a。通过在芯23g设置开口20a,辅助磁铁26e的磁通不会泄漏而容易朝主磁铁25e流动。
[0137]
(变形例5)
[0138]
在上述实施方式中,主磁铁25、25e、25f和辅助磁铁26、26e由相同的磁性材料(钕磁铁、铁氧体磁铁)形成。主磁铁25和辅助磁铁26也可以由不同的磁性材料形成。例如,主磁铁25可以由能够实现高输出的钕磁铁形成,辅助磁铁26能够考虑同极励磁的困难性而由容易励磁的铁氧体磁铁形成。
[0139]
(第5实施方式)
[0140]
参照图27至图28对第5实施方式的洗衣机1g的转子20g以及转子20g的制造方法进行说明。转子20g与第1实施方式以及第2实施方式的转子20同样为spm方式。在以下的说明中,针对与已经说明过的结构相同的结构,标注相同的附图标记并省略重复说明。
[0141]
洗衣机1g例如具有框体11、顶盖12、水筒13、旋转筒14、波轮15、以及马达16g。马达16g具有轴17、转子(旋转件)20g、定子(固定件)30。马达16g是转子20g设置在定子30的外侧
的外转子型感应马达。
[0142]
转子20g具有底壁部21、周壁部22、转子磁铁24g。转子磁铁24g由多个矩形板状的永久磁铁构成,且被固定在周壁部22的内表面。转子磁铁24g具有主磁铁25g和辅助磁铁26g。主磁铁25g和辅助磁铁26g在周向c交替配置。
[0143]
相邻的主磁铁25g和辅助磁铁26g与第一实施方式的主磁铁25和辅助磁铁26同样被树脂模塑。
[0144]
主磁铁25g与辅助磁铁26g磁取向不同。主磁铁25g是沿径向r磁取向的磁铁。辅助磁铁26g是沿周向c磁取向、且配置在主磁铁25g之间的磁铁。转子磁铁24g是所谓的海尔贝克阵列磁铁。
[0145]
主磁铁25g以及辅助磁铁26g是铁氧体磁铁。具体地说,主磁铁25g以及辅助磁铁26g是各向同性铁氧体磁铁。由于主磁铁25g以及辅助磁铁26g是各向同性铁氧体磁铁,因此在径向r和周向c均容易励磁。
[0146]
接着,对转子20g的制造方法进行说明。
[0147]
操作人员将未励磁的主磁铁25g和未励磁的辅助磁铁26g与第1实施方式同样插入至树脂成型模具,并排列成圆环状(磁铁配置工序)。接着,操作人员朝树脂成型模具填充树脂,并将成型后的转子磁铁24g取出(树脂成型工序)。接着,操作人员将转子磁铁24g插入至励磁装置(未图示),对主磁铁25g和辅助磁铁26g进行励磁(后励磁工序)。
[0148]
图27是从上方观察后励磁工序中的励磁磁轭40和转子磁铁24g的一部分的示意图。在图27中,主磁铁25g以及辅助磁铁26g内部的线示出磁性粉的易磁化轴方向。后励磁工序与第1实施方式同样具有同极励磁工序和异极励磁工序。主磁铁25g和辅助磁铁26g借助后励磁工序而成为永久磁铁。
[0149]
图28是从上方观察后励磁工序后的励磁磁轭40和转子磁铁24g的一部分的示意图。通过同极励磁工序而被励磁的主磁铁25g的磁取向朝向径向r。并且,辅助磁铁26g的磁取向朝向周向c。由于主磁铁25g以及辅助磁铁26g是各向同性磁铁,因此在径向r和周向c均容易励磁。在图28中,主磁铁25g以及辅助磁铁26g内部的粗线示出被励磁后的磁性粉的磁化方向。
[0150]
根据本实施方式所涉及的洗衣机1g的转子20g,主磁铁25g和辅助磁铁26g高密度地配置,能够提高转子20g的磁力、提高马达16g的扭矩。并且,关于转子20g,由于主磁铁25g以及辅助磁铁26g为各向同性磁铁,因此在径向r和周向c均容易励磁。
[0151]
(变形例6)
[0152]
在上述实施方式中,转子磁铁24g的主磁铁25g以及辅助磁铁26g是各向同性磁铁,但转子磁铁24g的方式并不限定于此。图29是从上方观察作为转子磁铁24g的变形例的转子磁铁24h的一部分的示意图。转子磁铁24h具有主磁铁25g和辅助磁铁26h。辅助磁铁26h是各向异性铁氧体磁铁。辅助磁铁26h配置成易磁化轴方向与周向c大致一致。因此,辅助磁铁26h容易在周向c被励磁。由于辅助磁铁26h是各向异性磁铁,因此与作为各向同性磁铁的辅助磁铁26g相比较朝向周向c的磁力强且稳定。
[0153]
(变形例7)
[0154]
图30是从上方观察作为转子磁铁24g的变形例的转子磁铁24k的一部分的示意图。转子磁铁24k具有主磁铁25k和辅助磁铁26h。主磁铁25k是各向异性铁氧体磁铁。主磁铁25k
配置成易磁化轴方向与径向r大致一致。因此,主磁铁25k容易在径向r被励磁。由于主磁铁25k是各向异性磁铁,因此与作为各向同性磁铁的主磁铁25g相比较朝向径向r的磁力强且稳定。
[0155]
(变形例8)
[0156]
转子磁铁24g的其他的变形例可以具有作为各向异性磁铁的主磁铁25k和作为各向同性磁铁的辅助磁铁26g。
[0157]
作为各向异性磁铁的辅助磁铁26h或主磁铁25k可以是通过湿式方法制造的湿式各向异性铁氧体磁铁,也可以是通过干式方法制造的干式各向异性铁氧体磁铁。从磁力的强度的观点出发湿式各向异性铁氧体磁铁为好,从成本的观点出发干式各向异性铁氧体磁铁为好。并且,干式各向异性铁氧体磁铁的尺寸精度高。因此,若主磁铁25k和辅助磁铁26h为干式各向异性铁氧体磁铁,则容易高密度地配置主磁铁25k和辅助磁铁26h。
[0158]
根据以上说明了的至少一个实施方式,通过提高励磁率等,能够提高转子20的磁力、提高马达16的扭矩。
[0159]
对本发明的几个实施方式进行了说明,但上述实施方式只不过是作为例子加以提示,并非意图限定发明的范围。上述实施方式能够以其他各种各样的方式加以实施,能够在不脱离发明的主旨的范围进行各种省略、置换、变更。上述实施方式及其变形包含于发明的范围或主旨中,并且同样也包含于技术方案所记载的发明及其等同的范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1