发夹式绕组电机的定子组件及其制造方法与流程
发夹式绕组电机的定子组件及其制造方法
1.相关申请的交叉引用
2.本申请基于要求于2019年12月04日提交的、申请号为10
‑
2019
‑
0159499的韩国专利申请的优先权和权益,其出于所有目的通过引用并入本文,如同在本文中阐述的一样。
技术领域
3.示例性实施例涉及一种发夹式绕组电机的定子组件及其制造方法,并且更具体地,涉及一种发夹式绕组电机的定子组件,其重量和体积减小以减轻汽车重量并保证汽车的内部空间,及涉及其制造方法。
背景技术:
4.根据国际上对减少温室气体的规定和提高汽车的燃料效率的需求,在汽车工业中已经积极地进行了环境友好型汽车相关部件的研究和发展以及商业化。
5.一种使用电动机来施加驱动力的技术正作为一种环境友好型汽车相关部件被开发,特别是对此,还需要一种包括电机工作效率的电机生产率技术。
6.环境友好型部件的汽车制造商和制造厂将发夹式线圈应用于驱动电机,作为技术开发的一部分,以减轻环境友好型部件的重量和体积。
7.由于开发了用于减少环境友好型部件的重量和体积的技术,因此可以减轻车辆或环境友好型车辆的重量,并且可以保证内部空间。
8.根据现有技术的应用了发夹式线圈的驱动电机的定子芯由磁性材料制成,并且包括形成磁路的磁轭(yoke)和彼此间隔开以从磁轭径向向内凸出的多个齿,并且多个发夹式线圈插入彼此间隔开的多个齿形成的多个槽中。
9.同时,根据现有技术的定子芯的制造方法通常被分类为一种在定子芯的齿的端部形成蹄片,并且发夹式线圈沿轴向插入的方法,和一种去除齿的蹄片并在径向方向上插入发夹式线圈的方法。
10.首先,在定子芯的齿的端部形成蹄片并且发夹式线圈沿轴向插入的方法中,将发夹式线圈模塑或制成u形形状,使得可以将具有通常角横截面的线圈或环预先插入定子芯的槽中,从而制成发夹式线圈。
11.此外,沿径向方向在齿的内侧端上形成的蹄片固定插入槽中的发夹式线圈。
12.一种制造应用有发夹式线圈的驱动电机的方法,其中在齿的端部形成有蹄片,并且发夹式线圈沿轴向插入,该方法包括通过将大概100到150个发夹式线圈插入定子芯中进行缠绕,然后扭转并焊接相对的端部,并且即使当发夹式线圈的端部出现1个焊接缺陷时,也存在发夹式线圈作为整体焊接失败而不能使用的问题。
13.此外,当扭转和弯曲每个具有角横截面积的线圈以缠绕发夹式线圈时,膜会变薄或损坏,因此在以高负载制成线圈的过程中绝缘性能降低。
14.在去除齿的蹄片并在径向方向上插入发夹式线圈的方法中,由于在制成发夹绕组束之后在将定子各分芯沿径向方向插入时,定子芯蹄片部分会被去除,因此会由于齿槽转
矩和转矩脉动(torque ripples)的增加产生噪音、振动和粗糙度(noise,vibration,and harshness,nvh),并对性能造成不利影响。
15.因此,在该领域中,正在寻求一种通过减少次品率、减小齿槽转矩和转矩脉动以及提高发夹式线圈的固定力来提高定子芯的生产率的方法,但是尚未获得令人满意的结果。
16.在以上背景技术部分中公开的信息仅用于加强对本发明背景技术的理解,因此,它可能包含不构成现有技术的信息。
技术实现要素:
17.本发明的示例性实施例提供了一种发夹式绕组电机的定子组件,其能够通过减少次品率、减小齿槽转矩和转矩脉动以及提高发夹式线圈的固定力来提高定子芯的生产率;以及提供了其制造方法。
18.本发明的附加特征将在以下描述中阐明,并且部分地从该描述中将是显而易见的,或者可以通过本发明的实施而获知。
19.本发明的示例性实施例提供了一种发夹式绕组电机的定子组件,包括发夹式线圈,沿圆周方向连续地连接以形成线圈绕组;以及定子芯,用于固定所述发夹式线圈。在圆周方向上形成的所述发夹式线圈的外圆周表面与所述定子芯的内圆周表面接触。
20.每个发夹式线圈可以包括头部,所述头部在轴向方向上暴露于定子芯的外部,和支脚部分,所述支脚部分配置为从所述头部的一端和另一端延伸并且插入到所述定子芯的芯槽中,并且所述支脚部分可以形成为在圆周方向上以1个极距进行重复以连续地连接的形状。
21.所述支脚部分的横截面可以形成为梯形形状,所述梯形形状的外部宽,并且内部窄,因此所述支脚部分的宽度可以在从所述定子芯的外径朝向内径的方向上减小。
22.所述定子芯可以包括形成为圆柱形的环芯,所述发夹式线圈布置在所述环芯中,并且多个销芯插入所述环芯中以将所述发夹式线圈固定至所述环芯。
23.环芯可以包括磁轭,由磁性材料制成以形成磁路;多个组装部件,从所述磁轭的内圆周表面沿径向凸出;以及芯槽,形成在所述多个组装部件之间。
24.所述销芯可以包括多个插入部件,插入至所述芯槽中;齿,插入所述发夹式线圈的所述支脚部分之间;以及蹄片,配置为在与向所述芯槽的插入方向相反的一端的两个方向上从所述插入部件延伸,以连接所述多个插入部件。
25.销芯的高度可以与环芯的高度相同。
26.耦合至所述环芯的所述销芯的一端与用于固定所述发夹式线圈的所述销芯的另一端可以具有相同的宽度。
27.所述插入部件可以包括突片部分(tab portion),在向所述芯槽的所述插入方向上形成在所述插入部件的另一端;以及弯曲部分,在一端方向上在与所述突片部分间隔开的位置处彼此面对。
28.所述齿可以由二至四个齿组成,并且彼此相邻的所述齿可通过所述蹄片连接。
29.本发明的另一示例性实施例提供了一种制造发夹式绕组电机的定子组件的方法,其中,发发夹式线圈围绕具有多个芯槽的定子芯缠绕,所述方法包括:提供连续地连接的发夹式线圈;将固定夹具从所述发夹式线圈的下部插入;在所述发夹式线圈之间插入形成所
述定子芯的销芯;以及通过形成所述定子芯的环芯从所述发夹式线圈移除所述固定夹具。所述销芯由所述固定夹具支撑。
30.所述固定夹具可以包括:主体部分,形成主体;插入凹槽,在所述主体部分中在与所述销芯相对应的位置处形成,所述多个销芯插入所述插入凹槽中;以及底座凸起,在所述主体部分的下部在多个插入凹槽之间形成,用于支撑所述销芯。
31.所述主体部分的内径与所述底座凸起的内径可以形成为具有相同的尺寸。
32.在所述发夹式线圈之间插入所述销芯可以包括沿径向方向将所述销芯从所述发夹式线圈的内部到外部插入所述发夹式线圈之间。
33.从所述发夹式线圈移除所述固定夹具可以包括,通过形成所述定子芯的所述环芯将所述固定夹具沿轴向方向向下加压,以及从所述发夹式线圈移除所述固定夹具。
34.每个所述发夹式线圈的外圆周表面可以接触所述环芯的内圆周表面;以及每个发夹式线圈的内圆周表面可以接触所述销芯的内侧表面。
35.所述环芯可以包括芯槽,所述芯槽形成在与所述插入凹槽对应的位置处,并且当所述环芯沿轴向方向对所述固定夹具加压时,所述多个销芯插入所述芯槽中。
36.应当理解,以上的概括性的描述和以下的详细描述都是示例性和解释性的,并且旨在提供对所要求保护的本发明的进一步解释。
附图说明
37.包括附图是为了提供对本发明的进一步理解,所述附图被并入本说明书中,并构成本说明书的一部分,示出了本发明的实施例,并且与说明书一起用于解释本发明的原理。
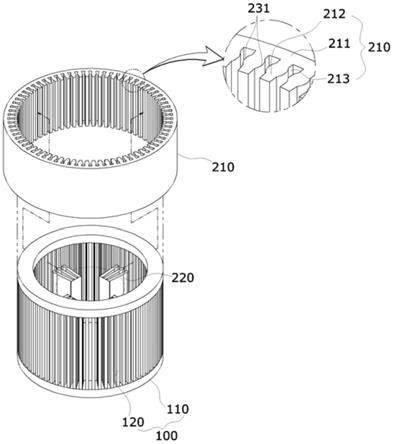
38.图1是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的透视图。
39.图2是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的分解透视图。
40.图3是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的销芯和发夹式线圈之间的耦合状态以及定子芯的平面图。
41.图4是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的销芯的透视图。
42.图5是示出根据本公开的一个实施例的制造发夹式绕组电机的定子组件的方法的流程图。
43.图6a、图6b、图6c、图6d和图6e是根据本公开的一个实施例的发夹式绕组电机的定子组件的制造方法的组装流程图。
具体实施方式
44.在下文中,参考示出了本发明的实施例的附图更全面地描述本发明。然而,本发明可以以许多不同的形式来实施,并且不应被解释为限于在此阐述的实施例。相反,提供这些实施例是为了使本公开透彻,并将本发明的范围充分传达给本领域技术人员。附图中相同的附图标记表示相同的元件。
45.参考结合附图而详细描述的实施例,本公开的优点和特征以及实现上述优点和特征的方法将变得显而易见。然而,本公开不限于以下将描述的实施例,并且可以以不同的形
式实现。提供实施例仅是为了完全公开本公开并将本公开的范围完全传达给本领域技术人员,并且本公开由公开的权利要求书限定。同时,提供在描述中使用的术语不是为了限制本公开而是用于描述实施例。在实施例中,单数形式也意在包括复数形式,除非上下文另外明确指出。如本文所使用的术语“包括”和/或“包含”不排除存在或增加除所述的部件、步骤、操作和/或元件之外的至少一个其他部件、步骤、操作和/或元件。
46.在下文中,将参照附图详细描述本公开的优选实施例。
47.图1是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的透视图,图2是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的分解透视图,图3是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的销芯和发夹式线圈之间的耦合状态以及定子芯的平面图,图4是示出根据本公开的一个实施例的发夹式绕组电机的定子组件的销芯的透视图。
48.参考图1至图4,根据本公开的一个实施例的发夹式绕组电机的定子组件包含多个发夹式线圈100和定子芯200。
49.发夹式线圈100彼此连续地连接以在圆周方向上形成线圈绕组,并且发夹式线圈100的外圆周表面与定子芯200的内圆周表面接触。
50.此外,当从定子芯200沿轴向方向向外暴露的端部彼此连接时,发夹式线圈100形成线圈绕组,并且涂覆有涂层并形成为具有预定直径的直线长度的原始线圈通过线圈处理器处理,并具有彼此连接的连接部分。
51.另外,将预定数量的发夹式线圈100以堆叠状态装配到1个槽中以形成绕组。
52.每个发夹式线圈100包括头部110和支脚部分120。
53.头部110弯曲成u形并在定子芯200的轴向方向上向外暴露,并且用作连接部分,由于支脚部分120从头部110的一端和另一端延伸,所述连接部分被配置为用于连接一对支脚部分120。
54.同时,在本公开的附图中,头部110是对于本领域技术人员显而易见的项目,因此示意性地示出头部110并不会模糊本公开的原理。
55.支脚部分120从头部110的一端和另一端平行延伸,并插入到定子芯200的芯槽213中,并在圆周方向上以1个极距重复并形成为连续连接的形状。
56.如上所述,由于多个发夹式线圈100连续地连接,因此在圆周方向上形成线圈绕组。
57.此外,在发夹式线圈100中,在圆周方向上彼此相邻设置的两个支脚部分120彼此焊接。
58.同时,支脚部分120的横截面形成为梯形形状。
59.更具体地,支脚部分120的截面形状形成为外部比内部宽的形状,因此宽度从定子芯200的外径向内径的方向减小。
60.定子芯200固定多个发夹式线圈100,并且包含环芯210和销芯220。
61.环芯210可以形成为圆柱形,并且发夹式线圈100设置在环芯210中。
62.环芯210包括磁轭、组装部件和芯槽。
63.磁轭211形成环芯210的主体,由磁性材料制成以形成磁路,并且固定发夹式线圈100。
64.多个组装部件212从磁轭211的内圆周表面沿径向凸出,并且从磁轭211的内圆周表面在径向上连续地设置,以形成整体的圆环形状。
65.芯槽213形成在多个组装部件212之间,并且具体地,形成在多个组装部件212之间的间隔处,所述多个组装部件212在磁轭211的内周表面处沿圆周方向径向地彼此以一定距离间隔开。
66.当定子芯200向内打开时,芯槽213具有形成在其中的槽开口,并且由磁轭211向外封闭。
67.同时,在圆周方向上缠绕的发夹式线圈100的外圆周表面以与环芯210的内圆周表面简单接触的状态设置。
68.因此,发夹式线圈100不可避免地与环芯210分离。
69.为了防止这种情况,本公开包括销芯220。
70.如图2所示,以与芯槽213的数量相对应的数量形成多个销芯220,以插入芯槽213中,从而将发夹式线圈100固定到环芯210。
71.具体地,在发夹式线圈100的外圆周表面与环芯210的内周面接触的状态下,将销芯220插入到芯槽213中。
72.也就是说,由于在发夹式线圈100设置在销芯220与环芯210之间的状态下,销芯220通过发夹式线圈100插入芯槽213中,发夹式线圈100可以牢固地固定到环芯210上。
73.销芯220形成为具有与芯槽213相同的高度,即,环芯210的高度。
74.在这种情况下,如图3所示,销芯220可以沿径向方向插入。
75.如图4所示,销芯220包括插入部件221、齿224和蹄片225。
76.插入部件221各自插入芯槽213中,并且在每个插入部件221中形成有突片部分222和弯曲部分223。
77.突片部分222形成在另一端,该另一端是插入到芯槽213中的方向,并且形成为从插入部件221的侧面倾斜的形状。
78.也就是说,当将销芯220插入芯槽213中时,由于突片部分222的倾斜表面与组装部件212接触,因此,引导了销芯的插入方向,插入部件221可以准确地插入芯槽213中。
79.因此,可以减少当将销芯220组装到环芯210时产生的组装缺陷。
80.各弯曲部分223在彼此面对的方向上形成在沿插入部件221的一端方向上与突片部分222间隔开的各位置处。
81.弯曲部分223牢固地防止了插入芯槽213中的销芯220与芯槽213分离。
82.因此,可以在芯槽213的内侧表面上形成凸出部分214,所述凸出部分214以与插入部件221的弯曲部分223相对应的形状形成。
83.因此,当将销芯220插入芯槽213中时,由于销芯220的弯曲部分223和芯槽213的凸出部分214彼此耦合,所以可以有效地防止销芯220与铁芯槽213分离,并且可以将设置在销芯220和环芯210之间的发夹式线圈100牢固地固定至定子芯200。
84.同时,本公开的环芯210形成为圆形,并且插入到芯槽213中的发夹式线圈100的每个支脚部分120的横截面形成为外面宽、里面窄的梯形。
85.因此,在每个销芯220中,耦合至环芯210的一端和固定发夹式线圈100的另一端具有相同的宽度。
86.具体地,如图4所示,由于设置在多个支脚部分120之间的销芯220的插入部件221形成为矩形,因此,插入芯槽213的方向的一端的宽度w1和与插入芯槽213的方向相反的方向的另一端的宽度w2相同。
87.因此,由于支脚部分120和定子芯200之间的空间系数(space factor)增加并且定子芯200的饱和度降低,所以磁通密度一致,因此,驱动电机的输出性能可以提高大约3%到5%。
88.同时,将销芯220插入芯槽213以固定发夹式线圈100,并且至少两个齿224应通过蹄片225彼此连接。
89.齿224插入发夹式线圈100的多个支脚部分120之间形成的多个空间中,并且形成为多个。
90.此外,蹄片225在与插入部件221(插入芯槽213中)的插入方向相反的两个方向上延伸,并与发夹式线圈100的内侧表面接触以支撑发夹式线圈100。
91.具体地,如图4所示,根据驱动电机的规格或使用环境,齿224由至少两个至四个齿224组成,并且彼此相邻的齿224通过蹄片225固定。
92.即,由于插入到芯槽213中的齿224形成为多个,所以可以有效地减少销芯220组装到芯槽213的组装时间。
93.在本公开中,由于在发夹式线圈100设置在环芯210与销芯220之间的状态下将销芯220组装到环芯210,因此发夹式线圈100可以牢固地固定至环芯210上,并且定子组件的组装生产率可以提高。
94.此外,在本公开中,由于设置在连续地连接以形成线圈绕组的发夹式线圈100之间的销芯220和销芯220的蹄片225的存在降低了齿槽转矩和转矩脉动,因此降低了噪声、振动和粗糙度(nvh),因此,可以改善驱动电机的性能。
95.另外,由于支脚部分120为外面宽且内部窄的梯形形状,因此,通过增加支脚部分120和槽之间的空间系数,定子芯200的磁通密度一致,并且因此,可以提高驱动电机的输出性能。
96.在下文中,将参照附图详细描述根据本公开的一个实施例的发夹式线圈100的制造方法。
97.图5是示出根据本公开的一个实施例的制造发夹式绕组电机的定子组件的方法的流程图。图6a至图6e是根据本公开的一个实施例的发夹式绕组电机的定子组件的制造方法的组装流程图。
98.参照图5和图6a,首先,提供在圆周方向上彼此连续地连接以形成线圈绕组的多个发夹式线圈100(s110)。
99.在形成线圈绕组的本公开的发夹式线圈100中,通过线圈处理器处理涂覆有涂层并且形成为具有预定直径的直线长度的原始线圈,并且该原始线圈具有彼此连接的连接部分。
100.此外,参照图5和图6b,固定夹具300从线圈缠绕的发夹式线圈100的下部插入(s120)。
101.同时,固定夹具300包括主体部分310、插入凹槽320和底座凸起330。
102.主体部分310形成固定夹具300的主体。
103.另外,当在主体部分310中在与后述的定子芯200的销芯220相对应的位置形成插入凹槽320并从而将固定夹具300设置在发夹式线圈100处时,销芯220插入到插入凹槽320中。
104.在主体部分310的下部处在多个插入凹槽320之间形成有底座凸起330,以支撑销芯220。
105.底座凸起330的内径和主体部分310的内径具有相同的尺寸。
106.此外,参照图5和图6c,将形成定子芯200的销芯220插入发夹式线圈100之间(s130)。
107.销芯220插入在连续地连接的发夹式线圈100之间,以在插入发夹式线圈100之间时在径向方向上从发夹式线圈100的内部到外部形成线圈绕组。
108.因此,可以容易地将销芯220插入发夹式线圈100之间。
109.此外,由于可以将销芯220插入以设置在固定夹具300的底座凸起330上,因此可以有效地防止销芯220与发夹式线圈100分离。
110.销芯220由插入部件221、齿224和蹄片225形成,其中,插入部件221插入环芯210的芯槽213中,齿224插入连续地连接以形成线圈绕组的发夹式线圈100之间的空间中,蹄片225作为齿224的端部的两端在与发夹式线圈100的设置方向相反的方向上延伸。
111.此外,根据定子芯200的规格或使用环境,销芯220由至少两个至四个销芯220组成,并且彼此相邻的齿224可以通过蹄片225连接。
112.因此,可以有效地减少将销芯220组装到芯槽213的组装时间。
113.此外,参照图5和图6d,从发夹式线圈100移除固定夹具300(s140)。
114.在这种情况下,固定夹具300通过环芯210被移除。
115.具体地,形成定子芯200的环芯210在从发夹式线圈100的上部向发夹式线圈100的下部移动的同时沿轴向方向向下对固定夹具300加压。
116.同时,在环芯210中,在对应于插入凹槽320的位置处形成芯槽213,并且当环芯210在轴向方向上对固定夹具300施压时,多个销芯220插入芯槽213中。
117.因此,由于当环芯210对固定夹具300加压时,销芯220插入芯槽213中并在轴向方向上对固定夹具300加压,所以可以容易地从发夹式线圈100移除固定夹具300。
118.此外,如图6e所示,在从发夹式线圈100移除固定夹具300的过程中,可以同时执行从发夹式线圈100移除固定夹具300的过程以及将环芯210固定到发夹式线圈100的过程。
119.因此,形成了发夹式线圈100的外圆周表面与环芯210的内圆周表面相接触,并且发夹式线圈100的内圆周表面与销芯220的内侧表面相接触的结构,并且完成了发夹式线圈100和定子芯200之间的耦合。
120.如上所述,在根据本公开的发夹式绕组电机的定子组件中,由于在将发夹式线圈100设置在环芯210和销芯220之间的状态下将销芯220组装至环芯210,因此发夹式线圈100可以牢固地固定到环芯210,并且提高定子组件的组装生产率。
121.此外,由于环芯210与发夹式线圈100接触,因此减小了齿槽转矩和转矩脉动,并且由此降低了噪声、振动和粗糙度(nvh),因此,可以改善驱动电机的性能。
122.另外,由于支脚部分120形成为外侧宽且内侧窄的梯形形状,因此,通过增加支脚部分120和槽之间的空间系数,定子芯200的磁通密度一致,并且因此,可以提高驱动电机的
输出性能。
123.在根据本公开的发夹式绕组电机的定子组件中,由于在将发夹式线圈设置在环芯和销芯之间的状态下将销芯组装到环芯,所以发夹式线圈可以牢固地固定在定子芯上,可以提高定子组件的组装生产率。
124.此外,由于环芯与发夹式线圈接触,减小了齿槽转矩和转矩脉动,从而降低了噪声、振动和粗糙度(nvh),因此,可以改善驱动电机的性能。
125.此外,由于支脚部分为外部宽且内部窄的梯形形状,因此,通过增加支脚部分120与槽之间的空间系数,定子芯的磁通密度一致,因此,可以提高驱动电机的输出性能。
126.本公开不限于上述实施例,并且可以在本公开的技术精神的范围内进行各种修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1