一种电机定子铁芯固定结构的制作方法
[0001]
本实用新型涉及电机技术领域,尤其涉及一种电机定子铁芯固定结构。
背景技术:
[0002]
电机由定子、转子、壳体、端盖及其他零部件组装而成,电机定子需要相对静止不动的,所以定子的固定安装方式就尤为重要。定子的固定需要轴向固定和周向固定,固定有风险,就会出现电机噪声、抖动等问题。目前的固定安装结构中,有如下几种方案:一、定子外圆与壳体内圆过盈配合固定安装结构,然后通过在壳体内圆和定子铁芯外圆上增加键槽,增加键来防止定子的周向旋转;二、直接在定子铁芯的设计上增加外圆凸起结构,凸起结构上增加螺栓安装孔,壳体上增加螺纹孔,通过螺栓直接连接定子铁芯与壳体来固定定子铁芯;三、增加圆环状定子固定装置,通过端盖和壳体,将圆环状定子固定装置压在定子铁芯的端面来达到轴向固定定子铁芯的目的。
[0003]
现有的技术方案一,需要很大的过盈量,安装时需要高温加热壳体使其变形,这样会导致安装成本。且安装过后,由于热胀冷缩和过盈量很大原因,在常温状态下,定子铁芯就会变形,且增加应力集中,定子绕组有裂开风险;其次,壳体内圆上增加键槽加工,不仅增加加工成本,而且键与键槽的安装难度增加,也会增加安装成本。最后,壳体内圆上增加键槽,会造成壳体受力分布不均,在热胀冷缩安装后,易造成壳体内圆变形的风险;
[0004]
现有的技术方案二,一方面这种方案只适用于不需要将定子铁芯的外圆与壳体内圆配合的情况,这种情况只有在将定子集成在变速箱壳体内部时适用;另一方面,需要在壳体螺栓孔上再增扩一个定位销孔来增加定子的定位安装精度,不仅增加安装难度,而且由于壳体上的定位销孔需要一个深度来安装定位销,这样就会导致连接螺栓的有效连接螺纹长度的降低,增加了连接风险;而且,增加定位销,也增加了成本。为了防止定子铁芯的散片,还需要在定子铁芯的外圈上进行焊接,降低了铁芯的电磁性能;
[0005]
现有的技术方案三,实现困难很大。一方面,圆环定子固定装置需要与定子铁芯端面连接,而大多数的定子在端面处已经没有空间了;其次,圆环定子固定装置作为一个单独的零部件,不仅增加成本,而且在加工难度上也比较大;另一方面,圆环定子固定装置需要与壳体相配合,一般采取过盈配合,不仅增加了装配成本和风险,也不利于拆卸返修。
技术实现要素:
[0006]
为解决背景技术中存在的技术问题,本实用新型提出一种电机定子铁芯固定结构。
[0007]
本实用新型提出的一种电机定子铁芯固定结构,包括:壳体和安装在壳体内的定子总成,其中:
[0008]
壳体包括可拆卸装配的上壳体和下壳体,所述上壳体的内壁上设有周向环布的上台阶面,下壳体的内壁上设有周向环布的下台阶面;上壳体的内壁上且位于上台阶面靠近下台阶面的一侧设有多个周向布置的凸棱,且各凸棱均为轴向拉伸结构;
[0009]
定子总成的外壁上且位于其两端之间设有多个周向环布的凹槽,定子总成的一端与上台阶面抵靠,其另一端与下台阶面抵靠;各凸棱一一对应成插入各凹槽内。
[0010]
优选地,下壳体的内壁上且位于下台阶面靠近上台面的一侧设有中间台阶面,上壳体的端面与中间台阶面抵靠。
[0011]
优选地,上壳体的端面与中间台阶面之间设有密封圈。
[0012]
优选地,凸棱的横截面形状为半圆形。
[0013]
优选地,定子总成包括定子铁芯、安装在定子两端的线圈座、位于定子铁芯一端并与一端的线圈座连接的过线座、以及线圈。
[0014]
优选地,定子铁芯包括轭部和周向布置在轭部内壁上的齿部;凹槽位于轭部的外壁。
[0015]
优选地,线圈座具有方形插孔结构、绕线结构、设置在绕线结构背面的凸起结构、设置在绕线结构背面的凹陷结构和轮边内圆结构。
[0016]
优选地,过线座包含插头和过线环形结构。
[0017]
优选地,定子铁芯设有两个,两个定子铁芯由注塑件连接以形成整体,且二者的一端相互抵靠。
[0018]
优选地,上壳体和下壳体之间通过连接螺栓连接。
[0019]
本实用新型中,通过在上壳体内壁上设置上台阶面和凸棱,在下壳体内壁上设置下台阶面,在定子总成的外壁上设置凹槽,以利用上台阶面与下台阶面配合对定子总成轴向固定,利用凸棱与凹槽配合对定子总成进行周向固定。该结构的设计与现有技术相比具有以下优势:
[0020]
1、可以减小过盈量的设计,既可以降低装配难度,也可以降低定子铁芯的变形风险。
[0021]
2、无需增加键槽来进行周向固定,降低装配难度和成本。
[0022]
3、无需定位销等定位安装,也无需在定子总成外圈上进行焊接,就可以解决定位和散片的问题。
[0023]
4、无需增加额外的零部件来固定定子,且拆卸方便,成本也比较低。
附图说明
[0024]
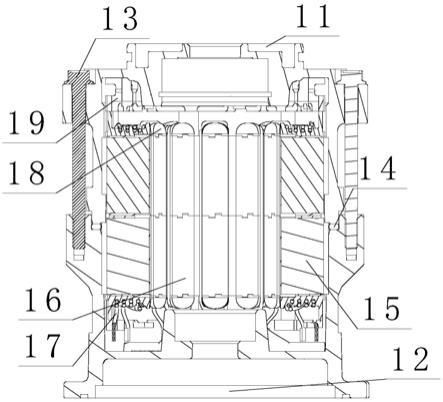
图1为实用新型提出的一种电机定子铁芯固定结构的结构示意图;
[0025]
图2为实用新型提出的一种电机定子铁芯固定结构的外形结构示意图;
[0026]
图3为实用新型提出的一种电机定子铁芯固定结构中所述上壳体的结构示意图;
[0027]
图4为实用新型提出的一种电机定子铁芯固定结构中所述下壳体的结构示意图;
[0028]
图5为实用新型提出的一种电机定子铁芯固定结构中所述定子总成的结构示意图;
[0029]
图6为实用新型提出的一种电机定子铁芯固定结构中所述定子铁芯的结构示意图;
[0030]
图7为实用新型提出的一种电机定子铁芯固定结构中所述线圈座的结构示意图一;
[0031]
图8为实用新型提出的一种电机定子铁芯固定结构中所述线圈座的结构示意图
二;
[0032]
图9为实用新型提出的一种电机定子铁芯固定结构中所述过线座的结构示意图;
[0033]
图10为实用新型提出的一种电机定子铁芯固定结构中所述注塑件与定子铁芯的装配示意图一;
[0034]
图11为实用新型提出的一种电机定子铁芯固定结构所述注塑件对与定子铁芯的装配示意图二。
具体实施方式
[0035]
下面,通过具体实施例对本实用新型的技术方案进行详细说明。
[0036]
如图1-11所示,图1为实用新型提出的一种电机定子铁芯固定结构的结构示意图;图2为实用新型提出的一种电机定子铁芯固定结构的外形结构示意图;图3为实用新型提出的一种电机定子铁芯固定结构中所述上壳体的结构示意图;图4为实用新型提出的一种电机定子铁芯固定结构中所述下壳体的结构示意图;图5为实用新型提出的一种电机定子铁芯固定结构中所述定子总成的结构示意图;图6为实用新型提出的一种电机定子铁芯固定结构中所述定子铁芯的结构示意图;图7为实用新型提出的一种电机定子铁芯固定结构中所述线圈座的结构示意图一;图8为实用新型提出的一种电机定子铁芯固定结构中所述线圈座的结构示意图二;图9为实用新型提出的一种电机定子铁芯固定结构中所述过线座的结构示意图;图10为实用新型提出的一种电机定子铁芯固定结构中所述注塑件与定子铁芯的装配示意图一;图11为实用新型提出的一种电机定子铁芯固定结构所述注塑件对与定子铁芯的装配示意图二。
[0037]
参照图1-5,本实用新型提出的一种电机定子铁芯固定结构,包括:壳体和安装在壳体内的定子总成,其中:
[0038]
壳体包括可拆卸装配的上壳体11和下壳体12,所述上壳体11的内壁上设有周向环布的上上台阶面64,下壳体12的内壁上设有周向环布的下台阶面74;上壳体11的内壁上且位于上上台阶面64靠近下台阶面74的一侧设有多个周向布置的凸棱61,且各凸棱61均为轴向拉伸结构。定子总成的外壁上且位于其两端之间设有多个周向环布的凹槽23,定子总成的一端与上上台阶面64抵靠,其另一端与下台阶面74抵靠;各凸棱61一一对应成插入各凹槽23内。以利用上上台阶面64与下台阶面74配合对定子总成轴向固定,利用凸棱61与凹槽23配合对定子总成进行周向固定。
[0039]
本实用新型具体装配方式如下:
[0040]
先将上壳体11加热的方式,使上壳体11的内径增大,然后通过压机将定子总成的整体压装进上壳体11内,使上台阶面64与定子总成的端面紧密接触配合,冷却后,上壳体11抱紧定子总成;再将下壳体12加热后,使用压机将下壳体12压装到下壳体11内,当下台阶面74与定子总成的另一端端面紧密接触后,保压冷却,使下壳体12的下台阶面74压紧定子总成
[0041]
此外,本实施例中,下壳体12的内壁上且位于下台阶面74靠近上台面的一侧设有中间台阶面72,上壳体11的端面62与中间台阶面72抵靠,且上壳体11的端面62与中间台阶面72之间设有密封圈14,保证了密封性。
[0042]
本实施例中,凸棱61的横截面形状为半圆形。
[0043]
本实施例中,上壳体11和下壳体12之间通过连接螺栓13连接。定子总成包括定子铁芯15、安装在定子两端的线圈座18、位于定子铁芯15一端并与一端的线圈座18连接的过线座19、以及线圈17,凸棱61位于定子铁芯15的外壁上。定子铁芯15设有两个,两个定子铁芯15由注塑件16相互连接以形成整体,且二者的一端相互抵靠。具体装配工艺如下:
[0044]
2个定子铁芯15被注塑件16经过注塑工艺组成不经破坏无法分割的一体,线圈17将2个被注塑件16包裹的定子铁芯15、2个线圈座18和1个过线座19连接成一个牢固的整体,上壳体11的内圆与定子铁芯15的外圆通过过盈配合连接,上壳体11的上上台阶面64与定子铁芯15一端的端面紧密接触配合,下壳体12的下台阶面74与定子铁芯15的另一端的端面配合;最后通过4个连接螺栓13将上壳体11、下壳体12连接以将定子总成固定在其内侧。
[0045]
参照图6,定子铁芯15包括轭部21和周向布置在轭部21内壁上的齿部22;凹槽23位于轭部21的外壁。
[0046]
参照图7-8,线圈座18具有方形插孔结构41、绕线结构42、设置在绕线结构42背面的凸起结构43、设置在绕线结构42背面的凹陷结构44和轮边内圆结构45。
[0047]
参照图9,过线座19包含插头51和过线环形结构52。
[0048]
参照图10-11,注塑件16由包裹在齿部22周围的均匀厚度的包塑部31、在齿部22端面上的空心结构32、在齿部22端面上的凸起结构33和在轭部21上的凸起轮边结构34组成。2个被注塑件16包裹的定子铁芯15通过空心结构32和凸起结构33相互配合组成装配后的一体;线圈座18通过凸起结构43与空心结构32、凹陷结构44与凸起结构33、轮边内圆结构45与凸起轮边结构34相互配合,分别与定子铁芯15的2端配合。过线座19通过插头51与方形插孔结构41配合连接;最后通过线圈17经过绕线结构42和过线环形结构52将定子铁芯15、线圈座18和过线座19连接成一个牢固的整体。
[0049]
本实施例中,注塑件16、线圈座18和过线座19均是由与注塑件16相同材料经过注塑工艺制造而成。
[0050]
本实施例中,定子铁芯15的外壁与上壳体11之间配合采取0.1~0.15mm的小过盈量设计,与下壳体12之间配合采取0.03~0.08mm的小过盈设计。
[0051]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1