马达铁芯及其制造方法与流程
1.本发明涉及一种层叠电磁钢板而成的疲劳特性优异的马达铁芯及其制造方法。
背景技术:
2.随着近年来全球范围对电气设备的节能化要求的提高,对于转机的铁芯(马达铁芯)中使用的无取向性电磁钢板,要求更优异的磁特性和疲劳特性。另外,最近在hev(混合动力车辆)或ev(电动汽车)的驱动马达等中,小型化、高输出化的需求强烈,为了实现该要求,正在研究提高马达的转速。
3.更详细而言,马达铁芯包括定子铁芯和转子铁芯。hev、ev驱动马达的转子铁芯由于外径大,所以大的离心力进行作用。另外,转子铁芯在结构上存在被称为转子铁芯桥部的非常狭窄的部分(宽1mm~2mm),该部分在驱动中成为应力特别高的状态。进而,由于马达重复进行旋转与停止,所以,对转子铁芯作用由离心力引起的大的重复应力。因此,转子铁芯中使用的电磁钢板需要具有优异的疲劳特性。
4.另一方面,关于定子铁芯中使用的电磁钢板,为了实现马达的小型化、高输出化,要求高磁通密度且低铁损。即,作为马达铁芯而使用的电磁钢板的特性,在用于转子铁芯时,高疲劳特性是必需的,在用于定子铁芯时,高磁通密度且低铁损是必需的。
5.如此,即使是相同的马达铁芯所使用的电磁钢板,对转子铁芯与定子铁芯所要求的特性也大为不同。但是,在马达铁芯的制造中,为了提高成件率、生产性,有时从同一坯材钢板通过冲裁加工而同时采取转子铁芯材料与定子铁芯材料,之后,层叠各个芯材而组装成转子铁芯或定子铁芯。
6.在专利文献1中,公开了一种技术:通过冲裁加工而从高强度的无取向性电磁钢板采取转子铁芯材料与定子铁芯材料,将它们层叠,组装转子铁芯与定子铁芯。还公开了:之后,通过仅对定子铁芯实施去应力退火,从而从同一坯材制造高强度的转子铁芯与低铁损的定子铁芯。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2008-50686号公报
技术实现要素:
10.然而,在上述专利文献1公开的技术中,通过使用高强度的无取向性电磁钢板而使屈服应力提高,但是,没有考虑到作为最重要的特性之一的疲劳特性的提高。
11.本发明正是鉴于上述现有技术具有的问题而完成的,其目的在于提供一种不仅磁特性优异而且疲劳特性也优异的马达铁芯及其制造方法。
12.1.一种马达铁芯,其为电磁钢板的层叠体,在该马达铁芯的外周面中的、粒径为15μm以下的重结晶晶粒的露出率为马达铁芯的板厚的70%以上。
13.这里,上述“外周面”是指,将通过冲裁等而从电磁钢板取出的马达铁芯材料层叠
多层而形成的面,是马达铁芯的外周侧面。另外,上述“重结晶晶粒”是gos为2.0
°
以下的晶粒,上述gos是指,在晶粒内,对于晶粒内所有的点,求出该晶粒的平均取向与粒内的测定点之间的取向差,将其平均而得的值。
14.2.根据上述1所述的马达铁芯,其中,在上述外周面的内侧具有未重结晶晶粒占马达铁芯的板厚的70%以上的未重结晶晶粒层。
15.这里,上述未重结晶晶粒是指上述gos大于2.0
°
的晶粒。
16.3.根据上述1或2所述的马达铁芯,其中,上述电磁钢板具有如下成分组成:以质量%计,包含
17.c:0.0100%以下、
18.si:2.0%~7.0%、
19.mn:0.05%~3.0%、
20.al:3.0%以下、
21.p:0.2%以下、
22.s:0.005%以下和
23.n:0.0050%以下,
24.剩余部分为fe和不可避免的杂质。
25.4.根据上述3所述的无取向性电磁钢板,其中,在上述成分组成中,以质量%计,进一步含有选自
26.cr:0.1%~5.0%、
27.ca:0.001%~0.01%、
28.mg:0.001%~0.01%、
29.rem:0.001%~0.01%、
30.sn:0.001%~0.2%、
31.sb:0.001%~0.2%、
32.cu:0.10%以下、
33.ti:0.010%以下、
34.nb:0.010%以下、
35.v:0.20%以下、
36.mo:0.20%以下、
37.b:0.0050%以下、
38.co:0.1%以下和
39.ni:0.1%以下
40.中的1种或2种以上。
41.5.一种马达铁芯的制造方法,是上述1~4中任一项所述的马达铁芯的制造方法,具有:
42.冲裁工序,从上述电磁钢板冲裁马达铁芯材料;
43.层叠工序,层叠多张该马达铁芯材料;以及
44.退火工序,以3℃/min以上的升温速度,将该层叠后的马达铁芯材料加热至550℃~700℃的温度,在该温度下保持650秒~36000秒。
45.6.一种马达铁芯的制造方法,是上述1~4中任一项所述的马达铁芯的制造方法,具有:
46.冲裁工序,从上述电磁钢板冲裁马达铁芯材料;
47.退火工序,以3℃/min以上的升温速度,将该马达铁芯材料加热至550℃~700℃的温度,在该温度下保持650秒~36000秒;以及
48.层叠工序,层叠多张该退火后的马达铁芯材料。
49.7.根据上述5或6所述的马达铁芯的制造方法,其中,将上述冲裁工序中的冲裁间隙设为上述电磁钢板的厚度的3%~15%。
50.8.根据上述5~7中任一项所述的马达铁芯的制造方法,其中,将上述冲裁工序中的冲裁速度设为100mm/s~500mm/s。
51.根据本发明,可廉价地提供一种疲劳特性优异的马达铁芯。
附图说明
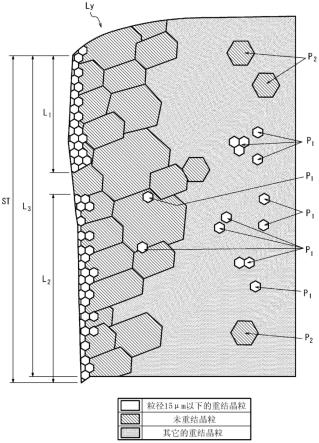
52.图1是表示转子铁芯桥部的剖面组织的示意图。
53.图2是表示冲裁端面中的粒径15μm以下的重结晶晶粒的露出率的影响的图。
具体实施方式
54.对本发明的马达铁芯进行说明。
55.在以下的说明中,如上所述,重结晶晶粒是gos为2.0
°
以下的晶粒,可通过后述的ebsd测定来求出。如上所述,未重结晶晶粒是gos大于2.0
°
的晶粒,可通过后述的ebsd测定来求出。另外,一般而言,拉伸强度与疲劳极限相关。因此,本发明中优异的疲劳特性是指,相对于在马达铁芯材料的拉伸强度的一半加上规定的阈值而得的基准值,对由该马达铁芯材料制作的马达铁芯进行疲劳试验而得到的疲劳极限高。因此,可以说疲劳极限与基准值的差越为大的正值,越是具有优异的疲劳特性。应予说明,规定的阈值如后述那样设为70mpa,但是,规定的阈值是由发明人等所设定的值,是能够满足未来客户对马达铁芯的高疲劳特性的要求的值。
56.本发明的马达铁芯是将从电磁钢板按照各铁芯形状进行了冲裁加工的马达铁芯材料层叠而成的,例如将100片~1000片马达铁芯材料层叠而成。重要的是,在此时的马达铁芯的外周面、即包含层叠的多个马达铁芯材料的冲裁端面的集合面上,径为15μm以下的重结晶晶粒在遍及马达铁芯的板厚的70%以上而露出。
57.[在马达铁芯的外周面(冲裁端面)中的、径为15μm以下的重结晶晶粒的露出率为马达铁芯的板厚的70%以上]
[0058]
发明人等发现:如果在从作为母材的电磁钢板冲裁出的马达铁芯材料的冲裁端面(成为马达铁芯外周面的面)露出残留有应变的未重结晶晶粒,则在对马达铁芯作用重复应力时,应力集中在残留应变部,容易成为疲劳龟裂产生的起点。因此,需要在马达铁芯材料的冲裁端面露出无应变残留的重结晶晶粒。但是,在冲裁端面的晶粒虽然是重结晶晶粒但晶粒粗大的情况下,作用重复应力时,变形会不均匀,产生应力集中,容易发生疲劳龟裂。另一方面,如果控制在冲裁端面露出的重结晶晶粒成为微细晶粒,则通过细粒化强化,从而端面强度上升,可得到抑制疲劳龟裂的产生的效果。
[0059]
本发明人等基于以上见解而进行了进一步的研究,结果发现,为了通过重结晶晶粒的细粒化而充分抑制疲劳龟裂的产生,在冲裁端面将粒径为15μm以下的重结晶晶粒的露出率设为该冲裁端面的厚度的70%以上是有效的。这里,马达铁芯中重结晶晶粒的露出率是指,在冲裁端面露出的、径为15μm以下的重结晶晶粒相对于该端面板厚的比率。以下,在简称为“径”时,是指“粒径”。
[0060]
即,通过将上述露出率设为70%以上,可使马达铁芯材料的疲劳极限比上述基准值高。通过将该重结晶晶粒的露出率控制在优选为80%以上、更优选为90%以上,疲劳特性会进一步提高。
[0061]
[在粒径为15μm以下的重结晶晶粒的内侧、具有未重结晶晶粒遍及马达铁芯的板厚的70%以上而延伸的未重结晶晶粒层]
[0062]
如上所述,未重结晶晶粒是疲劳龟裂发生的起点。另一方面,未重结晶晶粒的晶粒内在结晶取向上有波动,对于在冲裁端面产生的疲劳龟裂向内部发展的抵抗力高。阻止在冲裁端面产生的疲劳龟裂的发展是重要的,优选在钢板内部使未重结晶晶粒层存在。为了得到这样的效果,优选:在马达铁芯的外周面的内侧(冲裁端面的内侧)、优选在粒径为15μm以下的重结晶晶粒层的邻接区域中,具有在厚度方向上未重结晶晶粒遍及该端面的板厚的70%以上而存在(以下也称为存在率)的未重结晶晶粒层。这里,未重结晶晶粒的存在率是指在冲裁端面的内侧存在的未重结晶晶粒相对于同一端面板厚的比率。即,在板厚方向上存在隔开的多个未重结晶晶粒层的情况下,这些各未重结晶晶粒层的板厚方向的长度的合计值成为未重结晶晶粒层的长度。
[0063]
通过将上述存在率设为70%以上,可以可靠地使马达铁芯材料的疲劳极限比上述基准值高。通过将该未重结晶晶粒的存在率控制在更优选80%以上、进一步优选90%以上,从而阻止疲劳龟裂发展的效果会进一步提高。
[0064]
对于满足以上条件的组织,参照示意性地表示该组织的图1,进行详细说明。
[0065]
图1表示板厚为st的马达铁芯材料的转子铁芯桥部的剖面组织。在该剖面中,白色表示的晶粒是径为15μm以下的重结晶晶粒,斜线表示的晶粒是未重结晶晶粒。在图示例中,在冲裁端面露出径为15μm以下的重结晶晶粒,在一部分露出未重结晶晶粒。在该情况下,如图1所示,径为15μm以下的重结晶晶粒的露出长度为l1+l2,露出率(%)为(l1+l2)/st
×
100。因此,未在冲裁端面露出的重结晶晶粒p1不包含在该露出率的计算中。顺便提及,在图示例中,未重结晶晶粒在冲裁端面的一部分露出,但是,优选未重结晶晶粒不在冲裁端面露出。
[0066]
另外,在冲裁端面的内侧,优选具有未重结晶晶粒层ly,该未重结晶晶粒层ly是未重结晶晶粒在板厚方向上相互邻接而连续存在的集合体。未重结晶晶粒层ly是与上述重结晶晶粒层邻接的未重结晶晶粒在板厚方向上连续的区域。在图示例中,未重结晶晶粒层ly的板厚方向的长度由l3表示。而且,未重结晶晶粒层ly的存在率(%)为l3/st
×
100。因此,从该区域介由重结晶晶粒而隔开的未重结晶晶粒p2不包含在未重结晶晶粒层ly中。另外,在板厚方向上存在隔开的多个未重结晶晶粒层的情况下,这些各未重结晶晶粒层的板厚方向的长度的合计值成为上述l3。
[0067]
应予说明,除上述径为15μm以下的重结晶晶粒和未重结晶晶粒层ly以外的剩余的区域可以是任何组织。例如,可以是由含有重结晶晶粒p1的重结晶晶粒和不属于未重结晶晶粒层ly的未重结晶晶粒中的任一者或两者的组织。
[0068]
[钢板的成分组成]
[0069]
接下来,对本发明的马达铁芯中使用的电磁钢板所具有的优选的成分组成进行说明。成分组成中的元素的含量的单位均为“质量%”,以下只要没有特别说明,就简单地以“%”表示。
[0070]
c:0.0100%以下
[0071]
c是在马达的使用中形成碳化物而引起磁老化,并使铁损特性劣化的有害元素。为了避免磁老化,优选将钢板中所含的c设为0.0100%以下。更优选为0.0050%以下。应予说明,c的下限没有特别限定,但过度地减少c的钢板非常昂贵,因此,优选设为0.0001%左右。
[0072]
si:2.0%~7.0%
[0073]
si具有提高钢的固有电阻、降低铁损的效果。另外,还具有通过固溶强化而提高钢的强度的效果。为了可靠地得到这样的效果,优选将si添加量设为2.0%以上。另一方面,如果大于7.0%,则韧性会降低,容易产生裂纹,因此上限优选设为7.0%。因此,优选以2.0%~7.0%的范围含有si。si的下限更优选为3.0%。进一步优选为3.7%以上。
[0074]
mn:0.05%~3.0%
[0075]
mn与si同样是对提高钢的固有电阻和强度有用的元素,因此优选含有0.05%以上。另一方面,添加大于3.0%,则韧性会降低,加工时容易产生裂纹,因此上限优选设为3.0%。因此,优选以0.05%~3.0%的范围含有mn。更优选为0.1%以上。更优选为2.0%以下。
[0076]
al:3.0%以下
[0077]
al与si同样,是具有提高钢的固有电阻、降低铁损的效果的有用的元素。但是,如果大于3.0%,则韧性会降低,加工时容易产生裂纹,因此上限优选设为3.0%。更优选为2.0%以下。
[0078]
应予说明,在al的含量大于0.01%且小于0.1%的范围内,微细的aln析出,铁损容易增加,因此al更优选设为0.01%以下或0.1%以上的范围。特别是,如果减少al,则集合组织得到改善,磁通密度提高,因此在重视磁通密度的情况下优选设为al:0.01%以下。更优选为0.003%以下。
[0079]
p:0.2%以下
[0080]
p是用于钢的强度(硬度)调整的有用的元素。但是,如果大于0.2%,则韧性会降低,加工时容易产生裂纹,因此上限优选设为0.2%。应予说明,下限没有特别限定,但过度减少p的钢板非常昂贵,因此更优选设为0.001%左右。进一步优选为0.005%~0.1%的范围。
[0081]
s:0.005%以下
[0082]
s是形成微细的析出物而对铁损特性产生不良影响的元素。特别是,如果大于0.005%,则其不良影响变得显著,因此优选设为0.005%以下。更优选为0.003%以下。
[0083]
n:0.0050%以下
[0084]
n是形成微细的析出物而对铁损特性产生不良影响的元素。特别是,如果大于0.0050%,则其不良影响变得显著,因此优选设为0.0050%以下。更优选为0.003%以下。
[0085]
在本发明中使用的电磁钢板中,上述成分以外的剩余部分为fe和不可避免的杂质。进而,根据要求特性,除了上述成分组成以外,可在下述范围内含有选自cr、ca、mg、rem、
sn、sb、cu、ti、nb、v、mo、b、co和ni中的1种或2种以上。
[0086]
cr:0.1%~5.0%
[0087]
cr具有提高钢的固有电阻、降低铁损的效果。为得到这样的效果,cr优选添加0.1%以上。另一方面,如果大于5.0%,则由于饱和磁通密度的降低,磁通密度显著降低。因此,在添加cr的情况下,优选为在0.1%~5.0%的范围内添加。
[0088]
ca:0.001%~0.01%
[0089]
ca是将s以硫化物的形式固定,有助于降低铁损的元素。为得到这样的效果,优选添加0.001%以上的ca。另一方面,如果大于0.01%,则上述效果饱和,只会导致原料成本的上升,因此上限优选设为0.01%。
[0090]
mg:0.001%~0.01%
[0091]
mg是将s以硫化物的形式固定,有助于降低铁损的元素。为得到这样的效果,优选添加0.001%以上的mg。另一方面,如果大于0.01%,则上述效果饱和,只会导致原料成本的上升,因此上限优选设为0.01%。
[0092]
rem:0.001%~0.01%
[0093]
rem是将s以硫化物的形式固定,有助于降低铁损的元素。为得到这样的效果,优选添加0.001%以上的rem。另一方面,如果大于0.01%,则上述效果饱和,只会导致原料成本的上升,因此上限优选设为0.01%。
[0094]
sn:0.001%~0.2%
[0095]
sn是对介由改善集合组织而提高磁通密度有效的元素。为得到这样的效果,优选添加0.001%以上。另一方面,如果大于0.2%,则上述效果饱和,只会导致原料成本的上升,因此上限优选设为0.2%。
[0096]
sb:0.001%~0.2%
[0097]
sb是对介由改善集合组织而提高磁通密度有效的元素。为得到这样的效果,优选添加0.001%以上。另一方面,如果大于0.2%,则上述效果饱和,只会导致原料成本的上升,因此上限优选设为0.2%。
[0098]
cu:0.10%以下
[0099]
cu在上述退火工序等中通过时效而在钢中微细地析出,通过析出强化而有助于钢板的强度上升,因此,优选添加0.005%以上。另一方面,如果大于0.10%而过量添加,则析出的cu会抑制退火工序中的冲裁端面的重结晶,同时成为疲劳龟裂的起点,有时会使疲劳特性劣化。因此,添加cu的情况下的含量优选为0.10%以下。进而,更优选为0.05%以下。
[0100]
ti:0.010%以下
[0101]
ti在上述退火工序等中通过时效而作为碳化物在钢中微细地析出,通过析出强化而有助于钢板的强度上升,因此,优选添加0.0005%以上。另一方面,如果大于0.010%而过量添加,则析出的ti碳化物会抑制退火工序中的冲裁端面的重结晶,同时成为疲劳龟裂的起点,有时会使疲劳特性劣化。因此,添加ti的情况下的含量优选为0.010%以下。进而,更优选为0.005%以下。
[0102]
nb:0.010%以下
[0103]
nb在上述退火工序等中通过时效而作为碳化物在钢中微细地析出,通过析出强化而有助于钢板的强度上升,因此,优选添加0.0005%以上。另一方面,如果大于0.010%而过
量添加,则析出的nb碳化物会抑制退火工序中的冲裁端面的重结晶,同时成为疲劳龟裂的起点,有时会使疲劳特性劣化。因此,添加nb的情况下的含量优选为0.010%以下。进而,更优选为0.005%以下。
[0104]
v:0.20%以下
[0105]
v在上述退火工序等中通过时效而作为碳化物在钢中微细地析出,通过析出强化而有助于钢板的强度上升,因此,优选添加0.0005%以上。另一方面,如果大于0.20%而过量添加,则析出的v碳化物会抑制退火工序中的冲裁端面的重结晶,同时成为疲劳龟裂的起点,有时会使疲劳特性劣化。因此,添加v的情况下的含量优选为0.20%以下。进而,更优选为0.05%以下。
[0106]
mo:0.20%以下
[0107]
mo在上述退火工序等中通过时效而作为碳化物在钢中微细地析出,通过析出强化而有助于钢板的强度上升,因此,优选添加0.0005%以上。另一方面,如果大于0.20%而过量添加,则析出的mo碳化物会抑制退火工序中的冲裁端面的重结晶,同时成为疲劳龟裂的起点,有时会使疲劳特性劣化。因此,添加mo的情况下的含量优选为0.20%以下。进而,更优选为0.10%以下。
[0108]
b:0.0050%以下
[0109]
b具有提高钢板的加工性、抑制冷轧时的断裂的效果。为得到这样的效果,b优选添加0.0010%以上。另一方面,如果大于0.0050%,则在钢中大量形成氮化物,有时会使铁损劣化。因此,添加b的情况下的含量优选为0.0050%以下。
[0110]
co:0.1%以下
[0111]
co具有提高钢板的磁通密度的效果。为得到这样的效果,co优选添加0.01%以上。另一方面,如果大于0.1%,则其效果饱和。因此,添加co的情况下的含量优选设为0.1%以下。
[0112]
ni:0.1%以下
[0113]
ni具有提高钢板的磁通密度的效果。为得到这样的效果,ni优选添加0.01%以上。另一方面,如果大于0.1%,则其效果饱和。因此,添加ni的情况下的含量优选设为0.1%以下。
[0114]
接下来,说明本发明的马达铁芯的制造方法(以下也简称为“本发明的制造方法”)的优选方式。大致来说,是通过以下工序来得到疲劳特性优异的马达铁芯的方法:冲裁工序,通过冲裁加工而从电磁钢板采取马达铁芯材料;层叠工序,层叠马达铁芯材料;以及退火工序,对马达铁芯材料或马达铁芯实施热处理。
[0115]
〈电磁钢板〉
[0116]
根据本发明,在使用任何电磁钢板作为马达铁芯的坯材的情况下,与现有的制品相比,都能够得到疲劳特性优异的马达铁芯。因此,本发明的马达铁芯的制造中使用的电磁钢板没有特别限定,从提高马达铁芯的性能的观点出发,期望尽可能地使用高磁通密度、低铁损、高强度的电磁钢板。
[0117]
〈冲裁工序〉
[0118]
冲裁工序是从上述电磁钢板冲裁出构成转子铁芯与定子铁芯的马达铁芯材料(转子铁芯材料与定子铁芯材料)的工序。
[0119]
冲裁工序只要是从上述电磁钢板得到规定尺寸的马达铁芯材料的工序,就没有特别限定,可使用常用的冲裁工序。
[0120]
另外,通过组合后述的冲裁间隙控制、冲裁速度控制,从而可得到疲劳特性更优异的马达铁芯。
[0121]
[冲裁间隙:板厚的3%~15%]
[0122]
如果从电磁钢板冲裁马达铁芯材料时的冲头与冲模的间隙、即冲裁间隙小于板厚的3%,则在冲裁端面容易产生2次剪切剖面、龟裂等不良情况,成为疲劳龟裂的起点,会出现疲劳特性降低的情况,因此冲裁间隙优选设为板厚的3%以上。另一方面,如果冲裁间隙大于板厚的15%而变大,则容易抑制由冲裁加工引起的冲裁端面的加工固化,有时抑制冲裁端面的重结晶,疲劳特性降低,因此冲裁间隙优选设为板厚的15%以下。因此,冲裁间隙优选设为板厚的3%~15%。更优选为板厚的5%~12%。
[0123]
[冲裁速度:100mm/s~500mm/s]
[0124]
如果从电磁钢板冲裁马达铁芯材料时的冲裁速度小于100mm/s,则容易产生毛刺等应力集中部,这会成为疲劳龟裂的起点,会出现疲劳特性降低的情况,因此,冲裁速度优选设为100mm/s以上。另一方面,如果冲裁速度大于500mm/s,则在冲裁端面容易产生粗糙、缺口等应力集中部,会出现疲劳特性降低的情况,因此,冲裁速度优选设为500mm/s以下。
[0125]
〈层叠工序〉
[0126]
层叠工序是层叠马达铁芯材料来制造马达铁芯的工序。层叠工序只要是可以在规定尺寸的范围内层叠马达铁芯材料的工序,就没有特别限定,可以使用常用的层叠工序。
[0127]
〈退火工序〉
[0128]
退火工序是对马达铁芯材料或将其层叠而得的马达铁芯实施退火的工序。更详细而言,退火工序是将马达铁芯材料或马达铁芯以3℃/min以上的升温速度加热至550℃~700℃的温度,保持650秒~36000秒,进行冷却的工序。应予说明,这里的温度是指钢板表面温度。在对层叠的铁芯进行退火的情况下,钢板内部温度的上升有时需要较长时间,但在本发明中,只要冲裁端面达到规定的热过程即可,因此,以下所述的温度全部都是钢板表面温度。
[0129]
[升温速度:3℃/min以上]
[0130]
如果升温速度小于3℃/min,则会在重结晶开始的温度以下的温度下长时间保持,因此,在重结晶开始前产生过度恢复。因此,冲裁端面未充分重结晶,不能成为在冲裁端面遍及板厚的70%以上露出粒径15μm以下的重结晶晶粒的期望的钢板组织(以下也简称为“期望的钢板组织”)。因此,将升温速度限制为3℃/min以上。优选为5℃/min以上。对于升温速度的上限,无需特别限制,但如果升温速度大于50℃/min,则会促进重结晶核的生成,其结果是,存在冲裁端面内侧的未重结晶晶粒层的存在率小于70%的风险。因此,升温速度优选为50℃/min以下。
[0131]
[退火温度:550℃~700℃]
[0132]
如果退火温度小于550℃,则由退火引起的冲裁端面的重结晶不能充分产生,制造的马达铁芯的冲裁端面不能成为期望的钢板组织。另一方面,如果退火温度大于700℃,则冲裁端面的重结晶晶粒过度生长,因此粒径变得粗大,冲裁端面不能成为期望的钢板组织。因此,将退火温度t限制为550℃~700℃的范围。优选为570℃~650℃的范围。
[0133]
[在退火温度下保持650秒~36000秒]
[0134]
在于上述退火温度下保持的时间小于650秒的情况下,退火引起的重结晶不能充分产生,制造出的马达铁芯的冲裁端面不能成为期望的钢板组织。另一方面,在于上述退火温度下保持的时间大于36000秒的情况下,冲裁端面的重结晶晶粒过度生长,因此粒径变得粗大,冲裁端面不能成为期望的钢板组织。因此,将在上述退火温度下保持的时间设为650秒~36000秒。优选为1200秒~18000秒。
[0135]
如上所述而得到的马达铁芯具有优异的疲劳特性,在使用高强度钢板作为马达铁芯坯材的情况下,可得到更优异的疲劳特性。在该情况下,在担心因使用高强度钢板而导致定子铁芯的铁损劣化时,也可仅以定子铁芯为对象而实施以改善铁损为目的的去应力退火。
[0136]
实施例
[0137]
<马达铁芯的制造>
[0138]
通过符合上述冲裁条件的冲裁加工,从具有表1-1和表1-2所示的板厚和成分组成的电磁钢板中采取定子铁芯材料与转子铁芯材料,将各芯材层叠400片,由同一坯材制造定子铁芯与转子铁芯。进而,上述转子铁芯在表2-1和表2-2所示的条件下实施热处理(退火工序)。
[0139]
<评价>
[0140]
从得到的转子铁芯采取试验片,进行后述的ebsd测定。另外,在疲劳特性的测定用途中,使用与转子铁芯相同的电磁钢板,制作在相同的条件下冲裁且在相同的条件下实施了热处理的拉伸疲劳试验片。进而,在拉伸强度测定用和磁特性评价用中,使用在相同条件下对与转子铁芯相同的电磁钢板实施了热处理的钢板,制作拉伸试验片和磁测定用试验片。使用这些试验片进行磁特性评价、拉伸试验和拉伸疲劳试验。试验方法如下。
[0141]
(ebsd测定)
[0142]
从转子铁芯的桥部,以与板面和冲裁端面垂直的面成为观察面的方式切出ebsd测定用的试验片,利用树脂包埋该试验片,通过研磨和化学研磨而使上述观察面镜面化。对于该观察面,在包含冲裁端面及其附近那样的视野下,进行电子束背散射衍射(ebsd)测定。应予说明,上述测定条件设定为步长:0.3μm,测定区域:板厚方向上板厚总厚度
×
板厚正交方向上板厚的一半以上,从而进行ebsd测定。接着,使用解析软件:oim analysis 8对上述测定结果进行局部取向数据的解析。应予说明,在上述数据解析之前,在partition properties中以gsz[&;5.000,20,0.100,0,0,8.0,1,1,1.0,0;]>0.000的条件(minimum size:20points,minimum confidence index:0.1,grain size>0)来甄别测定点,用于解析。应予说明,本解析全部在grain tolerance angle为5
°
的条件下进行。
[0143]
在径(diameter)为15μm以下且gos为2.0
°
以下的晶粒中,提取在冲裁端面露出的晶粒,测定在冲裁端面中该区域(露出率)为板厚的百分之几。该数字相当于:在转子铁芯的外周面(冲裁端面)遍及板厚的百分之几以上,才露出有粒径15μm以下的重结晶晶粒。在冲裁端面不同的3个视野下进行以上的测定,将其平均值作为露出率。
[0144]
在本实施方式中,重结晶晶粒的露出率是通过相对于板厚而言的上述观察视野中在冲裁端面露出的多个重结晶晶粒的板厚方向的长度的合计长度而计算的。无论各重结晶晶粒是否彼此邻接,都将露出部分的重结晶晶粒的长度相加。另外,即便与在冲裁端面露出
的重结晶晶粒邻接,未在冲裁端面露出的重结晶晶粒也不包含在本实施方式中所谓的露出率中。
[0145]
即,如之前图1中所示那样,本实施方式中所谓的在冲裁端面露出的重结晶晶粒的长度是长度l1与长度l2的合计值。而且,当0.7
×
板厚st≤l1+l2成立时,可以说在马达铁芯的外周面(冲裁端面)遍及板厚的70%以上露出了结晶粒径15μm以下的重结晶晶粒。
[0146]
接下来,在转子铁芯的内层部(冲裁端面内侧),提取gos大于2.0
°
的晶粒,测定该区域占板厚的百分之几。该数字相当于:在转子铁芯的内层部(冲裁端面内侧)遍及板厚的百分之几以上具有未重结晶晶粒层(是否存在未重结晶晶粒)。
[0147]
这里,本实施方式中所谓的未重结晶晶粒层如上所述,是指多个未重结晶晶粒成为一体而在厚度方向上连续的层,具体而言,由相互邻接的多个未重结晶晶粒的集合体构成。该未重结晶晶粒的存在率通过相对于板厚而言的未重结晶晶粒层的板厚方向的长度来计算。
[0148]
即,如之前图1中所示那样,本实施方式中所谓的未重结晶晶粒层包含相互邻接的未重结晶晶粒层的集合体,该未重结晶晶粒层ly的板厚方向的长度为l3。而且,当0.7
×
板厚st≤l3成立时,可以说,在马达铁芯的内层部(冲裁端面内侧)具有遍及板厚的70%以上的未重结晶晶粒层。应予说明,在板厚方向上存在隔开的多个未重结晶晶粒层的情况下,只要这些各未重结晶晶粒层的板厚方向的长度的合计值比0.7
×
板厚st更长即可。
[0149]
(拉伸试验)
[0150]
对于与上述转子铁芯材料的采取来源相同的电磁钢板,在与上述转子铁芯相同的条件下实施热处理后,采取以轧制方向为拉伸方向的jis5号拉伸试验片,进行依据jis z2241:2011的拉伸试验,测定拉伸强度(ts)。
[0151]
(拉伸疲劳试验)
[0152]
通过冲裁加工,从与上述转子铁芯材料的采取来源相同的电磁钢板采取以轧制方向为长度方向的拉伸疲劳试验片(与依据jis z2275:1978的1号试验片、b:15mm、r:100mm相同的形状),在与上述转子铁芯相同的条件下实施热处理后,供给疲劳试验。上述疲劳试验在拉伸-拉伸(脉动)、应力比(=最小应力/最大应力):0.1和频率:20hz的条件下进行,将重复数107次中不引起疲劳断裂的最大应力作为疲劳极限(σmax)。应予说明,对于试验结果的评价,将疲劳极限满足下述式的条件的结果评价为疲劳特性优异,将不满足的结果评价为疲劳特性不良。
[0153]
疲劳极限≥0.5
×
拉伸强度(ts)+70(mpa)
[0154]
在上述式中,一般来说,与拉伸强度的关系中所要求的疲劳极限是“0.5
×
拉伸强度”,规定的阈值是在上述式的右边相加的70mpa。在满足上述式的情况下,在后述的表2中,在“b1:(疲劳极限)-0.5
×
ts+70”的列中记载正值,同时b2(冲裁疲劳特性)列中的标记为
△
、
○
或
◎
。另一方面,在不满足上述式的情况下,b1列中记载负值,同时b2列的标记为
×
。在b2列中,在b1列的值为0~19的情况下,标记
△
,在b1列的值为20~39且疲劳特性更优异的情况下,标记
○
,在b1列的值为40以上且疲劳特性极其优异的情况下,标记
◎
。应予说明,
△
、
○
、
◎
是为了一目了然地容易辨认疲劳特性的优越性而相对地进行标记的,当然,这并非绝对的评价。例如,即便标记相同的
○
,b1列的值为“30”的实施例相比于值为“20”的实施例,显然疲劳特性更为优异,疲劳特性的绝对的评价是通过b1列的数值而进行的。
[0155]
(磁特性测定)
[0156]
从与上述转子铁芯材料的采取来源相同的电磁钢板,采取以长度方向为轧制方向和轧制直角方向的宽30mm、长180mm的磁测定用试验片,在与上述转子铁芯相同的条件下进行热处理后,依据jis c2550-1:2011,通过epstein法测定铁损w
10/400
。对于铁损值,均显示出优异的值。
[0157]
将上述评价试验的结果一并记载在表2-1和表2-2中。另外,整理冲裁端面中的粒径15μm以下的重结晶晶粒的露出率对疲劳极限的影响,示于图2。如该图所示,可知,如果露出率为70%以上,则(疲劳极限)-0.5
×
ts+70为10mpa以上。
[0158]
根据表1-1~2以及表2-1~2的no.1~no.36和no.57~no.64的结果可知,如果露出率为70%以上,则无论钢板的组成如何,均具有优异的疲劳特性和铁损特性。另外,根据表1-1~2以及表2-1~2的no.1和no.37~no.56的结果可知,通过将冲裁工序中的冲裁条件和退火工序中的退火条件设为上述条件,从而可以赋予优异的疲劳特性和铁损特性。除此之外,可知,为了提高疲劳特性,与冲裁条件相比,精密地控制退火条件对疲劳特性的提高的贡献更大,进而,在退火条件下,退火温度t和保持时间t对疲劳特性的提高有大的贡献。
[0159]
[0160]
[0161]
[0162][0163]
产业上的利用领域
[0164]
本发明的技术对马达铁芯的疲劳特性的改善是有效的,因此,并不限定于从同一
坯材钢板同时采取转子铁芯材料与定子铁芯材料的情况,也可适用于从不同的坯材钢板分别采取转子铁芯材料与定子铁芯材料的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1