具有一体式固定结构的用于定子绕组的电路板的制作方法
1.本发明大体上涉及电动机,且更具体地说,涉及用于维持电动机的定子绕组定位的固定结构。
背景技术:
2.常规电动机通常包含具有围绕定子铁芯的齿延伸的绕组的定子。这些导线经由印刷电路板连接到控制器。接着整个组件包覆模制或包覆在塑料材料内,以形成用于电动机的定子结构。这些常规电动机在磁线与印刷电路板控制器之间包含中间导电元件。这些中间导电元件(通常被称为端子)需要特定部件(例如端子自身),以及用以将端子电气连接到磁线的制造工艺。还需要额外的制造工艺来将端子电气连接到印刷电路板。
技术实现要素:
3.根据本发明的一个方面,一种电动机的定子包含具有多个齿的定子铁芯。印刷电路板(pcb)相对于所述定子固定且包含在所述印刷电路板的表面内限定的多个焊接结构。绕组集设置在所述齿上。所述绕组集包含至少一根导线,所述导线缠绕在所述齿周围以至少部分地限定定子磁极。所述绕组集的每根导线包含在所述多个焊接结构中的专用焊接结构处附接到所述印刷电路板的相对末端。
4.根据本发明的另一方面,一种电动机的定子包含具有多个齿的定子铁芯。印刷电路板(pcb)附接到所述定子铁芯且具有在其中限定的多个焊接结构。绕组集由至少一根导线构成。所述至少一根导线中的每根导线从附接到所述多个焊接结构中的第一焊接结构的第一末端延伸、围绕所述多个齿的至少一部分,并到达附接到所述多个焊接结构中的第二焊接结构的第二末端。每根导线是不具有中间端子的连续导线区段。
5.根据本发明的另一方面,一种电动机包含印刷电路板。导线固定结构定位在所述印刷电路板附近。定子包含多个磁极。导线从在第一焊接垫处附接到所述印刷电路板的第一末端延伸、通过所述导线固定结构的第一部分、围绕所述多个磁极中的磁极的至少一部分、通过所述导线固定结构的第二部分并到达在第二焊接垫处附接到所述印刷电路板的第二末端。所述导线包含连续且不间断的导体。
6.通过研究以下说明书、权利要求书和附图,所属领域的技术人员将理解和了解本发明的这些和其它方面、对象和特征。
附图说明
7.在附图中:
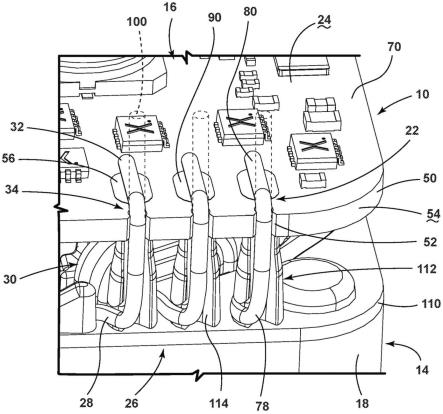
8.图1是用于电动机的定子的透视图,包含用于将绕组附接到印刷电路板的焊接结构的方面;
9.图2是图1的焊接结构的放大透视图;
10.图3是定子和印刷电路板的方面的透视图并且示出了焊接结构的配置;
11.图4是图1的定子的分解透视图;
12.图5是图1的定子的侧面正视图,并且示出了导线集合中的置于焊接位置中的导线;并且
13.图6是图1的定子的俯视平面图,并且示出了导线集合中的导线与专用焊接垫的接合。
具体实施方式
14.出于本文描述目的,术语“上”、“下”、“右”、“左”、“后”、“前”、“竖直”、“水平”和其派生词应与本发明在图1中的定向有关。然而,应理解,除了明确地指定为相反情况之外,本发明可采用各种替代的定向。还应理解,附图中展示的以及以下说明书中描述的具体装置和过程仅是所附权利要求中限定的本发明概念的示例性实施例。因此,除非权利要求另外明确说明,否则与本文公开的实施例相关的具体尺寸和其它物理特性不应被认为是限制性的。
15.如图1-6中所例示,附图标记10通常是指并入在电动机12内的印刷电路板(pcb)。pcb 10相对于定子14放置在固定定位中,使得用于操作定子14的部件的各种控制件16可在电动机12的操作期间固定到其上。根据所述装置的各种方面,用于电动机12的定子14包含具有多个齿20的定子铁芯18。pcb 10相对于定子铁芯18固定,并且包含在pcb 10的表面24内限定的多个焊接结构22。绕组集26设置在定子铁芯18的齿20上。绕组集26包含至少一根导线28,所述导线缠绕在定子铁芯18的齿20周围以至少部分地限定定子14的多个定子磁极30。通常,绕组集26包含多根导线28,所述导线各自以预定配置缠绕在定子铁芯18的各个齿20周围。绕组集26的每个导电28包含在多个焊接结构22的专用焊接结构34处附接到pcb 10的相对末端32。使用焊接结构34,各种导线28中的每一者都可作为单根且连续的导线区段28安装在定子14和pcb 10上。通过使用单根且连续的导线28,中间端子和其它电气结不会包含在绕组集26的导线28内。
16.如图1-6中所例示,多个焊接结构22在pcb 10的边缘50附近限定。每个焊接结构22可包含在pcb 10的边缘表面54内限定的固定凹口52。每个固定凹口52通常与对应镀锡焊接垫56对准,所述对应镀锡焊接垫接收绕组集26的每根导线28的相应末端32。固定凹口52和对应焊接垫56协作以构成pcb 10的每个相应焊接结构22的至少一部分。在某些方面中,焊接结构22的数目可对应于绕组集26的导线28的数目。还预期,pcb 10可包含设定数目的焊接结构22,以考虑各种导线28和各种绕组集26。
17.再次参考图1-6,对应镀锡焊接垫56在制造pcb 10期间预镀锡。当各种电路系统印刷在pcb 10的基底材料70上时,多个焊接结构22的各种焊接垫56也定位在pcb 10上的特定位置内。通常,预镀锡焊接垫56在制造pcb 10的表面安装技术(smt)工艺期间预镀锡。通过此配置,每一固定凹口52与预镀锡焊接垫56对准,使得绕组集26的每根导线28的末端32可放置在固定凹口52内,且接着在每一导电28暂时固定到pcb 10时准备好进行焊接。
18.预期多个焊接结构22的使用可辅助绕组集26的每根导线28的相对末端32的准确放置。这可有助于防止导线28交叉以及可能会导致定子铁芯18内的短路和其它结构及电气缺陷的其它不准确性。这种配置还提供一反馈机构,其向制造商通知pcb 10已相对于绕组集26的各种导线28准确地定位在定子铁芯18上。以此方式,固定凹口52辅助至少暂时地固
定绕组集26的每根导线28的相对末端32。各种固定凹口52被配置成围绕绕组集26的至少一根导线28的绝缘层78延伸超过180度。通过围绕每根导线28的绝缘层78延伸超过180度,每个固定凹口52提供用以将至少一根导线28固定在焊接位置100的夹持或其它类似的固定接合。这一焊接位置100将绕组集26的导线28放置在便于剥离以便露出内部导体80的位置。一旦剥离,内部导体80就可方便地在固定凹口52处折叠以接合预镀锡焊接垫56。一旦到达这一位置,就可进行焊接操作来将导线28的导体80附接到相应焊接垫56。通过将每根导线28的末端32保持在固定凹口52内来辅助这些操作。这一保持功能允许使用免手动系统(hands-free system)来剥离和焊接导线28。
19.将导线28放置在固定凹口52内、剥离导线28、折叠导线28以及将导线28焊接到焊接垫56的这些操作可使用手动操作的工具来手动完成,可通过自动或机器人机构或者手动和自动化处理的组合来操作。焊接结构22提供在组装和制造期间定位导线28并且还有助于在使用期间保护导线28的一体式引导件。
20.通常,焊接垫56的预镀锡材料是在smt工艺期间施加的焊膏90。这些焊接垫56定位成与各种固定凹口52对准,以用于至少暂时将绕组集26的导线28的定位保持在焊接位置100中。其它焊接垫56可定位在pcb 10周围的定位以用于接收绕组集26的其它导线28,以及从pcb 10延伸到电动机12、与电动机12结合操作的控制器或其它类似机构的其它位置的其它数据和电气连接。当绕组集26的各种导线28焊接到预镀锡焊接垫56时,可利用各种选择性焊接工艺。可实施这些选择性焊接工艺以便提供准确的焊料,从而最大限度地减少焊接材料以及其它电气和材料资源的使用。这一工艺还最大限度地减少导线28的交叉,以使得绕组集26的每根导线28准确定位在pcb 10内,并且还焊接到适当的预镀锡焊接垫56。
21.再次参考图1-6,用于电动机12的定子14包含具有多个齿20的定子铁芯18。pcb 10附接到定子铁芯18并且包含在其中限定的多个焊接结构22。绕组集26由至少一根导线28构成,其中至少一根导线28中的每根导线28从附接到多个焊接结构22的第一专用焊接结构118的第一末端130延伸。每根导线28围绕定子铁芯18的多个齿20的至少一部分延伸。每根导线28的第二末端132附接到多个焊接结构22的第二专用焊接结构120。如先前所论述,绕组集26的每根导线28是不具有中间端子的连续导线区段28。因此,相较于包含中间端子的那些过程,可以不太复杂的过程执行将绕组安装到定子铁芯18上接着将那些绕组附接到pcb 10的工艺。
22.再次参考图1-6,定子铁芯18可包含各种盖110或其它类似结构,所述盖或其它类似结构可包含对准塔112。这些对准塔112通常与多个焊接结构22的相应固定凹口52对准。这些对准塔112可包含导线接收内部通道114,所述通道接收绕组集26的导线28。使用这些对准塔112,可从定子铁芯18的定子齿20引导绕组集26的各种导线28,并且可专门引导所述导线接合专用焊接结构34的专用固定凹口52。同样,使用对准塔112结合多个焊接结构22,可将绕组集26的每根导线28具体定向并准确定位在pcb 10的特定位置内,以便完成精确的选择性焊接工艺。并且,对准塔112与固定凹口52结合可用以在使用定子铁芯18期间保护导线28。
23.通过使用pcb 10的多个焊接结构22,其包含固定凹口52和预镀锡焊接垫56,绕组集26的至少一根导线28可呈不具有中间端子的连续导线28的形式。因此,单根连续导线28可并入定子14内,以供用作定子14的绕组集26的导线28。使用这种配置,绕组集26的每根导
线28可以是从pcb 10的第一专用焊接结构118延伸、围绕定子铁芯18的各种齿20、接着到达pcb 10的第二专用焊接结构120的单根连续导线28。通过针对绕组集26使用连续导线28的节段,可利用最少的资源来完成绕组集26的各种绕组处理。另外,由于绕组集26的导线28内未使用中间端子,因此制造缺陷或公差可能影响电动机12的各种部件的性能的可能性较小。
24.在常规电动机内,位于磁线与印刷电路板控制器之间的中间端子需要额外部件,至少呈中间端子自身和其它连接部件的形式。在这些常规电动机内还需要额外的制造工艺,以便将中间端子与每根磁线和印刷电路板控制器进行电气连接。这适用于常规定子中的每个缠绕线圈。这些增加的部件和工艺可能会给常规电动机的磁线和其它部件带来应力,从而可能会导致磁线、焊接连接件和其它位置的材料疲劳或失效。
25.再次参考图1-6,电动机12包含pcb 10和以焊接结构22的形式定位在pcb 10附近的导线固定结构。电动机12的定子14包含多个磁极。这些磁极各自包含构成电动机12的定子14的绕组集26的各种导线28。导线28从第一末端130延伸,所述第一末端在第一专用焊接结构118的焊接垫56处附接到pcb 10。导线28接着延伸通过通常呈固定凹口52的形式的导线固定结构的第一部分。导线28围绕多个磁极中的磁极的至少一部分延伸以形成各种绕组。导线28延伸到导线固定结构的第二部分,所述第二部分包含第二固定凹口52。如本文所论述,固定凹口52中的每一者在pcb 10的主体的边缘50内限定。导线28包含第二末端132,所述第二末端在第二专用焊接结构120的焊接垫56处附接到pcb 10。导线28包含不具有中间端子的连续且不间断的导体80。
26.再次参考图1-6,第一焊接垫和第二焊接垫56定位成邻近导线固定结构的相应固定凹口52。这些固定凹口52在pcb 10的边缘50内限定。在操作中,相应固定凹口52被配置成相对于pcb 10选择性地将导线28的第一末端130和第二末端132固定在焊接位置100中。这一焊接位置100(图5中示出)的特征在于导线28的第一末端130和第二末端132定向成允许导线28的剥离和焊接,同时导线28的第一末端130和第二末端132处于焊接位置100。换句话说,焊接位置100将导线28的第一末端130和第二末端132中的每一者设置在相对于pcb 10大体垂直的配置中。从这一定位,易于接近导线28的第一末端130和第二末端132,以便剥离导线28的绝缘层78并露出内部导体80。这一导体80可变得易于弯曲并附接到相应焊接垫56,以完成绕组集26的导线28的安装。
27.再次参考图1-6,使用绕组集26的连续导线28以及固定凹口52和预镀锡焊接垫56形成应变消除特征。这些应变消除特征用于限制在制造和使用期间导线28、pcb 10和电动机12的其它部件内所经历的材料应力。经由将定子铁芯18的导线28直接连接到pcb 10(不利用中间端子)的新颖方法改进了电动机12的定子14的构造,从而在这些部件内形成集成应变消除。如本文所论述,定位在pcb 10的边缘50内和附近的特征——通常呈固定凹口52和预镀锡焊接垫56的形式——形成应变消除特征。这些应变消除特征用于夹紧导线28的绝缘层78,同时导线28的以机械方式剥离和暴露的内部导体80焊接到pcb 10上的预镀锡焊接垫56。固定凹口52还提供了一个引导件,导线28可围绕所述引导件弯曲以便将导线28的导体80焊接到焊接垫56。
28.利用pcb 10中的多个焊接结构22,固定凹口52和预镀锡焊接垫56提供pcb 10的一体式应变消除特征,所述一体式应变消除特征将电动机12制造期间施加在绕组集26的各种
导线28上的应力最小化。这些应变消除特征将可能发生在焊接点的断裂和其它损坏或者绕组集26的导线28和电动机12的其它部件的疲劳最小化。
29.包含焊接结构22的pcb 10可用于各种电动机内。此类电动机可包含但不限于无刷dc电机、同步a/c电动机、开关磁阻电动机、同步磁阻电动机以及利用定子14和绕组集26的其它类似电动机应用。
30.应理解,在不脱离本发明的概念的情况下,可以对前述结构作出变化和修改,且另外应理解,此类概念旨在由所附权利要求涵盖,除非这些权利要求的措辞明确说明并非如此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1