一种复合悬式绝缘子自动更换装置及更换方法
1.本发明属于高压电绝缘子更换技术领域,具体涉及一种复合悬式绝缘子自动更换装置及更换方法。
背景技术:
2.随着国民经济的快速增长,大跨度、长距离架空输电线路规模正在迅猛扩大,电力巡检是电力公司日常工作之一,也是提高输电安全性和供电可靠性的重要保障。复合悬式绝缘子是电网中一种常见的部件,其由铁帽、瓷瓶套管件和导电杆组成,它与输电线上的防脱落连接金具连接,从而可悬挂输电线。如图1所示,复合悬式绝缘子的上端固定连接上高压线,复合悬式绝缘子的球头固定连接到金具上,金具的下端通过半圆弧形高压线托固定在下高压线上。因为雨雪水侵蚀、温度变化和烈日暴晒等因素会导致绝缘子低零值甚至结构损坏,从而造成绝缘子内部应力不均衡,致使悬式绝缘子串破损,最终影响绝缘子的绝缘性能。线路上的绝缘子破损会导致线路绝缘水平下降,从而对高压输电线路造成威胁,严重时甚至引起电网事故。
3.更换复合悬式绝缘子也是电力巡检的内容之一,目前,在进行悬式绝缘子更换时,只能用传统方法更换,即人工在高空作业,具有如下缺陷:
4.1、采用人工更换方式,即需要用升降机将操作人员送至作业区域,操作工使用支撑在作业平台上的绝缘拉杆固定住上下两根高压线,然后拉出w形卡簧,手动更换绝缘子,智能化程度低,费时费力,整个过程至少需要2名操作人员,工作效率低,并且还存在作业人员高空坠落的风险;
5.2、更换复合悬式绝缘子时,人工插拔防脱落连接金具上的w形卡簧时,比较费劲,另外高空作业中存在阵风扰动和升降台机械振动等因素,会导致操作人员在插拔w形卡簧时无法保持力的平衡;
6.3、更换高压绝缘子的操作人员在操作时需要从上往下观看,配合插拔w形卡簧的操作人员将旧的绝缘子替换成新的绝缘子,过程中由于距离较远,操作人员无法准确地把握拿出或放入绝缘子的时机,另外高空作业时由上往下长时间观看易产生眩晕从而导致安全事故的发生;
7.4、将复合悬式绝缘子从防脱落连接金具上的球窝中取出或放入,完全靠人工经验试凑,缺乏一种智能轨迹规化来实现防脱落连接金具与复合悬式绝缘子的自动配合。
8.因此,基于对复合悬式绝缘子更换作业的风险及工作难点的考虑,亟需研制一种复合悬式绝缘子自动更换装置。
技术实现要素:
9.本发明的目的是克服现有技术中存在的智能化程度低、效率低、存在安全隐患以及无法准确地将复合悬式绝缘子从防脱落连接金具上的球窝中取出或放入的缺陷,提供一种智能化程度高以及省时省力的能够实现防脱落连接金具与复合悬式绝缘子的自动配合
的复合悬式绝缘子自动更换装置及更换方法。
10.本发明解决其技术问题所采用的技术方案是:
11.一种复合悬式绝缘子自动更换装置,其特征在于:包括底板、安装在所述底板一端的机械臂以及设置在所述底板另一端用来固定高压线托的固定装置;所述机械臂包括:两个相对设置的机械手爪、用来调节机械手爪位置的调节组件以及驱动机械手爪动作的驱动组件;所述调节组件包括:水平固定在所述底板上的第一导向杆、沿所述第一导向杆滑动的安装架、固定在所述安装架上的第一调节电机、与所述第一调节电机的输出轴同轴连接的主动带轮和主动凸轮、与所述主动带轮带传动连接的从动带轮、与所述从动带轮同轴转动安装在所述安装架上的不完全齿轮、水平固定在所述底板上且与所述不完全齿轮啮合的齿条、与所述主动凸轮接触连接的第一从动轮、竖直安装在所述安装架上的第二导向杆、沿所述第二导向杆滑动的滑块、通过固定架固定在所述滑块上的第二调节电机、与所述第二调节电机的输出轴同轴连接的丝杠以及套设在所述丝杠上的螺母;所述驱动组件与所述螺母固定连接;所述第一从动轮通过滑块沿所述第二导向杆上下移动;所述驱动组件包括:通过安装架固定在所述螺母上的驱动电机、与所述驱动电机的输出轴同轴连接的主动齿轮、与所述主动齿轮外啮合的从动齿轮以及与所述从动齿轮同轴连接的椭圆形凸轮;所述机械手爪与所述椭圆形凸轮的一侧接触连接,两个所述机械手爪之间通过拉簧连接,所述机械手爪的中部与所述安装架转动连接。
12.进一步地,所述固定装置包括设置在所述底板上的弧形定位凹面和多组卡槽、固定端固定在所述底板上的双杆气缸、与所述双杆气缸的伸缩端固定连接的推块以及与所述推块固定连接的弧形凹块;所述弧形凹块位于每组所述卡槽内,每组所述卡槽相对设置在所述弧形定位凹面的两侧,所述双杆气缸位于所述弧形定位凹面的一侧。
13.进一步地,所述机械手爪包括与所述椭圆形凸轮接触连接的第二从动轮、一端与所述第二从动轮销接的连杆以及固定在所述连杆另一端的夹头;两个所述连杆之间通过拉簧连接,所述连杆的中部与所述安装架转动连接。
14.进一步地,还包括自由安装在所述底板上的用来拍摄w形卡簧端面和机械手爪位置照片的相机。
15.进一步地,所述安装架上竖直设置有对所述第一从动轮导向的导向槽,所述第一从动轮的转轴穿过所述导向槽与所述滑块固定连接。
16.进一步地,所述固定架上水平固定有第三导向杆,所述螺母沿所述第三导向杆滑动。
17.更进一步地,所述底板的下方安装有用来支撑所述更换装置的支撑杆。
18.一种复合悬式绝缘子自动更换方法,其特征在于,包括以下步骤:
19.s1、固定绝缘拉杆:由地面升降平台带动操作人员到达指定的工作面,操作人员将绝缘拉杆挂在上下两端的高压线上;
20.s2、安装该自动更换装置:操作人员操控支撑杆,使弧形凹块拖住固定在下端高压线上的高压线托,控制模块控制双杆气缸伸缩,使推块将高压线托与弧形凹块夹紧;
21.s3、调节机械手爪的位置:通过相机拍摄w形卡簧端面和机械手爪位置的照片,通过视觉处理软件对照片进行处理,获得w形卡簧端面和机械手爪的位置信息,通过轨迹规划软件规划出机械手爪的位移量曲线,控制模块控制第一调节电机转动,带动主动带轮和主
动凸轮转动,主动凸轮推动第一从动轮沿第二导向杆上下移动,实现对机械手爪竖直方向上的调节;主动带轮通过带传动带动从动带轮转动,使不完全齿轮与齿条啮合转动,实现机械臂水平方向上的粗调;通过第二调节电机驱动螺母沿第三导向杆移动,实现对机械手爪水平方向上的调节,使机械手爪到达指定位置;
22.s4、拆下旧的复合悬式绝缘子:控制模块控制驱动电机转动,带动主动齿轮与从动齿轮啮合传动,使椭圆形凸轮转动,使得机械手爪的两根连杆向内转动,使得两个夹头夹紧w形卡簧;控制模块控制第二调节电机转动,驱动丝杠转动,使机械臂朝远离w形卡簧方向运动,机械手爪根据设定好的运动轨迹运动将w形卡簧拔出,使金具的球窝与复合悬式绝缘子的球头松动,操作人员拆下旧的复合悬式绝缘子;
23.s5、安装新的复合悬式绝缘子:操作人员将新的复合悬式绝缘子的球头放进金具的球窝中,控制模块控制第二调节电机转动,使机械手爪沿着步骤4中的运动轨迹反向运动,直到将w形卡簧推进金具的球窝中,使复合悬式绝缘子的球头与w形卡簧压紧,控制模块控制驱动电机转动,使主动齿轮与从动齿轮啮合传动,驱动凸轮转动,使得机械手爪的夹头松开,最后将机械臂恢复至初始状态;
24.s6、拆卸该自动更换装置:控制模块控制双杆气缸的伸缩端缩回,使高压线托与弧形凹块松开,操控支撑杆将自动更换装置取下。
25.相对于现有技术,本发明的一种复合悬式绝缘子自动更换装置及更换方法的有益效果是:
26.1、本发明通过调节组件,实现对机械手爪位置的调节,使机械手爪达到w形卡簧的端面处,通过驱动组件驱动凸轮转动,实现机械手爪的开合,能够使机械手爪夹紧/松开w形卡簧,从而能够使操作人员快速精准的更换复合悬式绝缘子,智能化程度高,省时省力,有效地减少了高空作业的风险。
27.2、本发明通过轨迹规划软件来规划机械手爪的位移量曲线,使机械手抓能够快速准确的将w形卡簧推进金具的球窝中,能够使金具与复合悬式绝缘子自动配合,有效地提高了工作效率。
附图说明
28.下面结合附图和具体实施方式对本发明作进一步详细的说明。
29.图1是本发明实施例的复合悬式绝缘子与金具连接方式图;
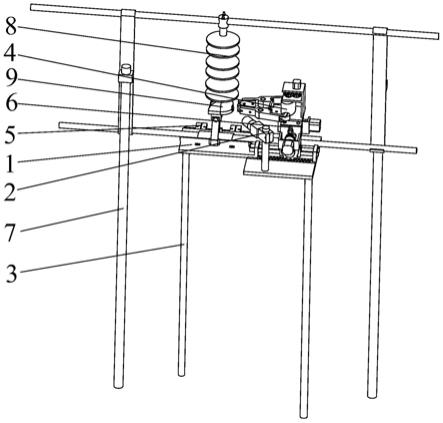
30.图2是本发明实施例整体结构结构图;
31.图3是本发明实施例的部分结构图;
32.图4是本发明实施例的机械臂部分结构图;
33.图5是本发明实施例的调节组件部分结构图;
34.图6是本发明实施例的驱动组件和机械手爪结构图;
35.图7是本发明实施例的部分调节组件和驱动组件结构图;
36.图8是本发明实施例的固定组件结构图;
37.图9是本发明实施例的w形卡簧结构图;
38.图10是本发明实施例的更换方法流程图;
39.图11是本发明实施例的控制方法流程图;
40.图12是本发明实施例的机械臂轨迹规划流程图。
41.图中:1、底板,2、相机,3、支撑杆,4、机械臂,41、机械手爪,411、第二从动轮,412、连杆,413、夹头,42、调节组件,420、第一导向杆,421、安装架,422、第一调节电机,423、主动带轮,424、从动带轮,425、主动凸轮,426、不完全齿轮,427、齿条,428、第一从动轮,429、滑块,4210、第二导向杆,4211、固定架,4212、第二调节电机,4213、第三导向杆,4214、螺母,4215、丝杠、43、驱动组件,430、安装架,431、驱动电机,432、主动齿轮,433、从动齿轮,434、椭圆形凸轮,435、拉簧,5、固定装置,51、弧形定位凹面,52、卡槽,53、双杆气缸,54、推块,55、弧形凹块,6、导向槽,7、绝缘拉杆,8、复合悬式绝缘子,81、球头,9、金具,91、球窝,92、w形卡簧,10、高压线托。
具体实施方式
42.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
43.需要说明的是,本发明实施例中提到的水平、竖直是以高压线延伸方向为水平方向,与水平方向垂直的方向为竖直方向。
44.如图1
‑
图12所示的本发明的一种复合悬式绝缘子自动更换装置的具体实施例,包括底板1、固定在底板1下方的支撑杆3以及安装在底板1一端的机械臂4,底板1的另一端设置有用来固定高压线托10的固定装置5;复合悬式绝缘子8下端的球头81位于金具9内,w形卡簧92从金具9后端穿入夹住球头81上方的棒体。
45.如图2
‑
图7所示,机械臂4包括:两个相对设置的机械手爪41、用来调节机械手爪41位置的调节组件42以及驱动机械手爪41动作的驱动组件43;调节组件42包括:水平固定在底板1上的第一导向杆420、沿第一导向杆420滑动的安装架421、固定在安装架421上的第一调节电机422、与第一调节电机422的输出轴同轴连接的主动带轮423和主动凸轮425、与主动带轮423带传动连接的从动带轮424、与从动带轮424同轴转动安装在安装架421上的不完全齿轮426、水平固定在底板1上且与不完全齿轮426啮合的齿条427、与主动凸轮425接触连接的第一从动轮428、竖直安装在安装架421上的第二导向杆4210、沿第二导向杆4210滑动的滑块429、通过固定架4211固定在滑块429上的第二调节电机4212、与第二调节电机4212的输出轴同轴连接的丝杠4215以及套设在丝杠4215上的螺母4214;驱动组件43与螺母4214固定连接;第一从动轮428通过滑块429沿第二导向杆4210上下移动;齿条427与第一导向杆420相互平行设置。机械臂4通过不完全齿轮426与齿条427啮合沿第一导向杆420做往复运动,滑块429通过主动凸轮425推动第一从动轮428做竖直方向的上下运动;第一调节电机422工作,带动主动带轮423和主动凸轮425转动,主动凸轮425推动第一从动轮428沿第二导向杆4210上下移动,从而实现对机械手爪41竖直方向上的调节;同时主动带轮423通过带传动带动从动带轮424转动,使不完全齿轮426与齿条427啮合转动,从而实现对机械臂4水平方向上的粗调;当机械手爪41在竖直方向上到达指定位置后,第一调节电机422停止工作,通过第二调节电机4212驱动螺母4214沿第三导向杆4213滑动,使机械手爪41沿第三导向杆4213水平移动,从而使机械手爪41到达指定位置;本实施例中的丝杠螺母副也可以替换成电动推杆。
46.参见图6,驱动组件43包括:通过安装架430固定在螺母4214上的驱动电机431、与
驱动电机431的输出轴同轴连接的主动齿轮432、与主动齿轮432外啮合的从动齿轮433以及与从动齿轮433同轴连接的椭圆形凸轮434;机械手爪41与椭圆形凸轮434的外侧接触连接,两个机械手爪41之间通过拉簧435连接,机械手爪41的中部与安装架430转动连接,机械手爪41包括与椭圆形凸轮434接触连接的第二从动轮411、一端与第二从动轮411销接的连杆412以及固定在连杆412另一端的夹头413;两个连杆412之间通过拉簧435连接,连杆412的中部与安装架430转动连接;驱动电机431工作,使主动齿轮432与从动齿轮433啮合,带动椭圆形凸轮434转动,两个连杆412通过第二从动轮411与椭圆形凸轮434产生相对运动,使机械手爪41的两根连杆412向内/向外转动,实现机械手爪41的开合,能够使机械手爪41夹紧/松开w形卡簧92,并通过电磁力矩实现位置的自锁。
47.如图5和图8所示,固定装置5包括设置在底板1上的弧形定位凹面51和多组卡槽52、固定端固定在底板1上的双杆气缸53、与双杆气缸53的伸缩端固定连接的推块54以及与推块54固定连接的弧形凹块55;弧形凹块55位于每组卡槽52内,每组卡槽52相对设置在弧形定位凹面51的两侧,双杆气缸53位于弧形定位凹面51的一侧;操作人员操控支撑杆3,使弧形凹块55托住固定在下端高压线上的高压线托10,双杆气缸53工作,使其伸缩杆伸出,推动推块54将高压线托10与弧形凹块55夹紧,完成复合悬式绝缘子8的更换工作后,双杆气缸53工作,将其伸缩杆缩回,使推块54缩回,将自动更换装置从高压线上拆掉。
48.一种复合悬式绝缘子自动更换装置的控制系统,其特征在于,包括:
49.监控模块,用于通过相机2拍摄w形卡簧92端面和机械手爪41位置的照片,并将所述照片发送给控制模块,监控模块还实时监控设备的运行状态,实时显示作业时间的天气状况,当设备的运行状态异常时,做出设备工作异常报警提示;监控模块包括相机2。
50.控制模块,用于通过视觉处理软件对照片进行处理,获得w形卡簧92端面和机械手爪41的位置信息,将w形卡簧92端面位置信息与机械手爪41的位置信息做差后,通过轨迹规划软件规划出机械手爪41的位移量曲线,发送指令给各电机;控制模块包括控制软件、编码器、光栅传感器、视觉处理软件和轨迹规划软件;当相机2捕捉到w形卡簧92端面的图片后将位置信息传输给控制模块,控制模块计算出w形卡簧92端面的位置,然后根据此位置设定机械手爪41的目标位置,根据机械手爪41的当前位置与目标位置的差解算出机械手爪41的位移量,利用五次多项式规划出安装架430和第一滑块429的位移量曲线,控制模块根据计算结果发送指令给第一调节电机422和第二调节电机4212并控制其转动,直到机械手爪41到达指定位置。
[0051][0052]
其中,l(t)为位移量,为线速度,为线加速度,a0,a1,a2,a3,a4,a5为设定参数,t为规划时间。
[0053]
电源模块,用于给第一调节电机422、第二调节电机4212、驱动电机431、监控模块和控制模块供电。
[0054]
如图11
‑
图12所示,一种复合悬式绝缘子自动更换装置的控制方法,包括以下步骤:
[0055]
(1)、初始化:将复合悬式绝缘子8自动更换装置的控制模块初始化;
[0056]
(2)、参数设定:设定复合悬式绝缘子8自动更换装置的相机2转动速度、第一调节电机422、驱动电机431以及第二调节电机4212的参数;
[0057]
(3)、自动模式判断:判断是否进入自动模式,若是,则进入步骤4,若否,则进入步骤5;
[0058]
(4)、自动模式:进入自动模式,控制模块控制相机2架转动,相机2拍照,监控模块判断是否获得照片,若否,则相机2继续转动,直到获取到照片;若是,则将照片发送给控制模块,控制模块通过视觉处理软件对照片进行处理,获得w形卡簧92端面和机械手爪41的位置信息,通过轨迹规划软件规划出规划出机械手爪41的位移量曲线,然后控制模块控制第一调节电机422和第二调节电机4212转动,驱动机械臂4朝着w形卡簧92方向移动,使机械手爪41到达指定位置;如未到达,则继续控制第一调节电机422和第二调节电机4212转动;如到达,控制模块控制驱动电机431转动,通过齿轮传动驱动凸轮434转动,使得机械手爪41的两根连杆412向内转动,使得两个夹头413夹紧w形卡簧92,如夹头413未夹紧w形卡簧92,则继续控制驱动电机431转动,如已夹紧,开始进行更换工作;
[0059]
(5)、遥控模式:当该自动更换装置被安装到指定工作面后,操作人员通过遥控来分别控制相机2和机械臂4运动;
[0060]
(5.1)、按下相机2遥控按钮:控制模块控制相机2架转动,相机2拍照,监控模块判断是否获得照片,若否,则相机2继续转动,直到获取到照片;若是,则将照片发送给控制模块;
[0061]
(5.2)、遥控调节机械手爪41的位置:控制模块通过视觉处理软件对照片进行处理,获得w形卡簧92端面和机械手爪41的位置信息,通过轨迹规划软件规划出机械手爪41的位移量曲线,控制第一调节电机422转动,带动主动带轮423和主动凸轮425转动,主动凸轮425推动第一从动轮428沿第二导向杆4210上下移动,实现对机械手爪41竖直方向上的调节;主动带轮423通过带传动带动从动带轮424转动,使不完全齿轮426与齿条427啮合转动,实现机械臂4水平方向上的粗调;控制第二调节电机4212驱动螺母4214沿第三导向杆4213移动,实现对机械手爪41水平方向上的调节,使机械手爪41到达指定位置;如未到达,则继续控制第一调节电机422和第二调节电机4212转动;若到达,关闭当前控制;
[0062]
(5.3)、按下机械手爪41夹持按钮,当机械手爪41夹头413碰到w形卡簧92的两个端面后,控制模块控制驱动电机431转动,通过齿轮传动驱动凸轮434转动,使得机械手爪41的两根连杆412向内转动,使得两个夹头413夹紧w形卡簧92;如夹头413未夹紧w形卡簧92,则继续控制驱动电机431转动,如已夹紧,则关闭当前控制;
[0063]
(6)、完成复合悬式绝缘子8更换任务后,则机械臂4复位并停止工作,若没有完成任务,则返回至步骤3。
[0064]
参见图10,一种复合悬式绝缘子自动更换方法,包括以下步骤:
[0065]
s1、固定绝缘拉杆7:由地面升降平台带动操作人员到达指定的工作面,操作人员将绝缘拉杆7挂在上下两端的高压线上,能够减少复合悬式绝缘子8球头81与金具9球窝91之间的拉力;
[0066]
s2、安装该自动更换装置:操作人员操控两根支撑杆3,使弧形凹块55托住固定在下端高压线上的高压线托10,控制模块控制双杆气缸53伸缩,使推块54推动高压线托10与
弧形凹块55夹紧,固定住该自动更换装置;
[0067]
s3、调节机械手爪41的位置:通过相机2拍摄w形卡簧92端面和机械手爪41位置的照片,通过视觉处理软件对照片进行处理,获得w形卡簧92端面和机械手爪41的位置信息,通过轨迹规划软件规划出机械手爪41的位移量曲线,控制模块控制第一调节电机422转动,带动主动带轮423和主动凸轮425转动,主动凸轮425推动第一从动轮428沿第二导向杆4210上下移动,实现对机械手爪41竖直方向上的调节;同时主动带轮423通过带传动带动从动带轮424转动,使不完全齿轮426与齿条427啮合转动,实现机械臂41水平方向上的粗调;当机械手爪在竖直方向上到达指定位置时,第一调节电机停止工作,控制第二调节电机4212转动,驱动螺母4214沿第三导向杆4213水平移动,驱动机械臂4朝着w形卡簧92水平方向移动,使机械手爪41到达指定位置;
[0068]
s4、拆下旧的复合悬式绝缘子8:控制模块控制驱动电机431转动,带动主动齿轮432与从动齿轮433啮合传动,使椭圆形凸轮434转动,使得机械手爪41的两根连杆412向内转动,使得两个夹头413夹紧w形卡簧92;控制模块控制第二调节电机422转动,此时第一调节电机不工作,驱动丝杠4215转动,使机械臂4朝远离w形卡簧92方向运动,机械手爪41根据设定好的运动轨迹运动将w形卡簧92拔出,使金具9的球窝91与复合悬式绝缘子8的球头81松动,操作人员能够轻松拆下旧的复合悬式绝缘子8;采用椭圆形凸轮434,利用椭圆形凸轮434的长半轴与短半轴之间的长度差控制夹头413的开口大小,并利用驱动电机431带动主动齿轮432与从动齿轮433进行位置控制,并通过电磁力矩实现位置的自锁。
[0069]
s5、安装新的复合悬式绝缘子8:操作人员将新的复合悬式绝缘子8的球头81放进金具9的球窝91中,控制模块控制第二调节电机4212转动,使机械手爪41沿着步骤4中的运动轨迹反向运动,直到将w形卡簧92推进金具9的球窝91中,使复合悬式绝缘子8的球头81与w形卡簧92压紧,控制模块控制驱动电机431转动,使主动齿轮与从动齿轮啮合传动,驱动凸轮434转动,使得机械手爪41的夹头413松开,最后将机械臂4恢复至初始状态;
[0070]
s6、拆卸该自动更换装置:控制模块控制双杆气缸53的伸缩端缩回,使高压线托10与弧形凹块55松开,操控两根支撑杆3将自动更换装置取下。
[0071]
应当理解,以上所描述的具体实施例仅用于解释本发明,并不用于限定本发明。由本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1