一种底座组件、音圈马达及其制造方法与流程
1.本发明涉及摄像头模组技术领域,尤其是涉及一种底座组件、音圈马达及其制造方法。
背景技术:
2.现有的音圈马达,通常包括基座、镶埋成型于基座内的金属线路、与金属线路电性连接的下簧片、线圈及与线圈相互作动的磁性结构等零配件。随着电子设备的小型化需求的发展,微型数字照相机的结构越发小型化,而对音圈马达——摄像头模组的驱动结构的要求也越来越高,特别是在智能手机上面采用的摄像头组件,因手机使用频繁、技术要求轻薄化、而且使用过程中更加容易发生坠落、磕碰等意外状态,所以对于手机用音圈马达的使用稳定性、可靠性的要求也极高。音圈马达由上述各种小型化、轻薄化零配件组配而成,因此装配过程要求较为苛刻,尤其是薄片式的簧片的组配,因为簧片极其脆弱,因此,组装过程易造成损伤,进而引起零件厂商或者摄像头厂商的成本增加。而且因为其薄片式结构的特殊性,其固定结构也较难设计,简易的固定容易造成在使用过程中簧片的脱落,引起音圈马达的使用失效,进而影响摄像头组件的质量和使用寿命。
3.如公开号为cn112799260a的发明专利申请,其揭露一种镜头驱动机构,包括上簧片,上簧片的外圈设置多个框架安装孔,框架安装孔与上簧片定位柱固定连接。通常采用此种固定方式固定簧片还需要辅以熔融固定柱并且点胶固定的方式进行后续固定处理。但首先因为四角处柱孔定位的定位难度较大、且定位后需要辅助工序加固,从而增加了操作工序和成本。而且即便是辅助增加多道工序,依然会因为固定的结构过于脆弱,而无法避免使用过程中的簧片相对塑胶体脱落。最后,采用柱孔配合的固定方式,固定的簧片与注塑于塑胶体内的金属线路的焊接一般适用于采用镭射方式进行焊接实现电导通,镭射焊接面积较小,焊接后再采用点胶方式二次加固,而镭射焊接方式的焊接结构仍存在强度较小的问题,且无论是焊接还是点胶,于塑胶体内的操作也均存在操作的局限性。
4.又如公开号为cn105676407b的发明专利,揭露一种透镜驱动装置,包括下簧片,簧片挡板设置在底座的四周边沿上,下簧片通过簧片挡板卡接在底座内。采用卡接方式进行簧片固定也存在易于固定失效的问题。
5.又如公开号为cn111555536a的音圈马达包括上簧片和下簧片,其底座上设置定位柱,安装下簧片时,需要在定位柱的一侧设置下簧片的固定柱并且需要于该位置焊接下簧片。采用这种固定方式,底座成型时需要在固定柱外预留固定和焊接簧片的位置,这种固定和焊接方式也不利于音圈马达的小型化设计。
6.因此,确有必要提供一种新的底座组件、音圈马达及其制造方法,以克服上述缺陷。
技术实现要素:
7.本发明的目的在于提供一种能实现簧片的稳定固定和稳定电性连接的底座组件、
音圈马达及其制造方法。
8.本发明的目的通过以下技术方案一来实现:一种底座组件,包括底座、嵌设于所述底座内的金属电路以及固定于所述底座的簧片,所述底座包括一次注塑成型的塑胶基座,所述塑胶基座包括顶表面及与顶表面相对设置的底表面,所述簧片包括内固定部、外固定部以及连接所述内固定部与所述外固定部的变形部,所述变形部相对所述塑胶基座悬空设置,所述外固定部与所述金属电路电性连接,所述底座还包括二次注塑成型在所述塑胶基座上的塑胶块,所述塑胶块包覆所述外固定部以将所述外固定部嵌设于所述底座内。
9.优选的,所述金属电路包括引脚部及连接所述引脚部的焊接部,所述簧片的所述外固定部与所述焊接部电性连接,所述塑胶块成型于所述塑胶基座的所述顶表面且所述塑胶块的底面覆盖所述外固定部与所述金属电路的所述焊接部,所述外固定部嵌设于所述塑胶块与所述塑胶基座之间。
10.优选的,所述塑胶基座包括底部及于垂直方向上的厚度大于所述底部的外沿部,所述外固定部定位于所述外沿部的所述顶表面,所述底部和所述外沿部之间形成凹槽部,所述内固定部和所述变形部悬空设置于所述凹槽部。
11.优选的,所述塑胶基座于四角处形成角部,所述簧片包括分别定位于对应的所述角部的四个外固定部,所述塑胶块成型于所述外沿部的四个所述角部以实现对四个所述外固定部的全包覆。
12.优选的,所述外固定部为片状结构且定位于所述塑胶基座的所述外沿部的所述顶表面,所述焊接部暴露于所述塑胶基座的所述外沿部的所述顶表面且与所述顶表面齐平,所述外固定部与所述焊接部堆叠设置并焊接在一起。
13.优选的,所述塑胶基座的两相对侧均嵌设有片状的连接部,所述连接部的暴露于所述塑胶基座外的部分被切除。
14.优选的,所述簧片的所述内固定部的连接所述变形部的一端开设用以与一载体固定的固定孔及设于所述固定孔一侧的溢胶孔,所述塑胶基座还设有贯穿所述顶表面和所述底表面的通孔及于所述通孔的内沿对应所述固定孔的位置处向内凹设的避让槽,所述避让槽于垂直于所述塑胶基座的方向上避让所述固定孔。
15.优选的,所述簧片包括分别设置于所述塑胶底座的两相对侧的第一簧片和第二簧片,所述第一簧片和所述第二簧片分别设置一对所述外固定部、一个所述内固定部以及一对连接对应所述内固定和所述外固定部的变形部,所述第一簧片和所述第二簧片至少其中一所述外固定部与对应的所述金属电路电性连接。
16.本发明的目的通过以下技术方案二来实现:一种音圈马达,包括上述底座组件,音圈马达包括用于承载镜片的载体、固定于所述载体的线圈、对应所述线圈设置且相对所述底座组件固定的若干磁铁,所述载体及所述线圈设置于所述底座组件的所述塑胶块之间,所述载体固定于所述簧片的所述内固定部,且所述簧片的所述内固定部对应电性连接至所述线圈的两电连接端。
17.本发明的目的通过以下技术方案三来实现:一种底座组件的制造方法,其特征在于,包括如下步骤:
18.第一步:提供两金属板材,一次冲压形成金属电路板、蚀刻形成簧片板材,所述金属电路板包括第一外框架及与所述第一外框架相连接的金属电路;所述簧片板材包括第二
外框架及与所述第二外框架相连的簧片,所述簧片包括内固定部、外固定部以及连接对应所述内固定部和所述外固定部的变形部;
19.第二步:于所述金属电路板进行一次注塑成型形成一塑胶基座,所述塑胶基座包覆所述金属电路并使所述金属电路至少部分暴露于所述塑胶基座的顶表面;
20.第三步:将所述簧片的至少部分所述外固定部与对应的金属电路电性连接;
21.第四步:在所述塑胶基座进行二次注塑成型以形成塑胶块,使所述塑胶块与所述塑胶基座一体成型并包覆所述外固定部;
22.第五步:切断所述第一外框架与所述金属电路,同时切断所述第二外框架和所述簧片,以同时去除所述第一外框架和所述第二外框架。
23.优选的,其中第一步中,所述金属电路板还设置支撑架,所述支撑架包括支撑台及连接于支撑台与所述第一外框架之间的连接部;所述簧片包括分别设置于所述塑胶基座的两相对侧的第一簧片和第二簧片,所述第一簧片和所述第二簧片之间连接有中心部,所述中心部的两相对侧分别通过连接片连接所述第一簧片和所述第二簧片;
24.其中第三步中,所述簧片板材相对所述塑胶基座上暴露的所述金属电路定位,所述金属电路板的所述支撑台支撑于所述簧片板材的所述中心部的底侧;
25.其中第五步中:切断所述连接部的靠近所述支撑台的一端以去除所述支撑台,且切断所述连接片以去除所述中心部并使得所述第一簧片和所述第二簧片分离。
26.优选的,所述第一外框架的两相对侧间隔开设若干第一定位孔,所述第二外框架的对应两相对侧间隔开设若干第二定位孔,在第三步中,所述簧片板材通过所述第二定位孔和所述第一定位孔的重合定位实现相对所述塑胶基座的定位。
27.优选的,所述连接部与所述支撑台和所述第一外框架的连接端设置呈倾斜的过渡部,所述支撑台与第一外框架位于同一平面,所述连接部所在平面在垂直方向上的高度低于所述支撑台和所述第一外框架所在平面,所述连接部嵌设于所述塑胶基座内。
28.优选的,所述中心部与所述簧片位于同一平面内。
29.优选的,所述连接片包括两对连接片,两对所述连接片分别连接于所述中心部与所述第一簧片和所述第二簧片的所述内固定部之间,每对所述连接片平行间隔设置。
30.本发明中的底座组件的簧片先定位于塑胶基座,以与嵌设于塑胶基座内的金属电路实现焊接,然后通过二次注塑成型的方式成型塑胶块,以使塑胶块包覆簧片的外固定部,进而实现外固定部与塑胶基座的稳定固定和与金属电路的稳定电性连接。并且通过二次注塑成型的方式成型塑胶块同时固定簧片的外固定部,节省塑胶基座的空间利用,而且固定簧片的工序简单,成本降低,且稳定性增加,避免成型后的音圈马达在使用过程中出现簧片掉落的现象,降低摄像头组件的使用精度和寿命。
附图说明
31.图1为本发明的音圈马达的立体示意图。
32.图2为图1所示音圈马达的另一视角的立体示意图。
33.图3为本发明的音圈马达的去除塑胶基座的部分立体示意图。
34.图4为图1所示音圈马达的部分立体分解图。
35.图5为图4所示音圈马达的另一视角的部分立体分解图。
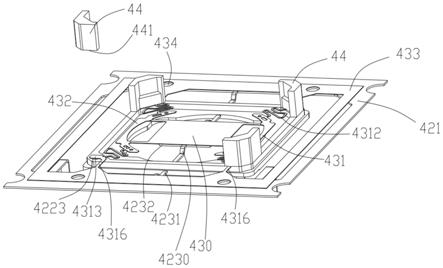
36.图6为图1中底座组件的裁切板材之前的部分立体分解图。
37.图7为图6中底座组件的另一视角的立体组装图。
38.图8为图6中底座组件的立体分解。
39.图9为图8所示底座组件的另一视角的立体分解图。
40.图10为图6中底座组件的仰视图。
41.图11为图1所示音圈马达的仰视图。
42.主要元件符号说明
43.请参考如下附图标号说明,音圈马达100,载体1,线圈2,磁铁3,底座组件4,穿孔11,绕线槽12,固定柱13,底座40,塑胶基座41,金属电路42,簧片43,通孔401,顶表面4101,底表面4102,第一侧4103,第二侧4104,底部411,外沿部412,角部413,凹槽部4201,引脚部4222,焊接部4223,第一簧片431,第二簧片432,内固定部4311,变形部4312,外固定部4313,固定孔4314,溢胶孔4315,塑胶块44,底面441,第一外框架421,折弯部4221,支撑台4232,连接部4231,过渡部4230,第一定位孔424,第二外框架433,固连部4316,中心部430,连接片4301,第二定位孔434,避位槽402,胶水5。
44.如下具体实施例将结合上述附图进一步说明本发明。
具体实施方式
45.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.现有技术中,电子设备的功能需求越来越多,尺寸需求却越来越小以进而获得功能更加丰富但越来越轻薄便携的电子设备,电子设备内通常配备摄像头组件,摄像头组件的精度需求和复杂场景的适应性要求也随之越来越高,而摄像头组件的驱动装置——音圈马达的包括较多尺寸小、厚度薄的小型零配件,组装难度大,良率低下。尤其针对音圈马达的簧片结构,最为薄,造成针对其的定位、焊接、固定均存在较大难度,且操作过程中极易造成变形,增加组装成本。
48.传统音圈马达的底座组件上焊接有簧片结构,因为簧片结构在音圈马达的镜头组件受驱动位移时,簧片结构的内圈和外圈结构之间的连接部分需要产生弹性变形,因此连接部分的外围不可存在影响其变形的其他结构,进而底座组件通常于连接部分的底侧设置凹槽以避让该变形部分,避免影响其变形功能。基于避位的要求,所以现有底座组件的簧片结构无法采用一次注塑成型的方式对其进行一次性固定(因为一次注塑成型方式适用于对内部结构进行包覆式固定),而必须采用二次机械固定或者焊接固定的方式(例如卡制固定、固定柱熔融固定、镭射焊接固定等)实现相对塑胶基座的固定。而这些固定方式需要针对薄片式的簧片进行多次工序操作或者外围小范围局部的机械固定,容易引起簧片结构的变形且固定效果不佳。
49.针对该技术问题,本发明提出新的固定和操作簧片43的技术方案。具体的,本发明首先将簧片43定位于塑胶基座41上,然后于塑胶基座41的四角处通过二次注塑成型的方式成型塑胶块44,塑胶块44将簧片43的与金属电路42的焊接结构包覆并且将簧片43的四角稳定的定位于塑胶基座41的四角处,实现簧片43的稳定的固定和稳定的电性连接。
50.请参考图1至图4,本发明音圈马达100包括承载镜片(未图示)的载体1、固定于载体1的线圈2、设置于载体1的底侧的底座组件4及相对底座组件4固定的位于底座组件4的四角处的四个磁铁3。磁铁3对应线圈2分布于载体1的外围以与线圈2的位置水平对应。在本实施方式中,线圈2为绕线式线圈。载体1设置贯穿的穿孔11,穿孔11用以承载镜片,载体11的外围设置绕设线圈2的绕线槽12。在其他实施方式中,线圈2可以为柔性印刷线圈,加载于柔性电路板上,其安装位置与磁铁3的位置对应。
51.底座组件4包括底座40、嵌设于底座40内金属电路42、电性连接金属电路42的簧片43,簧片43的内圈部分(内固定部4311)固定于载体1,簧片43的外圈部分(外固定部4313)固定于底座40。金属电路42通电以导通簧片43和线圈2,线圈2与磁铁3相互作动进而驱动载体1带动镜头沿垂直方向的轴线方向移动,载体1带动簧片43的内圈部分相对外圈部分沿音圈马达100的轴向方向上下移动;金属电路42断电,线圈2断电进而消除与磁铁3之间的作动力,驱动载体1在簧片43的带动下复位。
52.底座组件4的底座40包括塑胶基座41,塑胶基座41为一次注塑成型的框体式结构,其中部设置通孔401以便于透射镜头入射的光线,塑胶基座41包括顶表面4101及与所述顶表面4101相对的底表面4102。通孔401的外围包括相对的第一侧4103和第二侧4104。塑胶基座41包括底部411和位于塑胶基座41的外侧的其垂直方向高度高于底部411的外沿部412。塑胶基座41的四角定义为角部413。底部411与外沿部412之间形成凹槽部4201,凹槽部4201与通孔401贯通。当然,在其他实施例中塑胶基座41还可以设置为其他形状或者注塑成为底板,可以根据不同的情况进行制备;当所述塑胶底座41设置为底板的结构时候可以不设置通孔401。
53.金属电路42包括一引脚部4222及一垂直引脚部4222的焊接部4223,引脚部4222与焊接部4223为板状结构弯折形成。在本发明中,所述金属电路42也可以称为端子。引脚部4222垂直地暴露于塑胶基座41的底表面4102以与一外部电路电性连接,焊接部4223的顶面水平地暴露于塑胶基座41的顶表面4101,且其顶面与顶表面4101齐平。
54.簧片43包括第一簧片431和第二簧片432,第一簧片431和第二簧片43对称地设置于塑胶基座41的第一侧4103和第二侧4104,具体地,所述第一簧片431对应第一侧4103设置于塑胶基座41,所述第二簧片432对应第二侧4104设置于塑胶基座41。第一簧片431和第二簧片432整体概呈半弧状设置,其包括弧状的内固定部4311、自内固定部4311的两相对端分别向外延伸形成的变形部4312及形成于变形部4312的末端的外固定部4313,变形部4312呈蛇形弯曲形状以增加其弹性变形能力。内固定部4311、变形部4312及外固定部4313设置于同一平面,且为由金属板材一次冲压成型。内固定部4311的两相对端中的每一端均设置固定孔4314及与固定孔4314相邻设置的溢胶孔4315,所述溢胶孔4315呈腰型长孔形状。第一簧片431的两外固定部4313定位于塑胶基座41的位于第一侧4103的两角部413的顶表面4101上且与焊接部4223堆叠设置并实现与焊接部4223的焊接,具体的焊接方式可以此采用表面贴装技术焊接也可以才采用镭射的方式焊接。第二簧片432的两外固定部4313分别定
位于塑胶基座41的位于第二侧4104的两角部413的顶表面4101上,以与暴露于塑胶基座41的外沿部412的顶表面4101的焊接部4223焊接。第一簧片431和第二簧片432的内固定部4311和变形部4312均悬空设置于凹槽部4201的顶侧,也即第一簧片431和第二簧片432的内固定部4311和变形部4312均与底部411的底表面于垂直方向上间隔。变形部4312具体采用往复折返的弯折形式设置,变形部4312的宽度小于内固定部4311和外固定部4313的宽度以便于受力形变和恢复形变。
55.为了进一步固定完成焊接的外固定部4313与焊接部4223或未与焊接部4223焊接的外固定部4313,本发明底座40还包括通过二次注塑成型的方式成型于塑胶基座41的四个角部413的塑胶块44,塑胶块44包覆所述外固定部4313以将所述外固定部4313嵌设于底座40的塑胶基座41与塑胶块44内。具体的塑胶块44成型于塑胶基座41的外沿部412的角部413的顶表面4101,且覆盖外固定部4313的外围。本实施方式中,塑胶块44为柱状结构,且具有一平面状的底面441,塑胶块44的形状符合塑胶基座41的外沿部412的角部413的形状,以基本实现对角部413的全覆盖。所述底面441至少覆盖外固定部4313和焊接部4223的焊接区域(需要说明的是,在其他实施方式中还可以采用其他的连接方式将金属电路42与簧片43相连接,如采用铆接、银浆粘接或卡持等方式固定连接在一起)。音圈马达100的塑胶块44为强度结构,可以支撑音圈马达100的盖体或其他框架结构,可以对音圈马达100的整体起到支撑和保护作用。而且在有些现有技术的音圈马达的设计中,塑胶块结构还可以支撑和定位上簧片结构。因此,本发明中,采用二次注塑成型的塑胶块44对簧片43进行定位和固定,可以在对音圈马达100整体进行支撑的同时,节省额外针对簧片43的外固定部4313预留的焊接和固定的空间。另外塑胶块44对于簧片43的外固定部4313采用包覆式的注塑成型的固定方式,且二次注塑成型方式固定不可拆卸,加强了外固定部4313的定位强度和电连接强度,且相对传统的固定柱和固定孔的固定方式而言,更加节省了固定工序,进而可以控制簧片43在安装过程中的变形度,增加组装良率,降低音圈马达的制程成本。显然,在其他实施方式中还可以将塑胶块44设置为挡墙状以形成围栏、将挡墙与塑胶块相结合或者设置为固定在底座40的支撑框架类结构,只要是能达到本实施方式的效果即可。
56.请参考图5至图9,本发明所涉及的底座组件4为了控制簧片43的定位、焊接工序对其造成的变形影响,因此特别地设计了适配上述音圈马达100的结构的制造和加工方法,以下将针对底座组件4及音圈马达100的制造方法进行详细的说明:
57.第一步,提供金属板材,一次冲压形成金属电路板(未标识),金属电路板包括框形的第一外框架421、自第一外框架421的一侧弯折形成的两金属电路42。两金属电路42与第一外框架421之间连接有折弯部4221,金属电路42的引脚部4222自折弯部4221垂直弯折形成。第一外框架421的两相对侧之间还设置有支撑架,所述支撑架包括支撑台4232及连接于支撑台4232的两相对侧与第一外框架421之间的连接部4231,支撑台4232概呈矩形板状设置。连接部4231与支撑台4232和第一外框架421的两连接端均设置倾斜的过渡部4230,支撑台4232与第一外框架421位于同一平面,支撑台4232于垂直方向的高度高于塑胶基座41的凹槽部4201的底表面,为了便于连接部4231嵌入设置于塑胶基座41内,连接部4231位于高度上低于支撑台4232和第一外框架421所在平面的平面内,过渡部4230实现支撑台4232与连接部4231之间在垂直方向上高度过渡。第一外框架421的两相对侧间隔开设若干第一定位孔424。
58.第二步,于金属电路板上一次注塑成型塑胶基座41,塑胶基座41的包覆两金属电路42和连接部4231的部分进而将塑胶基座41定位于金属电路板,塑胶基座41成型于第一外框架421内。支撑台4232置于塑胶基座41的通孔401内且其所在平面高于所述凹槽部4201的底表面。两金属电路42的焊接部4223暴露于塑胶基座41的外沿部412的角部413的顶表面4101。
59.第三步,提供金属板材,蚀刻形成簧片板材(未标识),簧片板材包括框形的第二外框架433,第一簧片431和第二簧片432连接于第二外框架433的两相对侧之间,第一簧片431和第二簧片432的两相对端分别通过固连部4316与第二外框架433的对应侧连接,在其他实施方式中,固连部4316可以选择连接第一簧片431和所述第二簧片432的任一部分,在本实施方式中,固连部4316连接外固定部4313。第一簧片431的内固定部4311与第二簧片432的内固定部4311之间连接有中心部430,中心部430概呈矩形板状设置,中心部430的两相对侧的两端分别通过连接片4301连接内固定部4311的两端,中心部430与簧片43位于同一平面内。第二外框架433的两相对侧分别间隔开设若干第二定位孔434。将簧片板材的第二外框架433的第二定位孔434与金属电路板的第一外框架421的对应第一定位孔424对齐,进而将簧片板材定位于塑胶基座41的对应位置处,此时,金属电路42的两金属电路42的焊接部4223于塑胶基座41暴露的位置与第一簧片431和第二簧片432的外固定部4313的位置对应。将两金属电路42对应第一簧片431和第二簧片432的外固定部4313实现焊接。此时,支撑台4232位于中心部430的底侧并于垂直方向上支撑中心部430,因此,簧片板材所在平面高于支撑台4232所在平面。本发明金属电路板的连接部4231的靠近支撑台4232的一端设置的过渡部4230为朝向中心部430方向倾斜弯折,进而可以抬高支撑台4232的高度实现针对中心部430的支撑,且过渡部4230为弹性的金属片状结构,片状结构具有足够的金属弹性,在支撑中心部430的同时,还能充分的实现针对中心部430的震动缓冲。
60.第四步,通过二次注塑成型的方式于塑胶基座41的角部413成型塑胶块44,塑胶块44的底面441包覆金属电路42与簧片43的焊接区域或仅包覆簧片43,实现塑胶块44、簧片43及塑胶基座41三者之间的相互固定。在本实施方式中,两金属电路42分别与第一簧片431和第二簧片432的其中一外固定部4313实现焊接,第一簧片431和第二簧片432的另外两外固定部4313仅定位于塑胶基座41的角部413的顶表面4101,而未发生电性连接。因此,四个塑胶块44中仅有两个塑胶块44覆盖端子420与簧片43的焊接区域,另外两个塑胶块44仅与塑胶基座41相对固定。
61.第五步,切除金属电路板的除金属电路42和嵌设与塑胶基座内的部分连接部4231的其他部分,具体的,切断引脚部4222与变形部4221的连接、切断连接部4231的暴露于塑胶基座41的外侧面和通孔401内的部分,进而实现金属电路板的支撑台4232和第一外框架421相对塑胶基座41的去除。
62.与金属电路板切除的同时,切除簧片板材的除第一簧片431和第二簧片432的其他部分,具体的,切断固连部4316和连接片4301,进而实现簧片板材的中心部430和第二外框架433相对塑胶基座41的去除。所述第一簧片431的内固定部4311靠近第二簧片432的一侧及第二簧片432的内固定部4311靠近第一簧片431的一侧均设置两连接片4301的切痕。
63.第六步,将缠绕有线圈2的载体1和磁铁3置于四个塑胶块44围设的空间内并分别实现相对簧片43和塑胶基座41的固定,且簧片43的内固定部4311对应电性连接至所述线圈
2的两电连接端。具体的,载体1的靠近塑胶基座41的底面凸设固定柱13。四个固定柱13穿设于对应的簧片43的固定孔4314内,以实现载体1相对簧片43的固定。进一步的,本发明为了便于载体1与簧片43的定位和固定,于通孔401的对应固定孔4314的位置处设置避位槽402,所述避位槽402概呈曲率大于通孔401的弧形槽结构,避位槽402暴露簧片43的固定孔4314与载体1的定位柱13固定的位置,进而便于组装时,可以自塑胶基座41的底侧控制载体1的定位,并且便于定位柱13熔融后实现与簧片43的固定。在定位柱13熔融后,针对定位柱13的位置进而点胶形成胶水5,多余的胶水5容置于溢胶孔4315内,避免胶水5过多造成底座组件4被污染。
64.本发明中,底座组件4的簧片43先定位于塑胶基座41的顶表面4101上,以与嵌设于塑胶基座41内的两金属电路42实现焊接。然后通过二次注塑成型的方式成型塑胶块44,以使塑胶块44包覆簧片43的外固定部4313与金属电路42的焊接区域,进而实现外固定部4313与塑胶基座41的稳定固定和与金属电路42的稳定电性连接。并且相较现有技术而言,通过二次注塑成型的方式成型塑胶块44同时固定簧片43的焊接区域,节省塑胶基座1的空间利用,而且固定簧片3的工序简单,成本降低,且稳定性增加。避免成型后的音圈马达100在使用过程中出现簧片43掉落的现象,降低摄像头组件的使用精度和寿命。
65.本发明中,为了避免在操作簧片43的外围的外固定部4313时,导致簧片43的变形,在簧片板材的中间位置设置中心部430,且金属电路板对应中心部430于第一外框架421内设置支撑台4232,支撑台4232于中心部430的底侧支撑中心部430。在完成簧片43的固定和焊接后,再一次性切除支撑台4232和中心部430,此种设置方式更加利于保护簧片43,使其不易变形。
66.本发明中,为了便于载体1的固定柱13与簧片43的固定孔4314的定位和固定,塑胶基座41的通孔401的外沿对应簧片43的固定孔4314的位置设置避位槽402,避让槽402与通孔401贯通,以便于在组装音圈马达时,可以于塑胶基座41的底侧对位载体1和簧片43,并且方便操作点胶。并且簧片43的固定孔4314的一侧设置溢胶孔4315,便于容纳多余的胶水5,避免造成塑胶基座41的脏污。
67.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
68.以上所述仅为本发明的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变化,均为本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1