用于使用注射聚合物的定子槽封闭的系统和方法与流程
用于使用注射聚合物的定子槽封闭的系统和方法
1.本技术是申请日为2017年12月13日、申请号为201780077313.9、发明名称为“用于使用注射聚合物的定子槽封闭的系统和方法”的发明专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求于2016年12月14日提交的美国实用新型专利申请no.15/378,743的优先权,该申请的公开内容通过引用被包含,如同在此详细地充分阐述一样。
技术领域
4.本公开涉及电动马达,且更具体地涉及一种通过利用完全或基本上封闭定子绕组的材料来填充相邻的定子齿之间的线圈绕组产生的空隙并因此协助将热从线圈绕组传导到定子而改进电动马达的定子的冷却特性的系统和方法。
背景技术:
5.本部分中的陈述仅提供与本公开相关的背景信息,其不一定是现有技术。
6.对于现代电动马达,定子的齿通常缠绕有其上具有绝缘材料的导电线。导电线通常围绕定子的每个齿包裹多次。有时使用具有圆形截面构造的线,并且有时使用带形式的线。然而,无论哪种情况,缠绕工艺通常都在导线的相邻部分之间留有多个空隙。从空隙抑制热从导电绕组热传导到定子材料的立场而言,空隙是不期望的。这可能导致定子中的不能接受的热累积。
技术实现要素:
7.在一方面,本公开涉及一种用于改进定子中的热传导的方法。所述定子可以具有导电绕组,所述导电绕组缠绕在形成于所述定子的多个齿中的相邻成对的齿之间的多个间隙中。在围绕所述齿缠绕所述导电绕组期间在所述间隙中的每个内形成有多个空隙空间。所述方法可以包括:将塞布置在所述间隙中的每个内,以封闭相邻成对的齿之间的开口。可以在足够的压力下将导热填充化合物注射到每个所述间隙中,以至少基本上填充每个间隙内的空隙空间。然后可以使所述导热填充化合物固化。
8.在另一方面,本公开涉及一种用于改进定子中的热传导的方法。所述定子可以具有导电绕组,所述导电绕组缠绕在形成于所述定子的多个齿中的相邻成对的齿之间的多个间隙中。在围绕定子齿缠绕所述导电绕组期间在所述间隙中的每个内可以形成有多个空隙空间。所述方法可以包括:将导热塞布置在所述间隙中的每个内,以封闭相邻成对的定子齿之间的开口。所述方法可以进一步包括:在足够的压力下从所述定子的相对轴向端部将可流动的导热填充化合物注射到每个所述间隙中,以至少基本上填充所述间隙内的空隙空间。
9.在又一方面,本公开涉及一种定子,所述定子包括周向主体部以及从所述周向主体部径向向内地突出的多个齿。相邻成对的齿在其间形成有间隙。所述定子可以进一步包括多个导热塞,所述导热塞中的每个被布置于每对相邻的齿之间的间隙中的相关联的一个
中。所述导热塞可以以产生所述定子的大致平滑、无突起的周向内表面的方式布置。所述定子还可以包括围绕所述齿缠绕的多个导电绕组,其中,每个所述间隙具有形成于其中且邻近所述导电绕组中的一些以及由所述齿形成的壁部的多个空隙空间。所述定子还可以包括导电填充化合物,所述导电填充化合物填充所述间隙中的每个内的空隙空间,以增强热从所述导电绕组到定子齿的传导。
10.进一步的应用领域通过在此提供的描述而变得显而易见。应理解,本描述和特定的示例仅旨在用于示出的目的,而不旨在限制本公开的范围。
附图说明
11.在此描述的附图仅用于例示目的,并且不旨在以任何方式限制本公开的范围。
12.图1是现有技术中的定子的平面图,示出定子的周向间隔开的齿;
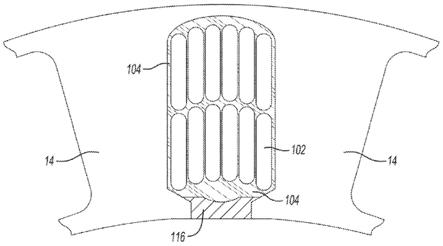
13.图2是图1的定子的相邻两个的齿的部分的简化剖视端视图,但在将两个齿分开的间隙中缠绕有带式绕组,并且示出部分地配合在间隙中以密闭间隙的盖、以及圆,该圆指示可流动的槽填充化合物可以在哪里被注射到限定间隙的容积中以填充绕组之间以及绕组与相邻两个的齿限定的内壁表面之间的空隙空间和空隙;
14.图3是示出可流动的填充化合物可以如何从定子的相对的轴向端部使用合适的注射工具同时注射到每个间隙中的简化侧视图;
15.图4示出一对定子齿的放大截面,示出如何在注射工艺完成之后利用导热填充化合物填充空隙空间;
16.图5示出在相邻成对的齿之间的所有间隙都已被导热填充化合物填充之后的图1的定子的剖视端视图;
17.图6是根据本公开的定子的另一实施例的部分透视剖视图,其中在定子的中央圆筒形主体部中形成流动路径,并且其中流动路径延伸通过定子齿中的每个以能够通过在定子的中点处开设在圆筒形主体部的外表面上的多个端口注射可流动的槽填充化合物;
18.图7是图6的定子的放大部分;
19.图8是根据本公开的定子的另一实施例的部分透视剖视图,其中使用一对相面对的歧管板形成歧管,以使可流动的槽填充化合物能够通过形成在圆筒形主体部的外表面中的端口注射并注射到邻近每个定子齿的间隙中;
20.图9是含有图8的歧管的定子的简化透视图;以及
21.图10是根据本公开的另一实施例的歧管的透视图,其中周向环与歧管一体地形成,且歧管使用过大的定子槽,该过大的定子槽为填充化合物提供额外空间以绕着空隙空间流动并且甚至更优化地填充空隙空间。
具体实施方式
22.下面的描述本质上仅是示例性的且不旨在限定本公开、本技术或本应用。应理解,在整个附图中,相应的附图标记表示相似或相应的部分或特征。
23.参照图1,示出了现有技术中的定子10。定子10包括圆筒形主体部12,向内径向地导向的多个齿14从该圆筒形主体部12突出。每个齿14均包括径向向内地延伸的壁部16和头部18,该头部18从壁部16略微地张开并且从截面上讲比壁部16的厚度大。相配合地,每两个
相邻的齿14在其之间形成沿定子10的整个轴向长度延伸的细长的间隙20。圆筒形主体部12的内壁表面22的部分与每个壁部16的表面部分24一起帮助限定间隙20中的每个。
24.参照图2和图3,示出了系统100,用于将可流动的导热槽填充化合物注射到每对相邻的定子齿14之间的间隙20中。例如,图2示出了定位在间隙20中的多个导电带式绕组102。替代地,可以使用具有圆形截面构造的多个导电绕组;因此本系统100和方法不限制与任何一种类型的绕组一起使用。然而,为了最小化空隙和空隙空间,优选地使用带式绕组并将其定位在间隙20中,以改进热传导,诸如图2中示出的。不论使用的绕组的类型如何,围绕相邻的两个齿14缠绕绕组材料的工艺都导致在绕组的部分之间以及绕组102与形成每个间隙20的内表面22和24之间形成空隙或空隙空间(interstitial space)26。空隙空间26抑制热从绕组102热传递到定子齿14,且因此可能在其中使用了定子的马达的操作期间在将定子保持在可接受的温度下时造成困难。延长的不可接受的高绕组温度可能最终导致绕组102上的绝缘材料退化且最终引起其中使用了定子10的马达发生故障。
25.参照图3,系统100通过将可流动的导热填充化合物104注射到每对相邻的定子齿14之间的间隙20中以完全地或基本上完全地封闭绕组102来解决空隙空间26的上述问题。填充化合物104还填充每个间隙20内的空隙空间且帮助将热从绕组102传导到定子齿14,其中在定子齿14处可以更有效地消散热(即,被动地或主动地通过外部定子冷却部件)。
26.填充化合物104可以是具有优异的热传导特性的聚合物材料,其以易于流动的状态保存在储存器106中。封闭使用的常用材料的热导率通常是普通聚合物数值的10倍,并且它们保持高的介电强度性能。最常见地,这些材料是在混合在一起的若干分钟之后开始固化的双组份树脂。例如,填充化合物104可以被保持在液体或类凝胶状态,使得它可以使用与注射枪108相关的外部泵送机构(未示出)被泵出。每个注射枪108均可以具有触发器110,该触发器110在被挤压时打开内阀门,以允许填充化合物104从储存器106通过喷嘴112泵送到间隙20中。在这点上,应理解,本示例中的注射枪108定位在定子10的相对的轴向端部。简明地参照图2,喷嘴112在靠近间隙20的径向最靠内区域的位置114处注射填充化合物104。为了防止填充化合物104从间隙20溢出到定子10的内部区域中,可插入塞116,以塞住间隙20的敞开的端部。塞116可以由任何合适的导热材料制成,例如在特性上类似于填充化合物104或甚至等同于填充化合物104的聚合物。无论哪种情况,为塞116选择的特定材料都应具有优异的热传导特性。
27.在一个实施方式中,塞116可以由具有小的弹性度或可变形度的聚合物制成,且可以具有能够使其以摩擦配合方式被压配合到相邻两个的齿14的相邻两个头部18之间的间隙20中的尺寸。这能够使塞116在不需要粘合剂或类似形式的附接物的情况下固定就位。替代地,每个齿14的每个头部18可以包括小的凹口部分18a,如图2所示,且塞116可以形成有与凹口18a接合的突出部分,以主动地将塞固定就位。无论哪种情况,一旦所有的塞116被安装成填充所有的间隙20,那么头部118和塞116配合地形成平滑、大致连续的周向表面,如图2中部分地指示的,该周向表面没有可能影响转子在定子10内的配合(或旋转)的突起。
28.替代地,塞116可以由非弹性或非可变形的导热材料形成。在那种情况下,塞116可以从定子10的一个轴向端部或另一轴向端部插入,以闭合间隙20。在这点上,提供具有凹口18a的头部18并且使塞116形成有在它完全滑动到定子10的一对相邻的齿14上时能够将其保持就位的截面构造也可能是有利的。
29.填充化合物104可以从注射枪108同时注射以填充间隙20。替代地,填充化合物104可以首先在定子110的一个轴向端部注射,然后在相对的轴向端部注射,或者填充化合物甚至可以以交替的方式从注射枪108中的一个注射然后从注射枪108中的另一个注射。可以预期,从定子110的轴向端部同时注射填充化合物104将是特别优选的。
30.提供合适量的压力以能够使填充化合物104由注射枪108驱入到间隙20内的各个空隙空间26中,以完全地或基本上完全地填充所有空隙空间并且完全地或至少基本上完全地(例如,90%或更大)封闭绕组102。图4示出了定子10的一部分,其中间隙20已经被填充化合物104填充。在其中使用了定子10的马达操作期间,填充化合物104显著地帮助将热从绕组102传导到定子齿14,并且因此帮助将绕组102保持在可接受的温度。
31.在实施根据本公开的方法时,可以将定子10放置在任何合适的固定装置中。然后可以将塞116插入到间隙20中的一个中。替代地,可以将塞116中的单独的塞插入到每个间隙20中,从而在开始注射填充化合物104之前闭合所有的间隙20。如果所有的间隙20被塞116中的单独的塞闭合,则可以将注射枪定位(即,利用机器或人工地)在将填充化合物注射到间隙20中的第一个间隙中的位置。填充化合物104可以以使填充化合物能够流动的加热状态(诸如液体或类凝胶状态)保存在储存器106中,使得它可以易于从储存器106泵送到注射枪108。可以使用注射枪108将可流动的填充化合物104从定子10的相对的轴向端部一次一个地、同时地注射到间隙20中,这至少基本上填充每个间隙20内的空隙空间或者完全或至少基本上完全地封闭绕组102。当完成对间隙20中的一个间隙的填充时,可以重新定位注射枪108,或替代地可以使定子10旋转预定量,从而将喷嘴112定位在下一个相邻的间隙20中,然后重复上述工艺。在这点上,还将理解,用于指引注射枪108的合适机构可以是有用的,使得喷嘴112可以在完成每个注射操作之后退出(即,远离定子10的端部轴向地移动小的距离),然后在开始新的注射循环之前朝向彼此轴向地移动到定子10上的位置114。
32.重复用于填充每个间隙20的上述工艺,直至所有间隙被填充化合物104填充。替代地,可以提供足够数量的注射枪108,从而从定子10的两个轴向端部同时地填充所有的间隙20。虽然这可能另外需要显著数量的注射枪108,但是针对定子10的每个间隙20,实际上为两个注射枪,这种构造将显著地减少在制造工艺期间填充所有的间隙20所需要的时间。
33.图5示出了根据上述方法形成的定子10’。填充化合物104填充每个间隙20内的所有空隙空间。
34.图6和图7示出了可以用于帮助构建定子的单个环形歧管板200的一部分。歧管板200可以放置在定子的相对端部处最后轴向放置的歧管板之间的任何点处,但是在一个实施例中,当定子的各个板被组装而形成成品定子时,该歧管板200被放置在定子的大约轴向中点处。因此,在歧管板200的每侧上将存在至少一个额外的板,但是更通常地,在歧管板200的每侧上可以存在足以形成具有期望的轴向长度的定子的更多个板。
35.参照图7,歧管板200包括端口202,该端口202被形成为通向歧管板的圆筒形主体部204的外表面。端口202与流动通道206连通,该流动通道206通向歧管板200的每个齿210的中空外部分208中。每个齿210均具有沿着其径向长度形成在一个或更优选地多个位置处的凹口212。端口202、流动通道206、中空外部分208和凹口212允许可流动的间隙填充化合物(例如可流动的导热聚合物)注射到端口202中并且通过凹口212被驱入到每个齿210的相对侧上的间隙214中以及从该间隙214被驱离。在所有的定子板已经与定子绕组一起组装就
位之后,可流动的填充化合物可以被驱动通过间隙214的整个轴向长度。应理解,在使用歧管板200的情况下,还可使用诸如116的塞来闭合所有的间隙214。
36.图9和图10示出了由两个镜像部分300a和300b形成的环形歧管板300的另一实施例。镜像部分300a和300b中的每个包括流动通道部302a和302b,当两个部分300a和300b组装在一起时,流动通道部302a和302b形成圆筒形主体部分304中的流动通道302。歧管板300的每个齿306被掏空,以形成与流动通道302中的一个连通的内部中空区域。每个齿306均进一步包括形成在相对侧上的至少一个开口308,更优选地多个径向间隔开的开口308,其中,开口308与每个齿的掏空部分连通。因此,从流动通道302、向外通过每个齿306并且到将每对相邻的齿306分开的间隙310中形成完整的流动路径。
37.图9示出了与定子部分312和314一起使用以形成完整的定子300’的歧管板300。在此示例中,歧管板300放置在定子300’的大约轴向中点处,但是它可以放置在任何轴向位置,使得其轴向相对的表面由单独的定子板或定子部分覆盖。然后,例如导热聚合物的可流动的填充化合物可以被注射到流动通道302中并进入每个齿306的内部区域中。可流动的填充化合物将通过开口308流出且被驱入到间隙310中并且沿着定子300’的整个轴向长度围绕绕组102(图9中未示出)。定子部分312、300和314可以经由任何合适的方式(例如,合适的粘合剂)固定在一起。再一次,可使用诸如塞116的塞来闭合间隙310。
38.图10示出了根据本公开的另一实施例的环形歧管板400。歧管板400可以组装在至少一对定子部分之间,例如图9的定子部分312和314之间。歧管板400包括外周向主体部402、径向向内地延伸的多个齿404以及具有径向延伸的多个端口408的内周向环状部406。端口408与形成在相邻成对的齿404之间的间隙410周向对准。端口408能够使填充化合物104从歧管板400的内直径处而不是从其外直径处注射,这在某些制造操作中是可能是优选的。歧管板400还提供略微过大形式的间隙410,以帮助促进导热填充化合物104流动到由每个间隙形成的容积中并遍及该容积,这可以帮助更完全地填充间隙内的空隙空间并且更完全地封闭绕组102(图10中未示出)。周向主体部402、齿404和环状部406可以一体地形成为单件部件,或替代地,在不同实施例中,它们可以形成为两个或更多个独立的部件并且通过任何合适的紧固技术(例如,机械紧固件、焊接、粘合剂等)固定在一起。歧管板400可以由高温额定(rated)塑料或替代地具有低的导电率以及适合作为马达定子组件的一体部分使用的强度的任何其他材料构造。对于歧管板400,应理解,在歧管板400的相对侧上将需要使用诸如塞116的单独的塞,以填充用于形成歧管板的其余部分的板中的间隙。
39.歧管板400的特定益处在于歧管板400的内直径处的端口408可以由来自单个储存器的填充化合物104供给。例如,储存器可以形成圆筒形储存器或“供给器”,其密封到歧管板400的内直径壁,即,密封到环状部406的内表面412,并且与围绕一个或多个端口408的区域略微重叠。填充化合物104的注射可以每次在一个间隙410中执行,其中定子(或储存器)在需要时旋转以呈现用于填充的下一个间隙。替代地,储存器可以被构造成使得填充化合物104可以同时注射到两个或更多个间隙410中,因此储存器(或替代地,定子)可以被旋转地指引,以填充间隙中的两个或更多个不同的间隙。可选地,储存器可以被构造成使得所有的间隙410在一次制造操作中由填充化合物104同时填充。
40.因此,本公开的各种系统和方法能够使相邻成对的定子齿之间的间隙中的每个内的空隙空间都由导热填充化合物104填充,这有助于显著地改善热从定子齿上的绕组向外
热传导。在此公开的方法可以实现定子中心处的空隙空间的100%的填充,以及定子的最外轴向端部处的大于90%的填充。本公开的系统和方法不会明显地增加构造定子10的总成本,它们也不需要在制作定子的方式方面进行显著的改变。
41.虽然已经描述了各种实施例,但是本领域技术人员将意识到,在不脱离本公开的情况下可作出修改或变型。示例示出了各种实施例并且不旨在限制本公开。因此,说明书和权利要求书应仅根据相关现有技术的这种必要的限制而自由地解释。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1