磁芯组装工具以及用于组装磁芯组件的系统和方法与流程
1.本公开总体上涉及磁芯组装工具以及用于组装磁芯组件的系统和方法。
背景技术:
2.磁芯在诸如电动马达和发电机的电机中广泛使用。例如,磁芯可在转子芯组件中和/或定子芯组件中使用。电机利用磁场将电能转换成机械能或反过来。磁场可由永磁体和/或电磁线圈的阵列提供。磁芯的使用使磁场的强度比没有芯的情况下的强度增加了几个数量级。典型地,诸如硅钢的钢合金用于磁芯,因为这些材料具有高的相对磁导率,相对磁导率反映材料的磁通量承载能力或材料响应于施加的磁场而获得的磁化的程度。然而,由钢合金制成的磁芯容易由于在电机的操作期间感应的交变通量而形成涡电流。这些涡电流产生电阻损耗,从而产生热,这尤其降低电机的效率。
3.通过使用由涂覆有或层压有非铁磁性绝缘材料的薄膜的钢合金薄片的堆制成的磁芯,相对于实心磁芯,涡电流可在一定程度上最小化。每个单独的层压片通常被称为叠片。涂覆钢合金薄片的绝缘材料的膜充当对涡电流的屏障,使得涡电流仅可在单独的叠片的厚度内的狭窄回路中流动。涡电流回路中的电流与回路的面积成比例,因此较薄的叠片通常对应于相对较低的涡电流损耗。照此,通常合乎期望的是,提供较薄的叠片,以便使涡电流损耗最小化。
4.典型的磁芯可具有紧紧地一起夹紧在压缩板之间的几百个甚至几千个叠片,以使叠片之间的空间量最小化。磁芯的适当操作和性能取决于具有精确堆叠的叠片,包括在整个磁芯中具有均一对齐和压缩。叠片堆中的不精确性(诸如在堆叠叠片时引入的不精确性)可导致性能问题、过早磨损和甚至由于电应力、机械应力和热应力而导致的严重失效。例如,不适当的对齐或夹紧可引起叠片之间的移动和振动,从而导致叠片沉降、不平衡、温度过高、翘曲和甚至磁芯的熔化。甚至在微小的不精确性的情况下,也可出现这些问题。例如,甚至微小的不精确性也可引起电磁通量的变化。电磁通量的变化可引起磁致伸缩应变,磁致伸缩应变可以以磁场频率的两倍振荡。这种磁致伸缩应变可引起叠片之间的移动和振动。当叠片相对于彼此移动时,涂覆叠片的绝缘材料的膜可磨损,从而导致短路、磁场不平衡、过热和潜在的灾难性失效。
5.已经提供了专门的组装工具以用于组装磁芯。然而,不精确性和对应的问题仍然存在。解决这些问题的努力包括横跨叠片的面施加粘合剂以将叠片彼此粘附,以及将叠片焊接在一起。然而,这些方法常常并不理想,因为它们增加了制造时间和成本,并且添加了对磁芯的磁通量承载能力没有贡献的材料。
6.因此,需要改进的磁芯组装工具,以及组装层压磁芯的改进系统和方法。
技术实现要素:
7.方面和优点将在以下描述中得到部分阐述,或可根据描述而为显然的,或可通过实践目前公开的主题而了解。
8.在一个方面,本公开包括组装磁芯组件的方法。示例性方法可包括:组装多个叠片堆;将多个叠片堆分级(stage)以提供磁芯组件;围绕磁芯组件组装磁芯组装工具;以及将磁体保持粘合剂注射到容纳在磁芯组装工具中的磁芯组件中的多个磁体保持槽中。
9.在另一方面,本公开包括磁芯组装工具。一种示例性磁芯组装工具可包括:第一压缩板对齐导向件,其构造成装配到磁芯组件的第一压缩板;第二压缩板对齐导向件,其构造成装配到磁芯组件的第二压缩板;多个半环形拉杆;以及夹紧板。多个半环形拉杆中的每个具有第一端部和第二端部,其中第一端部构造成附接到第一压缩板对齐导向件,并且第二端部构造成附接到夹紧板。夹紧板可包括多个压缩靴,多个压缩靴中的每个构造成将可变量的压缩施加到磁芯组件。
10.在另一方面,本公开包括磁芯组件。示例性磁芯组件可包括:磁芯,其包括夹紧在第一压缩板和第二压缩板之间的多个叠片;多个永磁体,其在叠片中的多个磁体保持槽内;以及磁体保持粘合剂,其将多个永磁体粘附在多个磁体保持槽内。磁体保持粘合剂可在叠片堆处于由磁芯组装工具施加的轴向压缩下的情况下施加,从而基本上防止磁体保持粘合剂横跨叠片的面流动。
11.技术方案1. 一种组装磁芯组件的方法,所述方法包括:组装多个叠片堆;将所述多个叠片堆分级,以提供磁芯组件;围绕所述磁芯组件组装磁芯组装工具;以及将磁体保持粘合剂注射到容纳在所述磁芯组装工具中的所述磁芯组件中的多个磁体保持槽中。
12.技术方案2. 根据任意前述技术方案所述的方法,其中,组装多个叠片堆包括:由多个叠片组装多个叠片子堆;以及由所述多个叠片子堆组装所述多个叠片堆。
13.技术方案3. 根据任意前述技术方案所述的方法,其中,所述多个叠片子堆和/或所述多个叠片堆使用堆组装工具来组装。
14.技术方案4. 根据任意前述技术方案所述的方法,其中:由多个叠片组装多个叠片子堆包括在所述多个叠片的至少部分的面向内的表面处的一个或多个位置处施加粘性粘合剂;和/或由所述多个叠片子堆组装多个叠片堆包括在所述多个叠片子堆的至少部分的面向内的表面处的一个或多个位置处施加粘性粘合剂。
15.技术方案5. 根据任意前述技术方案所述的方法,其中,将所述多个叠片堆分级以提供磁芯组件包括:将第一压缩板装配到第一压缩板对齐导向件;将多个叠片堆堆叠在装配到所述第一压缩板对齐导向件的所述第一压缩板上;以及将第二压缩板堆叠在所述多个叠片堆上。
16.技术方案6. 根据任意前述技术方案所述的方法,其中,围绕所述磁芯组件组装磁芯组装工具包括:将第一压缩板对齐导向件装配到所述磁芯组件的第一压缩板;
将多个半环形拉杆附接到所述第一压缩板对齐导向件,每个半环形拉杆的第一端部附接到所述第一压缩板对齐导向件;将第二压缩板对齐导向件装配到所述磁芯组件的第二压缩板和/或装配在由所述多个半环形拉杆包围的空间内;将夹紧板附接到所述多个半环形拉杆,每个半环形拉杆的第二端部附接到所述夹紧板。
17.技术方案7. 根据任意前述技术方案所述的方法,其中,围绕所述磁芯组件组装磁芯组装工具包括:将多个半环形拉杆附接到所述第一压缩板对齐导向件,每个半环形拉杆的第一端部附接到所述第一压缩板对齐导向件;将多个叠片堆装配在由所述多个半环形拉杆包围的空间内;将多个半环形压缩杆附接到所述多个半环形拉杆中的相应半环形拉杆,每个半环形压缩杆的第一端部附接到所述多个半环形拉杆中的一个或多个的第二端部;将第二压缩板对齐导向件装配到所述磁芯组件的第二压缩板和/或装配在由所述多个半环形压缩杆包围的空间内;以及将夹紧板附接到所述多个半环形压缩杆,每个半环形压缩杆的第二端部附接到所述夹紧板。
18.技术方案8. 根据任意前述技术方案所述的方法,其中,将磁体保持粘合剂注射到容纳在所述磁芯组装工具中的所述磁芯组件中的多个磁体保持槽中包括:将磁体保持粘合剂注射到所述磁芯组件的压缩板中的一个或多个粘合剂注射端口中;以及使所述磁体保持粘合剂流过所述压缩板中的粘合剂导管并流入穿过所述磁芯组件的多个叠片堆的一个或多个磁体保持槽。
19.技术方案9. 根据任意前述技术方案所述的方法,进一步包括:在容纳在所述磁芯组装工具中的所述磁芯组件上执行机加工操作。
20.技术方案10. 根据任意前述技术方案所述的方法,其中,在容纳在所述磁芯组装工具中的所述磁芯组件上执行机加工操作包括:使机加工工具穿过由所述磁芯组装工具的内表面限定的环形通道;以及使用所述机加工工具机加工所述磁芯组件的面向内的表面。
21.技术方案11. 根据任意前述技术方案所述的方法,包括:在执行所述机加工操作之后,在所述磁芯组件处于环境温度的情况下将所述磁芯组件从所述磁芯组装工具移除。
22.技术方案12. 根据任意前述技术方案所述的方法,进一步包括:将转子轴联接到容纳在所述磁芯组装工具中的所述磁芯组件。
23.技术方案13. 根据任意前述技术方案所述的方法,其中,将转子轴联接到容纳在所述磁芯组装工具中的所述磁芯组件包括:将所述磁芯组件和所述磁芯组装工具加热到规定的热膨胀温度和/或将转子轴冷却到规定的热收缩温度;将所述转子轴插入通过所述磁芯组件的环形转子轴接纳空间;以及
在所述磁芯组件和所述转子轴处于环境温度的情况下将所述磁芯组件从所述磁芯组装工具移除。
24.技术方案14. 根据任意前述技术方案所述的方法,进一步包括:制造所述磁芯组装工具,其中,制造所述磁芯组装工具包括:制造第一压缩板对齐导向件;将工件附接到所述第一压缩板对齐导向件;将多个叠片堆对齐表面机加工到所述工件中;以及将所述工件机加工成多个半环形拉杆。
25.技术方案15. 一种磁芯组装工具,包括:第一压缩板对齐导向件,其构造成装配到磁芯组件的第一压缩板;第二压缩板对齐导向件,其构造成装配到所述磁芯组件的第二压缩板;多个半环形拉杆;以及夹紧板;其中,所述多个半环形拉杆中的每个包括第一端部和第二端部,所述第一端部构造成附接到所述第一压缩板对齐导向件,并且所述第二端部构造成附接到所述夹紧板;并且其中,所述夹紧板包括多个压缩靴,所述多个压缩靴中的每个构造成将可变量的压缩施加到所述磁芯组件。
26.技术方案16. 根据任意前述技术方案所述的磁芯组装工具,其中,所述第一压缩板对齐导向件包括至少一个对齐导向件配合表面,并且所述第一压缩板包括至少一个压缩板配合表面,所述至少一个对齐导向件配合表面中的每个构造成与所述至少一个压缩板配合表面中的对应一个精确地配合。
27.技术方案17. 根据任意前述技术方案所述的磁芯组装工具,其中,至少一个对齐导向件配合表面包括面向外的环形配合表面,并且其中,至少一个压缩板配合表面包括面向内的环形配合表面,所述面向外的环形配合表面构造成与所述面向内的环形配合表面精确地配合;和/或其中,至少一个对齐导向件配合表面包括面向内的环形配合表面,并且其中,至少一个压缩板配合表面包括面向外的环形配合表面,所述面向内的环形配合表面构造成与所述面向外的环形配合表面精确地配合。
28.技术方案18. 根据任意前述技术方案所述的磁芯组装工具,其中,所述多个半环形拉杆各自包括叠片堆对齐表面,所述叠片堆对齐表面构造成精确地邻接磁芯组件的多个叠片堆的对应的面向外的表面。
29.技术方案19. 一种磁芯组件,包括:磁芯,其包括夹紧在第一压缩板和第二压缩板之间的多个叠片;多个永磁体,其在所述叠片中的多个磁体保持槽内;以及磁体保持粘合剂,其将所述多个永磁体粘附在所述多个磁体保持槽内,所述磁体保持粘合剂已经在所述叠片堆处于由磁芯组装工具施加的轴向压缩下的情况下被施加,从而基本上防止磁体保持粘合剂横跨所述叠片的面流动。
30.技术方案20. 根据任意前述技术方案所述的磁芯组件,其中,所述磁芯包括如根
据astm 719确定的至少0.9的叠片系数。
31.参考以下描述和所附权利要求书,这些和其它特征、方面和优点将变得更好理解。并入本说明书中并构成本说明书的部分的附图图示示例性实施例,并与描述一起用于阐释目前公开的主题的某些原理。
附图说明
32.在参考附图的说明书中阐述针对本领域普通技术人员的完整且能够实现的公开(包括其最佳模式),在附图中:图1a示意性地描绘用于电机的示例性磁芯组件的横截面视图;图1b示意性地描绘示例性磁芯组件的透视图;图1c示意性地描绘图1b的示例性磁芯组件的透视图,其中压缩板被移除以示出磁芯中的磁体保持槽;图1d示意性地描绘来自图1b的磁芯组件的压缩板的透视横截面视图;图1e示意性地描绘图1b的磁芯组件上的压缩板的近视横截面视图;图2a示出描绘用于至少部分地使用磁芯组装工具组装磁芯组件的步骤的示例性序列的流程图;图2b示意性地描绘其中容纳有图1a的磁芯组件的示例性磁芯组装工具;图2c示意性地描绘其中容纳有图1a的磁芯组件的另一个示例性磁芯组装工具;图3a示出描绘用于组装用于磁芯组件的多个叠片堆的步骤的示例性序列的流程图;图3b示意性地描绘其中容纳有由多个叠片组装的叠片子堆的堆组装工具;图3c示意性地描绘当由多个叠片组装叠片子堆时和/或当由多个叠片子堆组装叠片堆时用于施加粘合剂的位置;图3d示意性地描绘由多个叠片子堆组装的示例性叠片堆;图4a示出描绘用于将多个叠片堆分级以提供磁芯组件的步骤的示例性序列的流程图;图4b至图4h示意性地描绘用于将多个叠片堆分级以提供磁芯组件的序列的相应步骤;图5a示出描绘用于围绕磁芯组件组装磁芯组装工具的步骤的示例性序列的流程图;图5b至图5d示意性地描绘用于围绕磁芯组件组装磁芯组装工具的序列的相应步骤;图5e至图5j示意性地描绘用于围绕磁芯组件组装磁芯组装工具的序列的相应步骤;图5k至图5n示意性地描绘利用磁芯组装工具压缩磁芯组件的相应步骤;图6a示出描绘用于将磁体保持粘合剂注射到容纳在磁芯组装工具中的磁芯组件中的步骤的示例性序列的流程图;图6b示意性地描绘磁体保持粘合剂被注射到容纳在图2a的磁芯组装工具中的磁芯组件中;
图6c示出描绘用于在容纳在磁芯组装工具中的磁芯组件上执行机加工操作的步骤的示例性序列的流程图;图6d示意性地描绘在容纳在磁芯组装工具中的磁芯组件上执行的机加工操作;图6e示意性地描绘在图6c和图6d的机加工操作期间图3c的粘合剂的移除;图6f示出描绘用于将转子轴安装在容纳在磁芯组装工具中的磁芯组件的内径处的步骤的示例性序列的流程图;图6g和图6h示意性地描绘转子轴联接到容纳在磁芯组装工具中的磁芯;图7a示出描绘用于制造磁芯组装工具的步骤的示例性序列的流程图;以及图7b至图7e示意性地描绘用于制造磁芯组装工具的示例性序列。
33.在本说明书和附图中参考字符的重复使用旨在表示本公开的相同或相似的特征或元件。
具体实施方式
34.现在将详细地参考目前公开的主题的示例性实施例,其一个或多个示例在附图中图示。每个示例通过阐释的方式提供,并且不应当被解释为限制本公开。事实上,对于本领域技术人员来说将显而易见的是,在不脱离本公开的范围的情况下,可在本公开中作出多种修改和变型。例如,作为一个实施例的部分图示或描述的特征可与另一个实施例一起使用,以产生再一个另外的实施例。因此,意图的是,本公开涵盖如归入所附权利要求书及其等同体的范围内的这样的修改和变型。
35.理解的是,用语“上游”和“下游”指代相对于流体路径中的流体流的相对方向。例如,“上游”指代流体所流自的方向,且“下游”指代流体所流至的方向。还理解的是,诸如“顶部”、“底部”、“向外”、“向内”等的用语是方便的词语,并且将不被解释为限制性用语。如本文中所使用的,用语“第一”、“第二”和“第三”可能够互换地使用,以将一个构件与另一个构件区分开,并且不旨在表示单独构件的位置或重要性。用语“一”和一个”不表示数量的限制,而是表示存在引用的项目中的至少一个。
36.在此且遍及说明书和权利要求书,范围限制组合且互换,并且除非上下文或语言另外指示,否则这样的范围被标识且包括包含在其中的所有子范围。例如,本文中所公开的所有范围都包括端点,且端点能够彼此独立地组合。
37.如在本文中遍及说明书和权利要求书而使用的近似语言适用于修饰可容许变化的任何定量表示,而不会造成与其相关的基本功能的改变。因此,由诸如“大约”、“近似地”和“基本上”的一个或多个用语修饰的值将不限于所指定的精确值。在至少一些实例中,近似语言可对应于用于测量该值的仪器的精度,或用于构造或制造构件和/或系统的方法或机器的精度。例如,近似语言可指代处于百分之10的裕度内。
38.本公开总体上提供了改进的磁芯组件、磁芯组装工具以及用于组装磁芯组件的系统和方法。目前公开的工具、系统和方法有助于改进磁芯组件的分级和对齐,并保持磁芯组件的适当压缩和对齐,从而减小叠片的翘曲、移位或对磁芯组件的损坏的可能性。目前公开的磁芯组装工具提供了用于以提高的精度和更严格的公差分级、组装、对齐和压缩磁芯组件的构件的系统。另外,目前公开的磁芯组装工具提供了用于对容纳在磁芯组装工具中的磁芯组件执行组装步骤的系统,该组装步骤为诸如将磁体保持粘合剂注射到磁芯组件的磁
体保持槽中,在磁芯组件上执行机加工操作,和/或将转子轴联接到磁芯组件。这些组装步骤可在不从磁芯组装工具移除磁芯组件的情况下执行。另外,这些组装步骤可在将磁芯组件保持在恒定轴向压力下时执行。
39.利用目前公开的工具、系统和方法,可提供具有提高的相对磁导率的磁芯组件。磁芯的相对磁导率取决于构成磁芯的叠片多么紧密地和均一地夹紧在一起。层压磁芯的这种紧密度和均一性可由根据astm 719
ꢀ“
用于磁性材料的叠片系数的标准测试方法”的叠片系数s表征。叠片系数也可被称为空间系数或堆叠系数。叠片系数指示由于氧化物的存在、粗糙度、绝缘涂层和影响构成磁芯的叠片的钢表面的其它条件而导致的有效钢体积的缺失量。因此,目前公开的工具、系统和方法可提供具有提高的叠片系数的磁芯组件。通过示例的方式,磁芯组件可具有大于0.8、诸如至少0.9、诸如至少0.95、诸如至少0.96、诸如至少0.97、诸如至少0.98、诸如至少0.99的叠片系数。
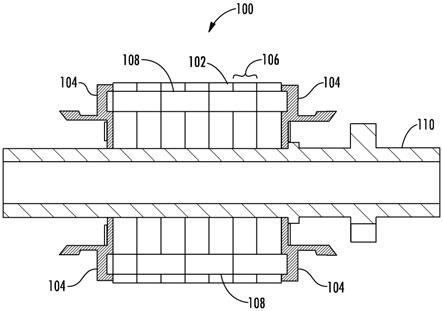
40.图1a示意性地描绘用于电机的磁芯组件100。磁芯组件100包括由夹紧在压缩板104之间的多个叠片构成的磁芯102。构成磁芯102的多个叠片可作为多个叠片堆106提供。磁芯102可包括多个永磁体108或电磁绕组。如参考图3a至图3d所讨论的,每个叠片堆106可包括多个叠片子堆,并且每个叠片子堆可包括多个单独的叠片。如所示出的,磁芯组件100可为用于电机的转子芯组件,因为磁芯组件100包括可操作地联接到转子芯的转子轴110。然而,本公开包括任何磁芯组件100,其包括转子芯组件和定子芯组件等,并且包括转子轴110不应当被解释为限制本公开。例如,将认识到,通过去除转子轴110,如所示出的示例性磁芯组件100可另外或备选地反映定子芯组件以及其它磁芯组件。
41.图1b和图1c中示出示例性磁芯组件100的另一个实施例。如图1b中所示出的,示例性磁芯组件100包括由夹紧在压缩板104之间的多个叠片(例如,叠片堆和/或叠片子堆)构成的磁芯102。构成磁芯102的叠片包括一个或多个面向外的表面116和一个或多个面向内的表面118。图1c示出图1b的示例性磁芯组件100,但是其中移除压缩板104,以示出保持多个永磁体108和/或多个永磁体节段114的多个磁体保持槽112。如图1d和图1e中所示出的,示例性压缩板104包括一个或多个注射端口120,注射端口120通向粘合剂导管122,粘合剂导管122限定用于使磁体保持粘合剂流入磁芯102中的多个磁体保持槽112的路径。在一些实施例中,粘合剂导管122包括多个磁体保持凹槽124。多个磁体保持凹槽124可互连,从而限定粘合剂导管122的至少部分。备选地,多个磁体保持凹槽124可各自单独地限定粘合剂导管122的至少部分。一个或多个注射端口120可用于注射磁体保持粘合剂,如下面参考图6a和图6b所讨论的。
42.图2a示出描绘至少部分地使用磁芯组装工具200组装磁芯组件100的示例性方法250的流程图。图2b和图2c分别示出其中容纳有图1a的磁芯组件100的示例性磁芯组装工具200。如图2b中所示出的,示例性磁芯组装工具200可包括第一压缩板对齐导向件202、多个半环形拉杆204、第二压缩板对齐导向件206和夹紧板208。如图2c中所示出的,示例性磁芯组装工具200可另外包括设置在多个半环形拉杆204和夹紧板208之间的多个半环形压缩杆205。磁芯组装工具200可使用图2a中描绘的方法组装。示例性方法250可包括组装多个叠片堆106(框252)。示例性方法可任选地包括将多个叠片堆106分级以提供磁芯组件454(图4h)(框254)。示例性方法250可另外或备选地包括围绕磁芯组件454组装磁芯组装工具200(框256)。例如,磁芯组装工具200可围绕分级的磁芯组件100组装。另外或在备选方案中,磁芯
组装工具200可在并行地将磁芯组件100分级时组装。示例性方法250可包括将磁体保持粘合剂注射到容纳在磁芯组装工具200中的磁芯组件454中的多个磁体保持槽112中(框258)。示例性方法250可任选地包括在容纳在磁芯组装工具200中的磁芯组件454上执行机加工操作(框260)和/或将转子轴110联接到容纳在磁芯组装工具200中的磁芯组件454(框262)。示例性方法250可包括将磁芯组件100从磁芯组装工具200移除(框264)。下面参考图4a至图4h、图5a至图5i、图6a至图6h和图7a至图7e更详细地讨论示例性磁芯组装工具200和示例性方法250。
43.典型地,磁芯102包括一起紧紧地夹紧在压缩板104之间的多个叠片堆106。组装磁芯组件100的示例性方法250可包括组装多个叠片堆106(框252),例如,如下面参考图3a至图3d所讨论的。叠片堆106可随后组合在一起,以组装如本文中所描述的磁芯组件100。磁芯102可包括数千个单独的叠片。如图3a中所示出的,组装多个叠片堆106的方法252(图2b的框252)包括由多个叠片组装多个叠片子堆(框300),以及然后由多个叠片子堆组装多个叠片堆106(框302)。
44.如图3b中所示出的,可使用堆组装工具306组装叠片子堆304。堆组装工具306包括第一夹紧部件308、第二夹紧部件310和压缩部件312,压缩部件312构造成将压缩力施加到夹紧在第一夹紧部件308和第二夹紧部件310之间的多个叠片314。压缩部件312可由液压机、人工致动等驱动,从而将夹紧压力施加到多个叠片314。
45.多个叠片314被放置在堆组装工具306中,并且任选地一小滴粘性粘合剂316可施加在选择的位置处。例如,如图3c中所示出的,粘性粘合剂316可施加在叠片314的面向内的表面118的一个或多个位置处。可使用任何合适的热塑性材料作为粘性粘合剂316。粘性粘合剂316临时将叠片314保持在位,并且可在磁芯组件100的组装中的后续时刻被移除。多个叠片314使用千分尺等对齐,并在堆组装工具306中紧紧地夹紧在一起。施加到多个叠片314的夹紧压力可在从0.5至2.5兆帕的范围内。在粘性粘合剂316已凝固之后,从堆组装工具306移除多个叠片314,从而提供叠片子堆304。叠片子堆304可包括任何数量的叠片314。例如,叠片子堆304可包括在2至100个之间的叠片314、在2至50个之间的叠片314、在2至25个之间的叠片314或在2至10个之间的叠片314。
46.可形成多个叠片子堆304,这些叠片子堆随后可组合在一起以形成如图3d中所示出的叠片堆106。叠片堆106可使用如图3b中所示出的堆组装工具306来组装。多个叠片子堆304被放置在堆组装工具306中,并且任选地一小滴粘性粘合剂316可施加在选择的位置处。例如,如图3c中所示出的,粘性粘合剂316可被放置在叠片子堆304的面向内的表面118的一个或多个位置处。可使用任何合适的热塑性材料作为粘性粘合剂316,诸如使用当组装叠片子堆304时用作用于粘附叠片314的粘性粘合剂316的相同的热塑性材料。粘性粘合剂316临时将叠片子堆304保持在位,并且可在磁芯组件100的组装中的后续时刻被移除。
47.多个叠片子堆304可使用千分尺等对齐,并在堆组装工具306中紧紧地夹紧在一起。施加到多个叠片子堆304的夹紧压力可在从0.5至2.5兆帕的范围内。在粘性粘合剂316已凝固之后,可从堆组装工具306移除多个叠片子堆304,从而提供叠片堆106。叠片堆106可包括任何数量的叠片子堆304。例如,叠片堆106可包括在2至1000个之间的叠片子堆304、在2至500个之间的叠片子堆304、在2至100个之间的叠片子堆304、在2至50个之间的叠片子堆304、在2至25个之间的叠片子堆304或在2至10个之间的叠片子堆304。
48.在示例性实施例中,叠片子堆304可使用千分尺等在多种位置处测量。这些测量值可被记录在例如数据库中,该数据库将测量值与叠片子堆304和叠片子堆304上对应于测量值的位置相关联。例如,可测量叠片子堆的厚度、对齐度、圆柱度、同心度、垂直度、平行度和/或倾斜度等。叠片堆106可由至少部分地基于这样的测量值选择的多个叠片子堆304选择性地组装。叠片子堆304可选择性地添加到正在组装的叠片堆106,使得叠片子堆304中的变化至少部分地彼此抵消。例如,具有厚度变化的多个叠片子堆304可添加到叠片堆106,使得厚度变化分布在整个叠片堆106中。这样的变化可周期性地、均一地或均匀地分布在整个叠片堆106中。这样分布的变化可至少部分地彼此抵消,从而将所得叠片堆106中的变化保持在可接受的公差范围318内。在一些实施例中,叠片子堆304中的变化在所得叠片堆106中可变得不明显。
49.参考图2a,组装磁芯组件100的示例性方法250可包括将磁芯组件100分级(框254)。示例性方法250可包括围绕磁芯组件454组装磁芯组装工具200(框256)。在一些实施例中,磁芯组件454可如下面参考图4a至图4h所讨论的那样分级。磁芯组装工具200可围绕分级的磁芯组件454组装。另外或在备选方案中,磁芯组装工具200可在并行地将磁芯组件100分级时围绕磁芯组件454组装,如下面参考图5a至图5j所讨论的。磁芯组件100可使用磁芯组装工具200压缩,如下面参考图5k和图5l所讨论的。
50.如图4a中所示出的,将多个叠片堆106分级以提供磁芯组件454的方法254(图2b的框254)可包括:将第一压缩板对齐导向件202装配到第一压缩板104(框400);在装配到第一压缩板对齐导向件202的第一压缩板104上堆叠和至少部分地对齐多个叠片堆(框402);以及在多个叠片堆上堆叠第二压缩板104(框404)。
51.如图4b中所示出的,磁芯组装工具200包括构造成与压缩板104配合的第一压缩板对齐导向件202。磁芯组件100的压缩板104以精确的尺寸制造。例如,针对压缩板104的典型公差可从0至25密耳,诸如从0至15密耳,诸如从0至10密耳,诸如从0至5密耳。在转子芯的情况下,压缩板104与转子芯组件一起旋转。压缩板104的精确制造有助于确保压缩板104不会导致磁芯组件100中的不平衡。当使用磁芯组装工具200将磁芯组件100分级和组装时,这种精度允许压缩板104用作用于对齐多个叠片堆106的参考点。磁芯组装工具200可至少在接触和对齐压缩板104和/或叠片堆106的表面处以精确的尺寸类似地制造。例如,针对磁芯组装工具200的典型公差可从0至25密耳,诸如从0至15密耳,诸如从0至10密耳,诸如从0至5密耳。
52.如所示出的,压缩板104可包括至少一个压缩板配合表面406,并且第一压缩板对齐导向件202可包括构造成与至少一个压缩板配合表面406精确地配合的至少一个对齐导向件配合表面408。例如,压缩板配合表面406和对齐导向件配合表面408可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差彼此配合。压缩板配合表面406和对齐导向件配合表面408可包括一个或多个环形配合表面和/或一个或多个侧向配合表面。例如,压缩板104可包括面向内的环形配合表面410,其与第一压缩板对齐导向件202上的面向外的环形配合表面412精确地配合。另外或在备选方案中,压缩板104可包括面向外的环形配合表面414,其与第一压缩板对齐导向件202上的面向内的环形配合表面416精确地配合。另外,压缩板104可包括第一侧向配合表面418,其与第一压缩板对齐导向件202上的第二侧向配合表面420精确地配合。压缩板104可另外包括第三侧向配合表面422,
其与压缩板对齐导向件202上的第四侧向配合表面424精确地配合。配合表面有助于在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需公差内将压缩板104和第一压缩板对齐导向件202对齐。使用压缩板104作为参考点,这样的对齐有助于在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需公差内类似地对齐磁芯组件100的叠片堆106。
53.当将压缩板104装配到第一压缩板对齐导向件202时,可测量一个或多个配合表面,并且可使用一个或多个垫片来补偿与一个或多个公差的偏差。例如,第一侧向配合表面418和第三侧向配合表面422之间的第一轴向距离426可与第二侧向配合表面420和第四侧向配合表面424之间的第二轴向距离428相比较。例如,在第一轴向距离426和第二轴向距离428之间出现偏差的情况下,可利用一个或多个垫片430,以使偏差处于可适用的公差内。
54.参考图4a,在压缩板104装配到第一压缩板对齐导向件202的情况下,将磁芯组件分级的方法254可继续在第一压缩板对齐导向件202上堆叠和至少部分地对齐多个叠片堆106(框402)。如图4c至图4h中所示出的,多个导向柱432可用于在堆叠期间有助于至少部分地对齐多个叠片堆106。导向柱432可构造成装配在压缩板104中的磁体保持凹槽124(图1d和图1e)内。叠片堆106中的磁体保持槽112(图1c)构造成围绕导向柱432装配。当堆叠多个叠片堆106时,导向柱432被移除并利用永磁体108和/或永磁体节段114替代。可使用导向柱432堆叠和对齐多个叠片堆106,并且可以以任何期望的序列将导向柱432移除并利用永磁体108和/或永磁体节段114替代。在一些实施例中,多个叠片堆106和第一多个永磁体438可使用导向柱432顺序地堆叠成层。图4c至图4h中示出示例性序列。示例性序列开始于将多个导向柱432放置在第一压缩板434中的多个磁体保持凹槽124中(图4c),并将第一多个叠片堆436堆叠在第一压缩板434上,其中第一多个叠片堆436中的磁体保持槽112围绕导向柱432装配(图4d)。示例性序列继续移除导向柱432并将第一多个永磁体438插入磁体保持槽112中(图4e)。序列可继续,直到达到期望的堆高度。
55.在一些实施例中,可使用长导向柱440和短导向柱442的组合,以便提供互锁的导向柱432和叠片堆106。长导向柱440可具有选择成以便超过叠片堆106的高度的长度,使得长导向柱440可提供用于添加一个或多个后续叠片堆106以及将相邻叠片堆106彼此对齐的导向件。短导向柱442可具有选择成对应于叠片堆106的高度的长度。另外或在备选方案中,可使用长永磁体444和短永磁体446的组合,以便提供互锁的永磁体438和导向柱432。长永磁体444可具有选择成以便超过叠片堆106的高度的长度,使得长永磁体444可与相邻的叠片堆106互锁。短永磁体446可具有选择成对应于叠片堆106的高度的长度。
56.可通过以下方式添加额外的叠片堆:将多个导向柱432放置在已经堆叠在第一压缩板434上的第一多个叠片堆436中的多个磁体保持槽112中,并将一个或多个额外的叠片堆448添加到堆,其中一个或多个额外的叠片堆448中的磁体保持槽112围绕导向柱432装配(图4f)。导向柱432可被再次移除,并且将第二多个永磁体450插入一个或多个额外的叠片堆448中的多个磁体保持槽112中(图4f和图4g)。该序列可继续(图4g和图4h),直到获得期望的堆高度(图4h)。第二压缩板452在堆的与第一压缩板434相反的端部上被放置在位,从而提供分级的磁芯组件454(图4h)。
57.现在转到图5a,将描述组装磁芯组装工具200的示例性方法256。如参考图5b至图5d所示出的,磁芯组装工具200可围绕分级的磁芯组件454组装(图2b的框256)。另外或在备选方案中,如参考图5e至图5j所示出的,磁芯组装工具200可在并行地将磁芯组件454分级
时组装(图2b的框256)。组装磁芯组装工具200的示例性方法256可包括将多个半环形拉杆204附接到第一压缩板对齐导向件202,其中每个半环形拉杆的第一端部附接到第一压缩板对齐导向件202(框500)。示例性方法256可包括将第二压缩板对齐导向件206装配到第二压缩板452和/或装配在由多个半环形拉杆204包围的空间内(框502)。示例性方法256可包括将夹紧板208附接到多个半环形拉杆204,其中每个半环形拉杆204的第二端部附接到夹紧板208(框504)。
58.图5b至图5d示出磁芯组装工具200的示例性实施例。如图5b至图5d中所示出的,磁芯组装工具200可包括第一压缩板对齐导向件202、多个半环形拉杆204、第二压缩板对齐导向件206和夹紧板208。图5b至图5d中所示出的磁芯组装工具200可用于组装已经如参考图4a至图4h所描述的那样分级的磁芯组件100。多个半环形拉杆204可各自利用多个螺栓等在一个或多个附接点506处附接到第一压缩板对齐导向件202。每个半环形拉杆204可包围磁芯组件454的半环形部分。半环形拉杆204附接到第一压缩板对齐导向件202的附接点506精确地定位。当附接到第一压缩板对齐导向件202时,多个半环形拉杆204可一起限定环形件508,环形件508具有包围磁芯组件454的叠片堆106的内部环形表面。磁芯组装工具200可包括任何数量的半环形拉杆204。
59.半环形拉杆204可包括一个或多个叠片堆对齐表面510。叠片堆对齐表面510可至少部分地由半环形拉杆204所限定的环形件508的内部环形表面限定。叠片堆对齐表面510可构造成精确地邻接叠片堆106的一个或多个面向外的表面116,从而进一步将叠片堆106彼此对齐和/或与压缩板104对齐,在每种情况下都在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需的公差内。例如,叠片堆对齐表面510可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差邻接叠片堆106的一个或多个面向外的表面116。
60.参考图4b和图5c,第二压缩板对齐导向件206包括至少一个对齐导向件配合表面408,该表面构造成在一个或多个环形配合表面和/或一个或多个侧向配合表面处与第二压缩板452的至少一个压缩板配合表面406精确地配合。第二压缩板对齐导向件206可轴向地插入到由多个半环形拉杆204限定的环形件508的内部环形空间中并与第二压缩板452配合(例如,在半环形拉杆204已经附接到第一压缩板对齐导向件202之后)。备选地,在将半环形拉杆204附接到第一压缩板对齐导向件202之前,第二压缩板对齐导向件206可与第二压缩板452配合。一个或多个叠片堆对齐表面510可构造成精确地邻接第二压缩板对齐导向件206的一个或多个面向外的表面512,从而有助于在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需的公差内对齐第二压缩板452和/或叠片堆106。例如,叠片堆对齐表面510可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差邻接第二压缩板对齐导向件206的一个或多个面向外的表面512。在一些实施例中,第一压缩板对齐导向件202、多个半环形拉杆204和第二压缩板对齐导向件206的组合提供了一种用于以提高的精度和更严格的公差将叠片堆106彼此对齐和/或与压缩板104对齐的系统。
61.参考图5d,在半环形拉杆204已经附接到第一压缩板对齐导向件202并且第二压缩板对齐导向件206已经轴向地插入到由多个半环形拉杆204限定的环形件508的内部环形空间中并且与第二压缩板452配合之后,夹紧板208可附接到半环形拉杆204。夹紧板208可利用多个螺栓等在一个或多个附接点514处附接到半环形拉杆204。夹紧板208包括多个压缩
靴516,每个压缩靴构造成通过调节对应于相应压缩靴516的压缩螺栓518将可变量的压缩施加到磁芯组件454。
62.可提供任何数量的压缩靴516。例如,磁芯组装工具200中的压缩靴516的数量可在从6至48个靴、从6至12个靴、从8至24个靴、从18至36个靴、从24至48个靴或从36至48个靴的范围内。在压缩靴被上紧时,压缩力被施加到容纳在磁芯组装工具200中的磁芯组件454。可针对每个压缩靴516单独地调节压缩力。这样的单独的调节可用于将更均一的压缩施加到叠片堆106。
63.图5e至图5j示出磁芯组装工具200的另一个示例性实施例。图5e至图5j中所示出的磁芯组装工具200可用于组装已经如参考图4a至图4h所描述的那样分级的磁芯组件100。另外或在备选方案中,图5e至图5j中所示出的磁芯组装工具200可用于在并行地将磁芯组件100分级时(诸如在并行地将磁芯组装工具200内的磁芯组件100分级时)组装磁芯组件100。如图5e至图5j中所示出的,磁芯组装工具200可包括第一压缩板对齐导向件202、多个半环形拉杆204、多个半环形压缩杆205、第二压缩板对齐导向件206和夹紧板208。多个半环形拉杆204可各自利用多个螺栓等在一个或多个附接点506处附接到第一压缩板对齐导向件202。当附接到第一压缩板对齐导向件202时,多个半环形拉杆204可一起限定环形件508。
64.如图5e中所示出的,多个叠片堆106可插入由多个半环形拉杆限定的环形件508的内部环形空间内。半环形拉杆204可分别包围叠片堆106的半环形部分。半环形拉杆204可包括一个或多个叠片堆对齐表面510。叠片堆对齐表面510可至少部分地由半环形拉杆204所限定的环形件508的内部环形表面限定。叠片堆对齐表面510可构造成精确地邻接叠片堆106的一个或多个面向外的表面116,从而进一步将叠片堆106彼此对齐和/或与压缩板104对齐,在每种情况下都在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需的公差内。例如,叠片堆对齐表面510可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差邻接叠片堆106的一个或多个面向外的表面116。磁芯组装工具200可包括任何数量的半环形拉杆204。
65.如图5f中所示出的,多个永磁体450可插入到磁体保持槽112中。在叠片堆106已经定位在由多个半环形拉杆204限定的环形件508的环形空间内之后,永磁体450可插入到磁体保持槽112中。另外或在备选方案中,永磁体450和叠片堆106可顺序地插入由多个半环形拉杆204限定的环形件508的环形空间内,如参考图4c至图4h所描述的。然而,在一些实施例中,叠片堆106可顺序地插入由多个半环形拉杆204限定的环形件508的环形空间内,而不使用导向柱432。例如,导向柱432可能是不必要的,至少部分地是因为叠片堆106可由多个半环形拉杆204的叠片堆对齐表面510对齐的公差的程度。如图5g中所示出的,第二压缩板452可添加到多个叠片堆106。
66.如图5e至图5g中所示出的,多个半环形拉杆204可构造成其高度使得多个叠片堆106中的每个可具有向外延伸超过由多个半环形拉杆204限定的环形件508的环形空间的突出部分511。多个叠片堆106可被多个半环形压缩杆205压缩突出部分511延伸超过环形件508的环形空间的距离的至少部分。
67.现在参考图5a和图5h至图5j,多个半环形压缩杆205可利用多个螺栓等在一个或多个附接点507处分别附接到多个半环形拉杆204中的一个或多个。如图5a中所示出的,在一些实施例中,组装磁芯组装工具200的示例性方法256可包括将多个叠片堆106装配在由
多个半环形拉杆包围的空间内(诸如在将多个叠片堆106分级之前)(框501)。例如,磁芯组件100可在部分组装的磁芯组装工具200内分级。
68.示例性方法256可包括将多个半环形压缩杆205附接到多个半环形拉杆204(框503)。多个半环形压缩杆205中的相应半环形压缩杆205的第一端部可附接到多个半环形拉杆204中的一个或多个的第二端部。示例性方法256可包括将第二压缩板对齐导向件装配到第二压缩板452和/或装配在由多个半环形压缩杆205包围的空间内(框505)。示例性方法256可包括将夹紧板208附接到多个半环形压缩杆205,其中每个半环形压缩杆205的第二端部附接到夹紧板208(框517)。
69.如图5h中所示出的,通过将相应的半环形压缩杆205附接到多个半环形拉杆204,多个叠片堆106通过多个半环形压缩杆205由多个半环形拉杆204包围。例如,多个叠片堆106可至少部分地被压缩,使得多个叠片堆106的突出部分511的至少部分可在由多个半环形拉杆204限定的环形件508的环形空间内移动。在一些实施例中,多个叠片堆106的突出部分511可与多个半环形拉杆204的端部部分(诸如多个半环形拉杆的面向多个半环形压缩杆205的端部部分)对齐。半环形压缩杆205附接到半环形拉杆204的附接点507精确地定位。当附接到多个半环形拉杆204时,多个半环形压缩杆205可一起限定具有包围第二压缩板452的内部环形表面的环形件509。磁芯组装工具200可包括任何数量的半环形压缩杆205。
70.半环形压缩杆205可包括一个或多个压缩板对齐表面513。压缩板对齐表面513可至少部分地由半环形压缩杆205所限定的环形件509的内部环形表面限定。压缩板对齐表面513可构造成精确地邻接第二压缩板452的一个或多个面向外的表面515,从而有助于例如在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需的公差内将第二压缩板452与磁芯组件454对齐。例如,压缩板对齐表面513可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差邻接第二压缩板452的一个或多个面向外的表面515。
71.参考图4b和图5i,第二压缩板对齐导向件206包括至少一个对齐导向件配合表面408,该表面构造成在一个或多个环形配合表面和/或一个或多个侧向配合表面处与第二压缩板452的至少一个压缩板配合表面406精确地配合。第二压缩板对齐导向件206可轴向地插入到由多个半环形压缩杆205限定的环形件509的内部环形空间中并与第二压缩板452配合(例如,在多个半环形压缩杆205已经附接到多个半环形拉杆204之后)。备选地,在将第二压缩板452轴向地插入到由多个半环形压缩杆205限定的环形件509的内部环形空间中并与第二压缩板452配合之前,第二压缩板对齐导向件206可与第二压缩板452配合。一个或多个压缩板对齐表面513可构造成精确地邻接第二压缩板对齐导向件206的一个或多个面向外的表面512,从而有助于在针对圆柱度、同心度、垂直度、平行度和/或倾斜度等的所需的公差内对齐第二压缩板452和/或叠片堆106。例如,压缩板对齐表面513可以以从0至25密耳、诸如从0至15密耳、诸如从0至10密耳、诸如从0至5密耳的公差邻接第二压缩板对齐导向件206的一个或多个面向外的表面512。在一些实施例中,第一压缩板对齐导向件202、多个半环形拉杆204、多个半环形压缩杆205和第二压缩板对齐导向件206的组合提供了一种用于以提高的精度和更严格的公差将叠片堆106彼此对齐和/或与压缩板104对齐的系统。
72.参考图5j,在多个半环形压缩杆205已经附接到多个半环形拉杆204并且第二压缩板对齐导向件206已经轴向地插入到由多个半环形压缩杆205限定的环形件509的内部环形空间中并且与第二压缩板452配合之后,夹紧板208可附接到多个半环形压缩杆205。夹紧板
208可利用多个螺栓等在一个或多个附接点519处附接到半环形压缩杆205。夹紧板208包括多个压缩靴516,每个压缩靴构造成通过调节对应于相应压缩靴516的压缩螺栓518将可变量的压缩施加到磁芯组件454。
73.可提供任何数量的压缩靴516。例如,磁芯组装工具200中的压缩靴516的数量可在从6至48个靴、从6至12个靴、从8至24个靴、从18至36个靴、从24至48个靴或从36至48个靴的范围内。在压缩靴被上紧时,压缩力被施加到容纳在磁芯组装工具200中的磁芯组件454。可针对每个压缩靴516单独地调节压缩力。这样的单独的调节可用于将更均一的压缩施加到叠片堆106。
74.现在参考图5k,在一些实施例中,夹紧板208可包括见证槽520以观察压缩靴516的位置,并且压缩靴可包括能够通过见证槽520观察的位置标记522以指示压缩靴516的位置。压缩靴516中的一些或所有可包括见证槽520。见证槽520可用于确认每个压缩靴516已经将磁芯组件454中的叠片堆106压缩了所需公差内的轴向距离。另外,在一些实施例中,压缩靴516可包括压力传感器524,诸如测压元件,以确认每个压缩靴516已经施加了在所需公差内的轴向压缩压力。例如,典型的轴向压缩压力公差可为从0.5至2.5兆帕,诸如从0.5至1.0兆帕,诸如从1.0至1.5兆帕,诸如从1.5至2.0兆帕,或者诸如从2.0至2.5兆帕。
75.如图5l中所示出的,磁芯组装工具200可包括三个半环形拉杆204。备选地,磁芯组装工具200可包括两个半环形拉杆204或多于三个半环形拉杆204,诸如从3至8个半环形拉杆204。在多种实施例中,环形间隙可存在于相应的半环形拉杆204之间。如图5m中所示出的,磁芯组装工具200可包括三个半环形压缩杆205。备选地,磁芯组装工具200可包括两个半环形压缩杆205或多于三个半环形压缩杆205,诸如从3至8个半环形拉杆204。在多种实施例中,环形间隙可存在于相应的半环形压缩杆205之间。如图5n中所示出的,多个半环形拉杆204和多个半环形压缩杆205可构造成彼此重叠。例如,半环形拉杆204可与两个半环形压缩杆205重叠,并且半环形压缩杆205可与两个半环形拉杆204重叠。
76.优选的是,一旦已经组装了磁芯组装工具200并且磁芯组件454被轴向地压缩,磁芯组件454就在恒定的轴向压缩下保持被压缩。因此,磁芯组装工具200构造成使得后续的组装步骤(诸如下面关于图6a至图6g所讨论的那些步骤)可在磁芯组件454容纳在磁芯组装工具200内的情况下执行。例如,参考图2b,组装磁芯组件100的示例性方法250可进一步包括将磁体保持粘合剂注射到容纳在磁芯组装工具200中的磁芯组件454中的多个磁体保持槽112中(框258)。另外,示例性方法250还任选地包括在容纳在磁芯组装工具200中的磁芯组件454上执行机加工操作(框260)和/或将转子轴110联接到容纳在磁芯组装工具200中的磁芯组件454(框262)。
77.现在参考图6a至图6g,将描述将磁体保持粘合剂注射到磁芯组件454中的多个磁体保持槽112中的示例性方法(图2b的框258)。如图6a中所示出的,将磁体保持粘合剂注射到磁芯组件454中的示例性方法258(图2b的框258)可包括将磁体保持粘合剂注射到压缩板104中的一个或多个粘合剂注射端口120中(框600)。示例性方法258可包括使磁体保持粘合剂流过压缩板104中的粘合剂导管122并流入穿过磁芯组件454的多个叠片堆106的一个或多个磁体保持槽112(框602)。
78.图6b示出将磁体保持粘合剂604注射到磁芯组件454中。如所示出的,磁体保持粘合剂604流过通向压缩板104中的粘合剂导管122的一个或多个注射端口120。粘合剂导管
122可包括一个或多个磁体保持凹槽124。磁体保持粘合剂604流入穿过磁芯组件454的多个叠片堆106的一个或多个磁体保持槽112。当永磁体存在于磁体保持槽112中时,施加磁体保持粘合剂604。磁体保持粘合剂604横跨磁体保持槽112的轴向长度流过永磁体和磁体保持槽112的边缘之间的空间。在一些实施例中,可提供见证槽(未示出)以确认磁体保持粘合剂604的完全渗透。当叠片堆106处于由磁芯组装工具200施加的轴向压缩下时,施加磁体保持粘合剂604。照此,与可横跨叠片的面施加的粘合剂对比,磁体保持粘合剂604基本上保持在磁体保持槽112内。将认识到,尽管少量的磁体保持粘合剂604可接触叠片堆106的边缘和面之间的界面,但是由磁芯组装工具200施加的轴向压缩将防止磁体保持粘合剂604横跨叠片的面(例如,横跨叠片堆106、叠片子堆304和/或单独的叠片314的面)流动。磁体保持粘合剂604可包括任何合适的粘合剂或粘合剂的组合。
79.参考图2b,在一些实施例中,注射磁体保持粘合剂(框258)结束组装磁芯组件100的示例性方法250,在这种情况下,在磁体保持粘合剂604已经充分固化之后,组装的磁芯组件100可从磁芯组装工具200移除。然而,在其它实施例中,示例性方法250可另外包括在容纳在磁芯组装工具200中的磁芯组件454上执行机加工操作(框260)和/或将转子轴110联接到容纳在磁芯组装工具200中的磁芯组件454(框262)。当磁芯组件454保持容纳在磁芯组装工具200中时,执行磁芯组件454的机加工操作(框260)和/或转子轴110到磁芯组件454的联接(框262)。磁芯组装工具200有助于保持磁芯组件454的适当压缩和对齐,并减小在执行这些步骤时叠片314的翘曲、移位或损坏的可能性。优选地,磁芯组件454在磁芯组装工具200中保持在恒定的轴向压缩下,直到组装过程中的每个步骤已经完成,并且磁芯组件100处于环境温度。
80.如图6c中所示出的,在磁芯组件454上执行机加工操作的示例性方法260(图2b的框260)包括:使机加工工具穿过由磁芯组装工具200的内表面限定的环形通道(框620);使用机加工工具机加工磁芯组件454的面向内的表面(框622);以及任选地在磁芯组件100处于环境温度的情况下将磁芯组件100从磁芯组装工具200移除(框624)。图6d示意性地描绘在容纳在磁芯组装工具200中的磁芯组件454的面向内的表面118上执行机加工操作(箭头260)的机加工工具。机加工操作(框260)提供环形内表面626,该内表面626例如可限定用于接纳转子轴110的环形转子轴接纳空间628。机加工操作可包括镗孔、车削、钻孔、铰孔、铣削、切削、它们的组合等。机加工操作可使环形内表面626平滑和/或将纹理施加到环形内表面626,和/或可使环形转子轴接纳空间628的直径适形为适应具有特定外径的转子轴110。
81.如图6e中所示出的,机加工工具移除叠片堆106的内表面630的部分。在一些实施例中,由机加工工具移除的内表面630的部分包括放置在叠片314的一个或多个面向内的表面118的一个或多个位置处的粘性粘合剂316,如关于图3c所讨论的。照此,机加工工具可移除用于在组装叠片堆106和叠片子堆304时临时将叠片314保持在位的粘性粘合剂316。在通过机加工操作移除粘性粘合剂316的情况下,磁体保持粘合剂604可为组装的磁芯组件100中的唯一粘合剂。
82.参考图2b,在一些实施例中,在磁芯组件454上执行机加工操作(框260)结束组装磁芯组件100的示例性方法250,在这种情况下,组装的磁芯组件100可在机加工操作(框260)已完成之后从磁芯组装工具200移除。当在执行机加工操作(框260)之后移除磁芯组件100时,优选的是,当磁芯组件100处于环境温度时移除磁芯组装工具200,以减小由于温度
变化引起的叠片314翘曲或移位的可能性。例如,机加工操作(框260)可在磁芯组件100的多种区域中产生热,这些热可均一地分布,或者可不均一地分布。在这样的热消散之前或当磁芯组件100不处于环境温度时,磁芯组件100上的压缩的甚至部分释放也可引起叠片314的翘曲或移位。因此,磁芯组件454优选地保持在恒定的轴向压缩下,直到示例性方法250中的每个步骤已经完成,并且磁芯组件100处于环境温度并且准备从磁芯组装工具200移除。
83.组装磁芯组件100的示例性方法250可另外或备选地包括将转子轴110联接到容纳在磁芯组装工具200中的磁芯组件454(框262)。如图6f中所示出的,将转子轴110联接到容纳在磁芯组装工具200中的磁芯组件454的示例性方法262(图2b的框262)包括:将磁芯组件454和磁芯组装工具200加热到规定的热膨胀温度(框632)和/或将转子轴110冷却到规定的热收缩温度(框634);将转子轴110插入通过磁芯组件454的环形转子轴接纳空间628(框636);以及在磁芯组件100和转子轴110处于环境温度的情况下将磁芯组件100从磁芯组装工具200移除(框638)。
84.图6g示意性地描绘被加热到规定的热膨胀温度的磁芯组件454和磁芯组装工具200,以及被冷却到规定的热收缩温度的转子轴110。选择规定的热膨胀温度、规定的热收缩温度或它们的组合,以便允许转子轴110穿过环形转子轴接纳空间628,而不会由于转子轴110和限定环形转子轴接纳空间628的环形内表面626之间的接触而产生过度干涉。磁芯组件454和磁芯组装工具200可在炉等中加热,直到达到规定的热膨胀温度。转子轴110可在冷冻机中或利用诸如液氮的低温流体冷却,直到达到规定的热冷却温度。在一些实施例中,磁芯组装工具200可包括一个或多个凸缘接纳凹槽或凹部640,其构造成接纳驱动轴上的凸缘642。
85.参考图2b,在一些实施例中,将转子轴110联接到磁芯组件454(框262)结束组装磁芯组件100的示例性方法250,在这种情况下,组装的磁芯组件100可在联接步骤(框262)已完成之后从磁芯组装工具200移除。优选地,磁芯组件100保持在恒定的轴向压缩下,直到磁芯组件100在为了将转子轴110插入通过环形转子轴接纳空间628而执行的加热和/或冷却之后返回到环境温度。因此,优选地,在从磁芯组装工具200移除磁芯组件100之前,允许磁芯组件100冷却到环境温度和/或允许转子轴110升温到环境温度。
86.磁芯组装工具200的多种构件和/或堆组装工具306的多种构件可使用任何期望的技术制造,这些技术包括铸造、减材制造(例如,机加工、钻孔等)、增材制造、它们的组合或任何其它技术。在示例性实施例中,机加工过程可用于形成磁芯组装工具200的一个或多个构件,包括第一压缩板对齐导向件202、多个半环形拉杆204、第二压缩板对齐导向件206和/或夹紧板208。
87.如图7a中所示出的,制造磁芯组装工具200的示例性方法700包括:制造第一压缩板对齐导向件202(框702);将工件附接到第一压缩板对齐导向件202(框704);将多个叠片堆对齐表面机加工到工件中(框706);以及将工件机加工成多个半环形拉杆204(框708)。图7b示出附接到第一压缩板对齐导向件202的工件710。图7c示出已经机加工到工件710中的多个叠片堆对齐表面510。图7d示出已经机加工成多个半环形拉杆204的工件710的部分。
88.制造磁芯组装工具200的示例性方法700可另外或备选地包括将多个压缩板对齐表面机加工到工件中(框707)和将工件机加工成多个半环形压缩杆205(框709)。图7e示出已经机加工成多个半环形压缩杆205的工件710的部分。
89.在另一个示例性实施例中,磁芯组装工具200可至少部分地使用增材制造过程来制造,该过程可包括涉及逐层构造或增材制造的任何过程(与如同减材制造过程一样的材料移除相反)。这样的过程也可称为“快速制造过程”。增材制造过程包括但不限于:直接金属激光熔融(dmlm)、激光净成形制造(lnsm)、电子束烧结、选择性激光烧结(sls)、诸如通过喷墨和激光喷射的3d打印、立体光刻(sla)、电子束熔融(ebm)、激光工程化净成形(lens)和直接金属沉积(dmd)。
90.任何期望的材料都可用于制造本文中所描述的构件。示例性材料包括铝合金、钢合金、镍合金(例如,超级合金)和诸如陶瓷基质复合(cmc)材料的复合物。示例性cmc材料可包括碳化硅、硅、二氧化硅或氧化铝基质材料以及它们的组合。陶瓷纤维可嵌入基质内,诸如包括像蓝宝石和碳化硅这样的单丝的氧化稳定的增强纤维、包括碳化硅、硅酸铝和短切晶须和纤维的纱线以及任选的陶瓷颗粒(例如,si、al、zr、y以及它们的组合的氧化物)和无机填料(例如,叶蜡石、硅灰石、云母、滑石、蓝晶石和蒙脱石)。作为另外的示例,cmc材料还可包括碳化硅(sic)或碳纤维布。
91.本发明的另外的方面由以下条款的主题提供:1. 一种组装磁芯组件的方法,该方法包括:组装多个叠片堆;将多个叠片堆分级以提供磁芯组件;围绕磁芯组件组装磁芯组装工具;以及将磁体保持粘合剂注射到容纳在磁芯组装工具中的磁芯组件中的多个磁体保持槽中。
92.2. 根据任何前述条款所述的方法,其中,组装多个叠片堆包括:由多个叠片组装多个叠片子堆;以及由多个叠片子堆组装多个叠片堆。
93.3. 根据任何前述条款所述的方法,其中,多个叠片子堆和/或多个叠片堆使用堆组装工具来组装。
94.4. 根据任何前述条款所述的方法,其中:由多个叠片组装多个叠片子堆包括在多个叠片的至少部分的面向内的表面处的一个或多个位置处施加粘性粘合剂;和/或由多个叠片子堆组装多个叠片堆包括在多个叠片子堆的至少部分的面向内的表面处的一个或多个位置处施加粘性粘合剂。
95.5. 根据任何前述条款所述的方法,其中,将多个叠片堆分级以提供磁芯组件包括:将第一压缩板装配到第一压缩板对齐导向件;将多个叠片堆堆叠在装配到第一压缩板对齐导向件的第一压缩板上;以及将第二压缩板堆叠在多个叠片堆上。
96.6. 根据任何前述条款所述的方法,其中,围绕磁芯组件组装磁芯组装工具包括:将第一压缩板对齐导向件装配到磁芯组件的第一压缩板;将多个半环形拉杆附接到第一压缩板对齐导向件,每个半环形拉杆的第一端部附接到第一压缩板对齐导向件;将第二压缩板对齐导向件装配到磁芯组件的第二压缩板和/或装配在由多个半环形拉杆包围的空间内;将夹紧板附接到多个半环形拉杆,每个半环形拉杆的第二端部附接到夹紧板。
97.7. 根据任何前述条款所述的方法,其中,围绕磁芯组件组装磁芯组装工具包括:将多个半环形拉杆附接到第一压缩板对齐导向件,每个半环形拉杆的第一端部附接到第一压缩板对齐导向件;将多个叠片堆装配在由多个半环形拉杆包围的空间内;将多个半环形压缩杆附接到多个半环形拉杆中的相应半环形拉杆,每个半环形压缩杆的第一端部附接到多个半环形拉杆中的一个或多个的第二端部;将第二压缩板对齐导向件装配到磁芯组件的第二压缩板和/或装配在由多个半环形压缩杆包围的空间内;将夹紧板附接到多个半环形
压缩杆,每个半环形压缩杆的第二端部附接到夹紧板。
98.8. 根据任何前述条款所述的方法,其中,将磁体保持粘合剂注射到容纳在磁芯组装工具中的磁芯组件中的多个磁体保持槽中包括:将磁体保持粘合剂注射到磁芯组件的压缩板中的一个或多个粘合剂注射端口中;以及使磁体保持粘合剂流过压缩板中的粘合剂导管,并流入穿过磁芯组件的多个叠片堆的一个或多个磁体保持槽。
99.9. 根据任何前述条款所述的方法,进一步包括:在容纳在磁芯组装工具中的磁芯组件上执行机加工操作。
100.10. 根据任何前述条款所述的方法,其中,在容纳在磁芯组装工具中的磁芯组件上执行机加工操作包括:使机加工工具穿过由磁芯组装工具的内表面限定的环形通道;以及使用机加工工具机加工磁芯组件的面向内的表面。
101.11. 根据任何前述条款所述的方法,包括:在执行机加工操作之后,在磁芯组件处于环境温度的情况下将磁芯组件从磁芯组装工具移除。
102.12. 根据任何前述条款所述的方法,进一步包括:将转子轴联接到容纳在磁芯组装工具中的磁芯组件。
103.13. 根据任何前述条款所述的方法,其中,将转子轴联接到容纳在磁芯组装工具中的磁芯组件包括:将磁芯组件和磁芯组装工具加热到规定的热膨胀温度和/或将转子轴冷却到规定的热收缩温度;将转子轴插入通过磁芯组件的环形转子轴接纳空间;以及在磁芯组件和转子轴处于环境温度的情况下将磁芯组件从磁芯组装工具移除。
104.14. 根据任何前述条款所述的方法,进一步包括:制造磁芯组装工具,其中,制造磁芯组装工具包括:制造第一压缩板对齐导向件;将工件附接到第一压缩板对齐导向件;将多个叠片堆对齐表面机加工到工件中;以及将工件机加工成多个半环形拉杆。
105.15. 一种磁芯组装工具,包括:第一压缩板对齐导向件,其构造成装配到磁芯组件的第一压缩板;第二压缩板对齐导向件,其构造成装配到磁芯组件的第二压缩板;多个半环形拉杆;以及夹紧板;其中,多个半环形拉杆中的每个包括第一端部和第二端部,第一端部构造成附接到第一压缩板对齐导向件,并且第二端部构造成附接到夹紧板;并且其中,夹紧板包括多个压缩靴,多个压缩靴中的每个构造成将可变量的压缩施加到磁芯组件。
106.16. 根据任何前述条款所述的磁芯组装工具,其中,第一压缩板对齐导向件包括至少一个对齐导向件配合表面,并且第一压缩板包括至少一个压缩板配合表面,至少一个对齐导向件配合表面中的每个构造成与至少一个压缩板配合表面中的对应一个精确地配合。
107.17. 根据任何前述条款所述的磁芯组装工具,其中,至少一个对齐导向件配合表面与对应的压缩板配合表面以从0至15密耳的公差配合。
108.18. 根据任何前述条款所述的磁芯组装工具,其中,至少一个对齐导向件配合表面包括面向外的环形配合表面,并且其中,至少一个压缩板配合表面包括面向内的环形配合表面,面向外的环形配合表面构造成与面向内的环形配合表面精确地配合;和/或其中,至少一个对齐导向件配合表面包括面向内的环形配合表面,并且其中,至少一个压缩板配合表面包括面向外的环形配合表面,面向内的环形配合表面构造成与面向外的环形配合表面精确地配合。
109.19. 根据任何前述条款所述的磁芯组装工具,其中,多个半环形拉杆各自包括叠
片堆对齐表面,该叠片堆对齐表面构造成精确地邻接磁芯组件的多个叠片堆的对应的面向外的表面。
110.20. 一种磁芯组件,包括:磁芯,其包括夹紧在第一压缩板和第二压缩板之间的多个叠片;多个永磁体,其在叠片中的多个磁体保持槽内;以及磁体保持粘合剂,其将多个永磁体粘附在多个磁体保持槽内,磁体保持粘合剂已经在叠片堆处于由磁芯组装工具施加的轴向压缩下的情况下被施加,从而基本上防止磁体保持粘合剂横跨叠片的面流动。
111.21. 根据任何前述条款所述的磁芯组件,其中,磁芯包括如根据astm 719确定的至少0.9的叠片系数。
112.22. 根据任何前述条款所述的方法,其中,该方法使用根据任何前述条款所述的磁芯组装工具来执行。
113.23. 根据任何前述条款所述的磁芯组装工具,其中,磁芯组装工具用于组装根据任何前述条款所述的磁芯组件。
114.24. 根据任何前述条款所述的磁芯组件,其中,磁芯组件根据任何前述条款所述的方法来组装。
115.本书面描述使用示例性实施例来描述目前公开的主题(包括最佳模式),并且还使本领域中的任何技术人员能够实践这样的主题(包括制作和使用任何装置或系统,以及执行任何并入的方法)。目前公开的主题的可专利性范围由权利要求书限定,并且可包括本领域技术人员想到的其它示例。如果这样的其它示例包括不异于权利要求书的字面语言的结构元件,或如果它们包括与权利要求书的字面语言无实质性差异的等同结构元件,则这样的其它示例旨在处于权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1