一种音圈马达基座及其制造方法与流程
1.本发明涉及一种音圈马达基座及其制造方法的技术领域,尤其是涉及一种电子设备领域用的音圈马达基座及其制造方法。
背景技术:
2.现有的音圈马达基座及其音圈马达,通常包括绝缘底座、注塑于绝缘底座内的金属电路,金属电路包括若干支路以电性焊接各种电子元件。现有技术中,金属电路在注塑成型时,通常需要采用顶针或者其他支撑类元件以定位/支撑金属电路,进而便于在金属电路上注塑成型塑胶材质的绝缘底座。采用这种定位方式形成的音圈马达基座在移除顶针或其他支撑类元件后,会形成顶针孔/支撑孔。具有顶针孔/支撑孔的底座,一方面结构强度不够,会损失底座的使用寿命,另一方面支撑孔会暴露端子的部分,端子容易被外界氧化、腐蚀,进而引起底座表面不平整的组装隐患。
3.因此,确有必要提供一种新的音圈马达基座及其制造方法,以克服上述缺陷。
技术实现要素:
4.本发明的目的在于提供一种音圈马达基座及其制造方法,可以在注塑成型后使音圈马达基座不形成或者掩藏顶针孔/支撑孔。
5.本发明的目的通过以下技术方案一来实现:一种音圈马达基座,包括绝缘底座及嵌设于所述绝缘底座内的金属电路,所述金属电路包括若干支路,所述支路的一端间隔排布形成若干引脚端,所述引脚端暴露于所述绝缘底座的一侧,至少部分所述支路的另一端设置若干呈矩阵排布的焊脚端,所述焊脚端用以焊接外部电子元件,所述支路还包括间隔地嵌设于绝缘底座内且位于对应所述焊脚端和所述引脚端之间的若干连接段,所述绝缘底座包括沿一垂直方向上相对设置的上表面和下表面,其特征在于,所述音圈马达基座还包括嵌设于所述绝缘底座内的至少一个支撑块,所述支撑块包覆固定于至少一个所述支路的所述连接段,所述支撑块包括沿一水平方向延伸且相对设置的两个支撑面,两个所述支撑面分别对应地暴露于所述绝缘底座的所述上表面及所述下表面。
6.进一步,所述支撑块包括第二塑胶块,所述支撑面包括设于所述第二塑胶块的第二顶支撑面和第二底支撑面,所述第二塑胶块包括第二本体部,所述第二本体部包括两相对设置的第二顶表面和第二底表面,所述第二塑胶块于所述第二顶表面和所述第二底表面分别凸设第二支撑台,所述第二顶支撑面设置于所述第二顶表面的所述第二支撑台,所述第二底支撑面设置于所述第二底表面的所述第二支撑台,所述绝缘底座包覆所述第二本体部的外周面及所述第二顶表面和所述第二底表面。
7.进一步,其还包括嵌设于所述绝缘底座内的至少一个第一塑胶块,所述第一塑胶块包覆固定于至少部分所述焊脚端并且设置沿所述水平方向上延伸且相对设置的第一顶支撑面和第一底支撑面,所述第一塑胶块自所述第一顶支撑面向下凹设有收容槽,所述焊脚端部分暴露于所述收容槽内以与所述电子元件焊接,所述第一顶支撑面和所述第一底支
撑面分别对应暴露于所述绝缘底座的所述上表面和下表面。
8.进一步,所述第一塑胶块包括第一本体部,所述第一本体部具有沿所述垂直方向上相对设置的第一底表面和所述第一顶表面,所述第一塑胶块的所述第一底表面凸设第一支撑台,所述第一顶表面形成所述第一顶支撑面,所述第一底支撑面设置于所述第一支撑台,所述绝缘底座包覆所述第一本体部的外周面及所述第一底表面。
9.进一步,所述收容槽设置槽底面及侧表面,所述焊脚端设置焊接表面,所述焊接表面暴露于所述槽底面,所述电子元件的侧壁与所述收容槽的所述侧表面之间形成间隔空间,所述第一塑胶块于相邻两所述焊脚端之间形成支撑孔,所述支撑孔为盲孔,所述支撑孔暴露于所述塑胶底座。
10.进一步,所述第一塑胶块和所述第二塑胶块的一侧延伸形成浇注部,所述浇注部凸设有浇注凸台,所述浇注部和所述浇注凸台的整体厚度小于所述第一塑胶块或所述第二塑胶块的厚度。
11.进一步,所述第一本体部于所述焊脚端的底侧形成若干贯穿所述第一底表面的顶针孔,所述顶针孔位于所述第一支撑台的外围,所述塑胶底座覆盖所述顶针孔。
12.进一步,所述支撑块还包括嵌设于所述绝缘底座内的至少一个第三塑胶块,所述支撑面还包括设于所述第三塑胶块的第三顶支撑面和第三底支撑面,所述支路的所述连接段还包括连接于所述引脚端的所述引脚连接段,所述第三塑胶块包覆固定于至少部分所述引脚连接段,所述第三塑胶块设置沿所述水平方向上延伸的且相对设置的第三顶支撑面和第三底支撑面,所述第三顶支撑面和所述第三底支撑面分别对应暴露于所述绝缘底座的所述上表面和所述下表面。
13.进一步,所述第三塑胶块包括第三本体部,所述第三本体部具有相对设置的第三顶表面和第三底表面,所述第三塑胶块分别于所述第三顶表面和所述第三底表面间隔地凸设若干第三支撑台,所述第三顶支撑面形成于设置在所述第三顶表面的所述第三支撑台,所述第三底支撑面形成于设置在所述第三底表面的所述第三支撑台,所述绝缘底座包覆所述第三本体部的外周面及所述第三顶表面和所述第三底表面。
14.进一步,所述第二塑胶块包覆固定于至少两个相邻的所述连接段,所述引脚连接段自对应的引脚端在水平方向弯折延伸,所述第三塑胶块包覆固定于至少四个相邻的所述引脚连接段的弯折处。
15.本发明的目的通过以下技术方案二来实现:一种音圈马达基座的制造方法,包括如下步骤:
16.a:提供包括若干间隔的支路的金属电路,至少部分所述支路的一端形成焊脚端,所述支路的另一端形成引脚端并且间隔排布,所述支路的所述焊脚端与所述引脚端之间设置连接段;
17.b:一次注塑成型至少一支撑块,所述支撑块包覆并固定于至少一个所述支路的所述连接段,所述支撑块包括沿一水平方向延伸且相对设置的顶支撑面及底支撑面;
18.c:采用模具夹持所述支撑块的所述顶支撑面和所述底支撑面以形成型腔,于所述型腔内二次注塑成型绝缘底座,所述绝缘底座包覆所述金属电路和所述支撑块以暴露所述引脚端并且部分暴露所述焊脚端,所述绝缘底座包括于一垂直方向上相对设置的上表面和下表面,所述顶支撑面及所述底支撑面分别对应暴露于所述绝缘底座的所述上表面及所述
下表面。
19.进一步,所述第b步骤中,所述支撑块包括第二塑胶块,所述顶支撑面包括设于所述第二塑胶块的第二顶支撑面,所述底支撑面包括设置于所述第二塑胶块的第二底支撑面,所述第二塑胶块包括第二本体部,所述第二本体部包括两相对设置的第二顶表面和第二底表面,所述第二塑胶块于所述第二顶表面和所述第二底表面分别凸设第二支撑台,所述第二顶支撑面设置于所述第二顶表面的所述第二支撑台,所述第二底支撑面设置于所述第二底表面的所述第二支撑台,所述绝缘底座包覆所述第二本体部的外周面及所述第二顶表面和所述第二底表面。
20.进一步,在一次注塑成型所述第二塑胶块的同时,还注塑成型第一塑胶块,所述第一塑胶块包覆并固定所述焊脚端,所述第一塑胶块包括于所述水平方向延伸的且相对设置的第一顶支撑面和第一底支撑面,所述第一顶支撑面和所述第一底支撑面分别对应暴露于所述绝缘底座的所述上表面和所述下表面,所述第一塑胶块自所述第一顶支撑面向下凹设形成收容槽,所述收容槽设置槽底面及侧表面;在所述b步骤与所述c步骤之间还具有一步骤d:提供一电子元件,将所述电子元件定位于所述槽底面并与焊脚端电性焊接,所述电子元件的侧壁与所述侧表面间隔以形成间隙空间。
21.进一步,所述第一塑胶块包括第一本体部,所述第一本体部具有于所述垂直方向上相对设置的第一顶表面和第一底表面,所述第一顶支撑面形成于所述第一顶表面,所述第一塑胶块于所述第一底表面凸设第一支撑台,所述第一底支撑面设置于所述第一支撑台,所述绝缘底座包覆所述第一本体部的外周面及所述第一底表面。
22.进一步,在所述b步骤与所述a步骤之间还具有一步骤f:采用顶针定位并且支撑所述焊脚端以于所述垂直方向上保持所述焊脚端的相对位置,所述第一塑胶块对应所述焊脚端形成顶针孔,所述顶针孔暴露部分所述焊脚端。
23.进一步,所述第b步骤中,所述支撑块还包括第三塑胶块,所述顶支撑面还包括设于所述第三塑胶块的第三顶支撑面,所述底支撑面还包括设置于所述第三塑胶块的第三底支撑面,在一次注塑成型所述第二塑胶块的同时,还注塑成型第三塑胶块,所述连接段的连接所述引脚端的部分定位为引脚连接段,所述第三塑胶块包覆且定位若干所述引脚连接段,所述第三顶支撑面和所述第三底支撑面分别对应暴露于所述绝缘底座的所述上表面和下表面。
24.进一步,所述第三塑胶块包括第三本体部,所述第三本体部具有于所述垂直方向上相对设置的第三顶表面和第三底表面,所述第三塑胶块分别于所述第三顶表面和所述第三底表面间隔地凸设若干第三支撑台,设置于所述第三顶表面的每一所述第三支撑台设置所述第三顶支撑面,设置于所述第三底表面的每一所述第三支撑台设置所述第三底支撑面。
25.本发明中通过两次(分次)注塑成型,在一次注塑成型时形成支撑块,以预先定位金属电路,并且于支撑块上形成具有水平方向延伸且相对设置的两个支撑面,方便二次注塑成型塑胶底座时,采用夹持定位顶/底支撑面的方式形成封闭完整型腔;采用此方法,一方面:无需使用顶针/支撑件等置入型腔内实现金属电路的定位,避免在注塑成型的塑胶底座时形成顶针孔/支撑孔,进而可以避免顶针孔暴露的部分金属电路,使金属电路被外界氧化、腐蚀;另一方面:可以增加音圈马达基座的表面有效平整面面积,解决音圈马达基座组
装时,音圈马达基座的表面不平整对组装的时候刷胶的影响,进而便于音圈马达基座与其他组件的组配。
附图说明
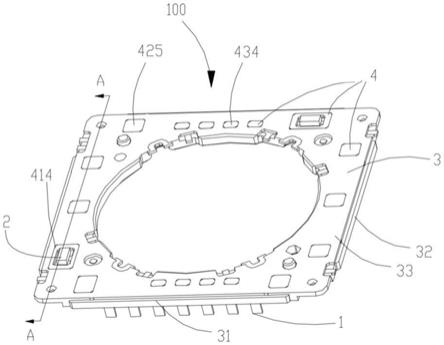
26.图1为本发明的音圈马达基座的立体示意图。
27.图2为图1自另一方向看的立体示意图。
28.图3为本发明的音圈马达基座的部分立体分解图。
29.图4为本发明的音圈马达基座的另一部分立体分解图。
30.图5为图4所示音圈马达基座的进一步部分立体分解图。
31.图6为图5自另一方向看的部分立体分解图。
32.图7是图本发明音圈马达基座的塑胶块组件与金属电路的立体分解图。
33.图8为图1中沿a
‑
a线的剖视图。
34.主要元件符号说明
35.请参考如下附图标号说明,音圈马达基座100,绝缘底座3,金属电路1,塑胶块组件4,电子元件2,第一侧31,第二侧32,上表面33,下表面34,支路10,引脚端11,焊脚端12,吊簧焊脚端122,电路焊脚端123,连接段13,引脚连接段131,第一塑胶块41,第二塑胶块42,第三塑胶块43,焊接表面121,第一本体部411,收容槽412,第一浇注部413,第一浇注凸台4131,槽底面4121,侧表面4122,第一顶表面414,支撑孔4124,第一底表面415,顶针孔4151,第一支撑台416,第二本体部421,第二浇注部423,第二浇注凸台4231,第二顶表面422,第二底表面424,第二支撑台425,第三本体部431,第三顶表面432,第三底表面433,第三支撑台434,第三浇注凸台4321。
具体实施方式
36.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
38.现有技术中,音圈马达基座主要包括金属电路及注塑成型于金属电路的塑胶底座。金属电路包括若干平行且间隔的金属支路,在注塑成型塑胶底座时,需要首先采用顶针或支撑件进行金属支路间的定位和支撑,并且在顶针或支撑件间形成注塑腔以注塑成型塑胶底座,注塑成型后再移除顶针或支撑件,形成若干暴露金属支路的顶针孔或支撑孔。顶针孔或支撑孔的形成会降低音圈马达基座的整体强度,减少音圈马达基座的使用寿命。而且,顶针孔或支撑孔部分暴露金属支路,部分金属支路会被外界氧化、腐蚀,进而会导致音圈马达基座的表面出现不平整,影响底座的后续组装。
39.本发明中采用分次注塑成型的制备工艺,一次注塑成型过程中形成的第一塑胶块和第二塑胶块以定位支撑金属支路,第一塑胶块和第二塑胶块的顶表面和底表面形成柱状
支撑台,通过第一塑胶块和第二塑胶块的支撑台,可以实现金属支路的抵持定位,并于顶表面和底表面之间形成注塑空腔,进而无需在注塑空腔内设置支撑结构,二次注塑成型塑胶底座后,塑胶底座内不会形成顶针孔或支撑孔,可以有效防止金属支路的暴露于外界环境中,且可以增加音圈马达基座表面的有效平整面面积,解决音圈马达基座表面不平整对组装的时候刷胶的影响,进而可以方便与其他组件的组配。
40.请参考图1至图8,本发明提供一种音圈马达基座100及其制造方法。所述音圈马达基座100包括绝缘底座3、嵌设于所述绝缘底座3的金属电路1、与所述金属电路1固定的塑胶块组件4及焊接于所述金属电路1的电子元件2。
41.所述绝缘底座3概呈矩形片状,包括相对的两第一侧31、相对的两第二侧32及垂直方向上相对的上表面33及下表面34。
42.所述金属电路1嵌设于绝缘底座3内,且包括若干间隔排布于绝缘底座3内的支路10,若干支路10的一端平行且间隔排布以形成排状排列的引脚端11,在本实施方式中,所述引脚端11呈两排排布,且两排引脚端11分别暴露于绝缘底座3的两相对的第一侧31。部分支路10的另一端设置若干焊脚端12,其中部分焊脚端12阵列排布以形成焊脚端阵列,焊脚端阵列与电子元件2的若干电性引脚对应电性连接。在本实施方式中,焊脚端阵列包括四个焊脚端12,四个焊脚端12呈矩形阵列排布并且分别位于矩形的四角处(也即两两相对且相互间隔)。其中另一部分焊脚12设置为可与音圈马达基座100的外部电路进行焊接,以实现音圈马达基座100与外部电路的电性连接,外部电路可以为外部金属线路或者电路板等,例如音圈马达吊簧线和外部电路板。在本实施方式中,所述焊脚端12还包括吊簧焊脚端122和电路焊脚端123,吊簧焊脚端122与一音圈马达的吊簧线进行焊接,电路焊脚端123与一音圈马达的外部电路板进行焊接。
43.每一所述支路10还包括位于焊脚端12与引脚端11之间的连接段13,所述连接段13相互间隔排布,连接段13连接引脚端11的部分形成引脚连接段131,引脚连接段131自对应的引脚端11在水平方向弯折延伸。所述引脚端11伸出绝缘底座3的两第一侧31以与一外部电路电性连接。
44.音圈马达基座100还包括固定于支路10的塑胶块组件4,塑胶块组件4设置两水平方向上延伸的且平行相对的两支撑面,两支撑面分别对应地暴露于绝缘底座3的上表面33及下表面34。所述塑胶块组件4主要包括两类塑胶块,其中一类塑胶块为第一塑胶块41,以对应于焊脚端阵列(或电子元件2)的来设置,其数量等于焊脚端阵列(或电子元件2)的数量。另外一类塑胶块定义为支撑块,支撑块具体地包括第二塑胶块42和第三塑胶块43,其均包括若干个,且间隔分布于支路10的连接段13上。所述第一塑胶块41对应支路10的焊脚端阵列设置,在本实施方式中,所述焊脚端阵列设置两个,所述第一塑胶块41也对应包括两个。所述第二塑胶块42对应支路10的连接段13设置,每一第二塑胶块42间隔一定距离设置。第三塑胶块43对应支路10的每排引脚端11设置,其数量与引脚端11的排数对应。
45.第一塑胶块41通过一次注塑成型形成于支路10的焊脚端阵列以部分包覆焊脚端12且暴露焊脚端12的一焊接表面121。具体的,第一塑胶块41包括矩形块状的第一本体部411、凹设于第一本体部411的收容槽412及形成于第一本体部411一侧的第一浇注部413,第一浇注部413的表面形成第一浇注凸台4131。所述焊脚端12的焊接表面121暴露于收容槽412的一槽底面4121。所述电子元件2的电性引脚对应所述焊脚端12的焊接表面121进行焊
接,并且所述收容槽412的侧表面4122与所述电子元件2的外侧壁间隔,且所述电子元件2的顶部超出所述第一塑胶块41的第一顶表面414。注塑形成第一塑胶块41时,自支路10的顶侧于两相邻焊脚端12之间插入支撑件(图上未显示),并且自支路10的底侧于每一焊脚端12的表面设置顶针(图上未显示)以支撑且定位焊脚端12,然后注塑形成第一塑胶块41,注塑后移除支撑件和顶针,进而于第一塑胶块41的收容槽412的槽底面4121形成支撑孔4124,贯穿第一塑胶块41的第一底表面415形成顶针孔4151。在所述第一塑胶块41中设置所述支撑孔4124用于固持位于该支撑孔4124两侧的焊脚端121,防止在注塑时焊脚端4124变形。所述第一塑胶块41于第一底表面415凸设柱状的第一支撑台416,所述顶针孔4151位于所述第一支撑台416的外围。第一支撑台416具有水平方向延伸的第一底支撑面(未标号),第一顶表面414定义为第一塑胶块41的第一顶支撑面(未标号),所述第一顶支撑面和第一底支撑面平行且相对。第一浇注部413仅部分包覆焊脚端12,第一浇注凸台4131形成于两相邻焊脚端12之间的位置且超出支路10的顶表面。
46.所述第二塑胶块42包括矩形的第二本体部421,形成于第二本体部421一侧的第二浇注部423,所述第二浇注部423的表面形成第二浇注凸台4231。所述第二本体部421具有垂直方向上相对的第二顶表面422及第二底表面424,所述第二本体部421于第二顶表面422和第二底表面424上分别凸设第二支撑台425。设置于第二顶表面422的第二支撑台425概呈矩形柱状,且具有水平方向延伸的第二顶支撑面(未标号)。设置于第二底表面424的第二支撑台425概呈圆形柱状,且具有水平方向延伸的第二底支撑面(未标号),第二顶支撑面和第二底支撑面平行且相对。注塑成型所述第二塑胶块42以将所述第二塑胶块42的第二本体部421包覆至少两个相邻的支路10的部分连接段13,第二浇注部423仅部分包覆连接段13,第二浇注凸台4231形成于两相邻两支路10之间的位置且超出支路10的顶表面。
47.在本发明的其他实施方式中,所述第一浇注部413和所述第二浇注部423分别位于第一本体部411和第二本体部421的一侧,且第一浇注凸台4131和第二浇注凸台4231分别位于第一浇注部413和所述第二浇注部423的顶侧,在其他方式中,第一浇注部413和所述第二浇注部423位置和第一浇注凸台4131和第二浇注凸台4231均可以根据注塑制程需求进行适应性调整,但最优实施方式中,需要使第一浇注部413和第一浇注凸台4131的垂直方向上的整体厚度小于第一塑胶块41的厚度。第二浇注部423和第二浇注凸台4231的垂直方向上的整体厚度小于第二塑胶块42的厚度,且所述第一浇注部413和所述第二浇注部423分别位于第一本体部411和第二本体部421的一侧,进而可以避免因为第一浇注凸台4131和第二浇注凸台4231的形成影响塑胶底座3的注塑前的顶针对顶或底制程面的夹持定位。
48.所述第三塑胶块43包括矩形条状的第三本体部431。第三本体部431具有垂直方向上相对设置的第三顶表面432和第三底表面433,所述第三顶表面432和第三底表面433上分别凸设若干第三支撑台434。设置于第三顶表面432的第三支撑台434概呈矩形柱状,且相互间隔设置,且每一第三支撑台434具有水平方向延伸的第三顶支撑面。设置于第三底表面433的第三支撑台434概呈圆形柱状,且相互间隔设置,且每一第三支撑台434具有水平方向延伸的第三底支撑面,第三顶支撑面和第三底支撑面平行且相对。在实施方式中,设置于第三顶表面432的第三支撑台434的数量和设置于第三底表面433的第三支撑台434的数量均为四个,但于其他方式中,第三塑胶块43的纵行长度和第三支撑台434的数量根据引脚端11的排列尺寸调整。第三顶表面432的其中两第三支撑台434之间凸设第三浇注凸台4321,第
三浇注凸台4321的垂直方向上的厚度小于第三支撑台434的厚度。注塑成型第三塑胶块43以将若干引脚连接段131包覆于第三塑胶块43的第三本体部431内,并且若干引脚端11暴露并排列于第三塑胶块43的一侧。注塑成型第三塑胶块43时,第三塑胶块43包覆固定于至少四个相邻的引脚连接段131的弯折处。
49.在本实施方式中,第一塑胶块41的第一顶支撑面、第二塑胶块42的第二顶支撑面及第三塑胶块43的第三顶支撑面共同构成塑胶块组件4的顶支撑面,第一塑胶块41的第一底支撑面、第二塑胶块42的第二底支撑面积第三塑胶块43的第三底支撑面共同构成塑胶块组件4的底支撑面。第一塑胶块41、第二塑胶块42及第三塑胶块43通过一次注塑成型定位于金属电路1的支路10上。成型时,将模具夹持在第一塑胶块41的第一支撑台416第一底支撑面、第一塑胶块41的第一顶表面414、第二塑胶块42的第二支撑台425的第二顶支撑面及第二底支撑面及第三塑胶块43的第三支撑台434的第三顶支撑面及第三底支撑面,并且于其间形成型腔(注塑腔),通过二次注塑成型的方式于型腔内形成塑胶底座3,进而形成音圈马达基座100。在注塑成型塑胶底座3的同时,第一塑胶块41的顶针孔4151被塑胶底座3填充覆盖进而防止金属电路1的支路10被顶针孔4151暴露于外界。
50.塑胶底座3包覆第一塑胶块41外周面及其第一底表面415、第二塑胶块42的外周面及其第二顶表面422和第二底表面424,及第三塑胶块43的外周面及其第三顶表面432和第三底表面433,并且第一塑胶块41的第一支撑台416第一底支撑面、第一塑胶块41的第一顶表面414、第二塑胶块42的第二支撑台425的第二顶支撑面及第二底支撑面及第三塑胶块43的第三支撑台434的第三顶支撑面及第三底支撑面分别对应地暴露于塑胶底座3的上表面33和下表面34。具体地,在本实施方式中,第一塑胶块41的第一顶表面414(也即第一顶支撑面)、第二塑胶块42的第二支撑台425的第二顶支撑面及第三塑胶块43的第三支撑台434的第三顶支撑面均与塑胶底座3的上表面33齐平或者低于上表面33。所述第一支撑台416的第一底支撑面、第二塑胶块42的第二支撑台425的第二底支撑面、第三塑胶块43的第三支撑台434的第三底支撑面均与塑胶底座3的下表面34齐平或者高于下表面34。
51.电子元件2的收容槽412的侧表面4122与所述电子元件2间隔以形成间隙空间(未标号),间隙空间可以避免第一塑胶块41在二次注塑成型塑胶底座3时受热膨胀,进而造成对电子元件2的挤压,并且也可以便于在安装电子元件2时,对电子元件2进行定位操作。
52.本发明还涉及一种制造音圈马达基座100的制造方法,具体包括如下步骤:
53.第一步:提供包括若干间隔排布的支路10的金属电路1,采用顶针定位并且支撑焊脚端12以于一垂直方向上保持焊脚端12的相对位置,采用支撑件间隔并且支撑相邻焊脚端12以于一水平方向上保持焊脚端12的相对位置。
54.第二步:通过一次注塑成型于支路10上形成第一塑胶块41、第二塑胶块42及第三塑胶块43,使至少一第一塑胶块41部分包覆支路10的焊脚端12并且暴露焊脚端12的焊接表面;使若干第二塑胶块42分别间隔地包覆支路10的连接段13;使第三塑胶块43包覆支路10的部分引脚连接段131并且暴露引脚端11以使其间隔排列;移除顶针和支撑件并且于第一塑胶块41上形成支撑孔4124及顶针孔4151。
55.第三步:采用模具夹持第一塑胶块41的第一顶表面414(也即第一顶支撑面)和第一支撑台416的第一底支撑面、第二塑胶块42的第二支撑台425的第二顶支撑面和第二底支撑面、第三塑胶块43的第三支撑台434的第三顶支撑面和第三底支撑面,以于其间形成型
腔,于型腔内注塑成型塑胶底座3,塑胶底座3内嵌设金属电路1、第一塑胶块41、第二塑胶块42及第三塑胶块43并且暴露引脚端11和焊脚端12,第一塑胶块41的第一支撑台416第一底支撑面、第一塑胶块41的第一顶表面414(第一顶支撑面)、第二塑胶块42的第二支撑台425的第二顶支撑面及第二底支撑面及第三塑胶块43的第三支撑台434的第三顶支撑面及第三底支撑面分别对应地暴露于塑胶底座3的上表面33和下表面34,即塑胶组件4的两个支撑面可以凸出于相对应的上表面33和下表面34,也可以凹进于相对应的上表面33和下表面34或者于相对应的上表面33和下表面34齐平。具体地,使第一塑胶块41的第一顶表面414(也即第一顶支撑面)、第二塑胶块42的第二支撑台425的第二顶支撑面及第三塑胶块43的第三支撑台434的第三顶支撑面均与塑胶底座3的上表面33齐平或者低于或者高于上表面33。所述第一支撑台416的第一底支撑面、第二塑胶块42的第二支撑台425的第二底支撑面、第三塑胶块43的第三支撑台434的第三底支撑面均与塑胶底座3的下表面34齐平或者高于或者低于下表面34,且第一塑胶块41的支撑孔4124被塑胶底座3填充覆盖。
56.第四步:将电子元件2定位且焊接于暴露的焊脚端12;裁断金属电路1上的料带,得到多个独立的所述音圈马达基座100。
57.在本发明中,第一塑胶块41凹设收容槽412以容纳且焊接电子元件2,在进行二次注塑成型塑胶底座3时,模具置入电子元件2与收容槽412的侧表面4123之间的间隙空间以将间隙空间覆盖,在成型塑胶底座3时,避免塑胶底座3对间隙空间进行填充。
58.在本技术实施方式中,所述电子元件2与所述焊脚端12的焊接方式为smt(surface mounting technology,表面贴装技术)。
59.本发明,通过两次(分次)注塑成型,在一次注塑成型时形成塑胶块组件4,以预先定位金属电路1的焊脚端12、引脚端11及连接段13,并且于塑胶块组件4上形成具有水平方向延伸的顶支撑面和底支撑面,具体的设置凸设的支撑台(包括第一支撑台416、第二支撑台425及第三支撑台434),方便二次注塑成型塑胶底座3时,采用夹持定位顶/底支撑面的方式形成封闭完整型腔。采用此方法,一方面:无需使用顶针/支撑件等置入型腔内实现金属电路1的定位,避免在注塑成型的塑胶底座3时形成顶针孔/支撑孔。而且即使塑胶块组件4成型时有形成顶针孔4151,也会在二次注塑成型塑胶底座3时将顶针孔4151填充覆盖,进而可以避免顶针孔4151暴露的部分金属电路1,使金属电路1被外界氧化、腐蚀。另一方面:可以增加音圈马达基座100的表面有效平整面面积,解决音圈马达基座100组装时,音圈马达基座100的表面不平整对组装的时候刷胶的影响,进而便于音圈马达基座100与其他组件的组配。
60.在本发明中,第一塑胶块41、第二塑胶块42及第三塑胶块43于垂直方向上的厚度等于塑胶底座3的厚度,但于其他方式中,塑胶底座3的厚度可以大于第一塑胶块41、第二塑胶块42及第三塑胶块43的厚度,在此种状态下,塑胶底座3的第一塑胶块41、第二塑胶块42及第三塑胶块43的位置处会形成定位时形成的凹槽(图上未显示),第一塑胶块41、第二塑胶块42及第三塑胶块43的顶支撑面(包括第一、第二及第三顶支撑面)及底支撑面(包括第一、第二及第三底支撑面)未超出塑胶底座3的上表面33和下表面34。
61.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同
替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
62.以上所述仅为本发明的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变化,均为本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1