功率转换装置及其制造方法与流程
1.本技术涉及功率转换装置及其制造方法。
背景技术:
2.像电动车或混合动力汽车那样将电动机用作为驱动源的电动车辆上搭载有多台功率转换装置。功率转换装置是将输入电流从直流转换成交流、从交流转换成直流或将输入电压转换成不同电压的装置。具体而言,可以列举用于将商用交流电源转换为直流电源并对高压电池进行充电的充电器、用于将高压电池的直流电源转换为用于辅助设备的电池的电压(例如,12v)的dc/dc转换器、以及用于将来自电池的直流电转换为提供给电动机的交流电的逆变器等。
3.电动车或混合动力汽车上搭载的功率转换装置包括:具有半导体元件的功率模块;容纳了散热器、母线等的连接电路部;控制半导体元件的控制基板;以及支承这些构件的壳体。由这些构件构成的功率转换装置经过以下工序组装。首先,在功率模块内部进行布线,然后密封功率模块的内部。接着,将功率模块固定在散热器上,制成子组件。接着,将连接电路部拧紧并装配到子组件或壳体上,以固定连接电路部。接着,将连接电路部与功率模块的功率端子通过tig焊接或螺钉紧固连接。接着,将控制基板与功率模块的信号端子通过焊接或连接器连接,以固定控制基板。然后,组装覆盖这些构件的盖子以及与外部连接的控制连接器。以这种方式,连接到外部的构件最后被固定住。
4.功率转换装置的制造工序包括如上所述的多个组装工序,每个组装工序都需要进行定位。因此,对各构件分别进行用于嵌套的加工或定位销的压入等。另外,如果构件多,则组装工序就会增加,定位的公差随着组装工序的增加而变多相应的量。由于以最初固定的功率模块为基准来组装各构件,所以公差将不断地累积在与功率转换装置外部连接的最后固定的构件上。因此,连接到功率转换装置的外部设备即电动机和电池与功率转换装置的连接到外部的构件之间的连接的位置精度恶化。为了抑制位置精度的恶化,需要设置比螺钉直径更大的紧固孔来吸收公差的对策,或者需要另外设置使用具有柔性的母线和连接器这样的公差吸收结构(例如参考专利文献1)。现有技术文献专利文献
5.专利文献1:日本专利特开2015-42026号公报
技术实现要素:
发明所要解决的技术问题
6.上述专利文献1中,由于设有使用了柔性母线的公差吸收结构,因此能够抑制与功率转换装置连接的外部设备与功率转换装置的连接到外部的构件之间连接的位置精度的恶化。然而,由于新设置了公差吸收结构,因此功率转换装置的部件数量增加,存在功率转换装置大型化的问题。
7.为此,本技术的目的是得到一种功率转换装置,在抑制大型化的同时,抑制连接到外部的构件的配置的精度恶化。用于解决技术问题的技术手段
8.本技术公开的功率转换装置包括:具有半导体元件的功率模块;一个面与功率模块热连接的散热器;以及在散热器的一个面上与功率模块并排配置的连接电路部,具有将功率模块与外部电连接的母线、及与母线绝缘的金属端子,连接电路部在金属端子的从连接电路部露出到外部的部分与散热器的一个面热连接且机械连接。
9.本技术公开的功率转换装置的制造方法包括:准备具有半导体元件的功率模块、散热器、具有母线和与母线绝缘的金属端子的连接电路部的构件准备工序;在连接电路部的金属端子的从连接电路部露出到外部的部分,将连接电路部与散热器的一个面热连接且机械连接的连接电路部连接工序;使功率模块在连接电路部一侧所设置的功率模块嵌合部与连接电路部在功率模块一侧所设置的第1嵌合部相互嵌合,将功率模块和散热器的一个面热连接的功率模块连接工序。发明效果
10.根据本技术公开的功率转换装置,具有将功率模块与外部电连接的构件即母线、以及与母线绝缘的金属端子并且在散热器的一个面上与功率模块并排配置的连接电路部在金属端子的从连接电路部露出到外部的部分,与散热器的一个面热连接且机械连接,因此,连接电路部通过金属端子定位且固定在散热器上,从而以功率模块的位置为基准的公差不会积累在连接电路部所具备的与外部连接的母线上,能够抑制母线的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置的大型化。
11.根据本技术公开的功率变换装置的制造方法,包括:准备功率模块、散热器、以及具有将功率模块与外部电连接的构件即母线和与母线绝缘的金属端子的连接电路部的构件准备工序;通过连接电路部的金属端子将连接电路部与散热器的一个面热连接且机械连接的连接电路部连接工序;使功率模块在连接电路部一侧所设置的功率模块嵌合部与连接电路部在功率模块一侧所设置的第1嵌合部相互嵌合,将功率模块与散热器的一个面热连接的功率模块连接工序,因此,先是利用金属端子将连接电路部定位并固定在散热器上,然后将功率模块定位到连接电路部上,因而,以功率模块的位置为基准的公差不会积累在连接电路部所具有的与外部连接的母线上,能够抑制母线的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置的大型化,能够提高功率转换装置的生产率。
附图说明
12.图1是表示实施方式1所涉及的功率转换装置的概要的平面图。图2是在图1的a-a截面位置处切断的功率转换装置的剖视图。图3是表示实施方式1所涉及的功率转换装置的连接电路部的主要部分的立体图。图4是表示实施方式1所涉及的功率转换装置的连接电路部的主要部分的侧视图。图5是表示实施方式1所涉及的功率转换装置的另一连接电路部的主要部分的立体图。图6是表示实施方式1所涉及的功率转换装置的另一连接电路部的主要部分的侧
视图。图7是表示实施方式1所涉及的功率转换装置的制造工序的图。图8是表示实施方式2所涉及的功率转换装置的概要的平面图。图9是在图8的b-b截面位置处切断的功率转换装置的剖视图。图10是表示实施方式2所涉及的功率转换装置的制造工序的图。图11是表示比较例所涉及的功率转换装置的制造工序的图。
具体实施方式
13.以下,基于附图对本技术的实施方式所涉及的功率转换装置及其制造方法进行说明。另外,各图中关于相同或相当的构件、部位,标注相同标号来进行说明。
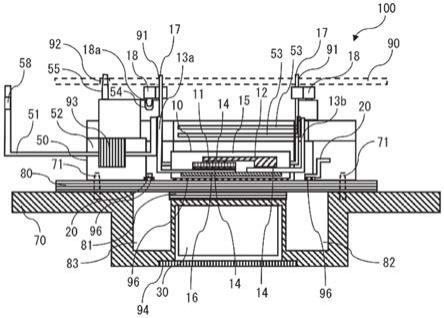
14.实施方式1.图1是表示实施方式1所涉及的功率转换装置100的概略的平面图,图2是图1的a-a截面位置处切断的功率转换装置100的剖视图,图3是表示实施方式1所涉及的功率转换装置100的连接电路部50的主要部分的立体图,图4是表示功率转换装置100的连接电路部50的主要部分的侧视图,图5是表示实施方式1所涉及的功率转换装置100的另一连接电路部50a的主要部分的立体图,图6是表示另一连接电路部50a的主要部分的侧视图,图7是表示实施方式1所涉及的功率转换装置100的制造工序的图,图11是表示比较例所涉及的功率转换装置的制造工序的图。图1是表示去除了定位于连接电路部50的控制基板90的平面图。功率转换装置100是将输入电流从直流转换成交流、从交流转换成直流或将输入电压转换成不同电压的装置。
15.如图2所示,功率转换装置100包括:具有半导体元件11的功率模块10;一个面与功率模块10热连接的散热器80;在散热器80的一个面上与功率模块10并排配置的连接电路部50;在散热器80的一个面一侧与功率模块10及连接电路部50相对配置且控制半导体元件11的控制部即控制基板90;与连接电路部50电连接的电容器模块30;以及支承散热器80的另一个侧面的壳体70。在图2中,控制基板90仅用虚线表示外形。本实施方式所示的功率转换装置100是经由电容器模块30将滤波后的直流电从外部传输至功率模块10,并且通过功率模块10进行功率转换以将交流电发送至ac母线51,并将交流电输出到外部的装置。功率转换装置100如图1所示,包含三个功率模块10。功率模块10例如输出三相交流。功率转换装置100还可以通过与上述路径相反的路径向外部发送直流电。
16.<功率模块10>如图2所示,功率模块10包括半导体元件11、半导体元件用布线构件12、功率模块用布线构件13a、13b、导电性接合材料14、模塑树脂15、绝缘构件16、信号端子17、以及信号端子间距强制树脂18。功率模块用布线构件13a、13b、以及信号端子17是从功率模块10露出到外部的端子。功率模块10在通电时发热。功率模块用布线构件13a在一个面上经由导电性接合材料14电连接且热连接至半导体元件11。功率模块用布线构件13a在另一个面上与绝缘构件16热连接。功率模块用布线构件13a的一部分从模塑树脂15延伸到外部,并且与ac母线51电连接。功率模块用布线构件13b在一个面上经由导电性接合材料14电连接且热连接至半导体元件用布线构件12的一端。功率模块用布线构件13b在另一个面上与绝缘构件16热连接。功率模块用布线构件13b的一部分从模塑树脂15延伸到外部,并且与dc母线53电连
接。半导体元件用布线构件12的另一端经由导电性接合材料14电连接且热连接至半导体元件11。
17.信号端子17与控制基板90连接。控制基板90具有多个供多个信号端子17分别插入的多个信号端子插入孔91。信号端子间距强制树脂18是为了使并排设置的多个信号端子17的间隔相同而围绕多个信号端子17设置的由树脂构成的构件。通过设置信号端子间距强制树脂18,多个信号端子17能分别容易地插入信号端子插入孔91。信号端子间距强制树脂18在连接电路部50一侧具有功率模块嵌合部18。功率模块嵌合部18a的详细说明将在后文叙述。半导体元件11等半导体模块10的结构要素被模塑树脂15进行密封。信号端子间距强制树脂18与功率模块10的成型同时地被树脂成型。绝缘构件16的未连接功率模块用布线构件13a、13b一侧的面经由焊料96与散热器80的一个面热连接。散热器80和散热器翅片81由铝等热传导率较高的金属形成。功率模块用布线构件13a和ac母线51之间的连接以及功率模块用布线构件13b和dc母线53之间的连接可以使用螺钉紧固或焊接等。
18.<电容器模块30>电容器模块30包含对直流电进行滤波的滤波电容器。电容器模块30固定在被夹在壳体70中形成的第1流路部82和第2流路部83之间的壳体70的凹部中。固定了电容器模块30的部分被电容器盖94覆盖,防止电容器模块30从外部进水。电容器用布线构件31从电容器模块30向外部延伸,电容器用布线构件31与连接电路部50电连接(连接部未图示)。另外,电容器模块30的配置不限于壳体70的凹部,电容器模块30也可以配置在散热器80的一个面一侧。
19.<壳体70>壳体70是对一个面上配置有功率模块10和连接电路部50的散热器80的另一个面一侧进行支承的构件。另外,在壳体70中形成制冷剂流动的流路。制冷剂从第1流路部82通过散热器翅片81之间流向第2流路部83。制冷剂例如使用水或乙二醇液体。壳体70例如由铝通过压铸来制成。散热器80和散热器翅片81由制冷剂来冷却。散热器翅片81沿着制冷剂流动的从第1流路部82到第2流路部83的方向设置。壳体70中压入了用于定位连接电路部50和散热器80的定位销71。散热器80上形成有供定位销71贯穿的贯通孔。连接电路部50的与散热器80相对的面上形成有与定位销71相互嵌合的孔部。
20.《连接电路部50》连接电路部50具有将外部与功率模块10电连接的母线、以及与母线绝缘的金属端子20。图2中,配置在功率模块10的左侧的连接电路部50的部分包括ac母线51、电流传感器93以及金属端子20。配置在功率模块10右侧的连接电路部50的部分包括dc母线53以及金属端子20。在连接电路部50具备的构件中,各个构件至少有一部分被模塑树脂52密封。连接电路部50如图3和图4所示,具有至少一个金属端子20。图3和图4是仅表示连接电路部50所具备的金属端子20的周围部分的图,将金属端子20的周围透视来呈现金属端子20的外观。连接电路部50在金属端子20的从连接电路部50露出到外部的部分经由焊料96热连接且机械连接到散热器80的一个面。连接电路部50具有金属端子20,因此能够将连接电路部50以热连接且机械连接的方式定位并固定在散热器80的一个面上。ac母线51和功率模块用布线构件13a的连接、以及dc母线53和功率模块用布线构件13b的连接例如用焊接。另外这些连接不仅限于焊接,也可以在连接电路部50中设置端子台,通过拧紧螺丝进行电连接。ac母线51
的外部输出连接部58例如与电动机(未图示)连接。dc母线53的外部输出连接部59例如与电池(未图示)连接。
21.金属端子20是实施了镀铜或铝的板金构件。ac母线51是发热部件,因此配置在ac母线51周围的金属端子20经由模塑树脂52将ac母线51的热量传递到散热器80。金属端子20的结构不限于图3和图4的结构。连接电路部50可以具有多个金属端子20,多个金属端子20的一部分或者全部在连接电路部50的内部被一体化。图5和图6是仅表示连接电路部50a所具备的金属端子20的周围部分的图,将金属端子20的周围透视来呈现金属端子20的外观。图5和图6所示的金属端子20的结构是在连接电路部50a的内部具有将金属端子20一体化的端子连接部20a的结构。通过端子连接部20a连接并排配置的金属端子20彼此。通过将多个金属端子20一体化,能够提高连接电路部50a的刚性。配置在ac母线51的周围的多个金属端子20可以高效地将ac母线51中产生的热量传递给散热器80。
22.《功率模块10的定位结构》功率模块10的信号端子间距强制树脂18在连接电路部50一侧具有功率模块嵌合部18。连接电路部50在功率模块一侧具有第1嵌合部54。功率模块10通过功率模块嵌合部18a和第1嵌合部54相互嵌合而在散热器80的一个面上相对于连接电路部50进行定位。本实施方法中,第1嵌合部54是在连接电路部50的功率模块10一侧设置于与控制基板90相对的部分的孔。另外,本实施方式中,功率模块嵌合部18a是在信号端子间距强制树脂18的连接电路部50一侧与作为第1嵌合部54的孔嵌合的突出部。然而,功率模块嵌合部18a和第1嵌合部54的形状不限于此,也可以将功率模块嵌合部18a作为孔,第1嵌合部54作为与功率模块嵌合部18a的孔嵌合的突出部。
23.通过这样的结构,连接电路部50通过金属端子20定位并固定在散热器80上,功率模块10相对于连接电路部50进行定位,因此连接电路部50具备的与外部连接的构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准的公差,能够抑制外部输出连接部58、59的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化。另外,在功率模块10和散热器80之间不需要定位部,由于在它们之间不设置定位部,因此提高了功率转换装置100的生产率。
24.另外,在考虑到以壳体70为基准而积累在外部输出连接部58、59上的公差的情况下,连接电路部50也通过壳体70具备的定位销71相对于壳体70进行定位,因此连接电路部50具备的母线的外部输出连接部58、59上不会积累以壳体70的位置为基准的公差,能够抑制外部输出连接部58、59的配置的精度恶化。
25.《控制基板90的定位结构》控制基板90在与连接电路部50相对的部分具有控制部嵌合部92。连接电路部50在与控制基板90相对的部分具有第2嵌合部55。控制基板90通过控制部嵌合部92和第2嵌合部55相互嵌合而在散热器80的一个面一侧相对于连接电路部50进行定位。本实施方式中,控制部嵌合部92是在控制基板90的与连接电路部50相对的部分所设置的孔。另外,本实施方式中,第2嵌合部55是与作为控制部嵌合部92的孔嵌合的突出部。然而,控制部嵌合部92和第2嵌合部55的形状不仅限于此,控制部嵌合部92可以是突出部,第2嵌合部55可以是与作为控制部嵌合部92的突出部嵌合的孔。
26.通过这样的构造,连接电路部50通过金属端子20定位并固定在散热器80上,功率
模块10相对于连接电路部50定位,控制基板90相对于连接电路部50定位,因此控制基板90所具备的信号端子插入孔91上不会积累以功率模块10的位置为基准的公差,能够抑制信号端子插入孔91的配置的精度恶化。因此,功率模块10的信号端子17能够容易地插入到信号端子插入孔91中。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化。另外,无需为了让信号端子17能容易地插入到信号端子插入孔91而对信号端子17或信号端子插入孔91进行高精度的加工,因此能提高功率转换装置100的生产率。
27.由于组装功率模块10和连接电路部50并配置在散热器80上时的组装偏差有可能导致功率模块嵌合部18a和第1嵌合部54相互干扰,从而向信号端子17施加负荷。散热器80和功率模块10以及连接电路部50的固定通过焊接进行,因此,当焊料96熔融时,信号端子17上施加的负荷通过功率模块10的定位而消除,因此能够消除在信号端子17上产生的残余应力。另外,由于焊料熔融而产生的定位效应,信号端子17随着功率模块10自身的微小位置移动而移动到容易进入控制基板90的信号端子插入孔91的位置。
28.《功率转换装置的制造方法的比较例》参考图11说明功率转换装置的制造方法的比较例。功率转换装置的制造方法包括:构件准备工序(s111)、功率模块连接工序(s112)、连接电路部连接工序(s113)、布线连接工序(s114)以及控制基板连接工序(s115)。构件准备工序是准备具有半导体元件的功率模块、散热器和具有母线的连接电路部的工序。功率模块连接工序是将功率模块与散热器的一个面通过焊接热连接的工序。连接电路部连接工序是与功率模块并排地且以功率模块的配置为基准,用螺钉将连接电路部机械地固定在散热器的一个面上的工序。布线连接工序是将功率模块的布线构件和连接电路部的母线通过螺钉或焊接连接的工序。控制基板连接工序是在控制半导体元件的控制基板所具备的信号端子插入孔中插入功率模块的信号端子,连接控制基板和功率模块的工序。
29.功率转换装置的制造方法的比较例中,连接电路部不具有与功率模块的定位有关的部分,而是以最初固定的功率模块的配置为基准制造功率转换装置。因此,为了以最初固定的功率模块为基准组装各构件,与功率转换装置连接的外部设备即电动机和电池与功率转换装置的连接到外部的构件即母线之间的连接的位置的精度会恶化。
30.《功率转换装置100的制造方法》对于功率转换装置100的制造方法,参考图7进行说明。功率转换装置100的制造方法包括:构件准备工序(s11)、连接电路部连接工序(s12)、功率模块连接工序(s13)、布线连接工程(s14)以及控制基板连接工序(s15)。
31.构件准备工序是准备具有半导体元件的功率模块10、散热器80、具有母线(ac母线51、dc母线53)以及与母线绝缘的金属端子20的连接电路部50的工序。功率模块10中,当用模塑树脂15密封半导体元件11等功率模块10的构成要素时,通过树脂成型而设置信号端子间距强制树脂18。连接电路部连接工序是在连接电路部50的金属端子20的从连接电路部50露出到外部的部分,将连接电路部50定位在散热器80的一个面上,通过焊料接合等钎焊实现热连接且机械连接的工序。
32.功率模块连接工序是将功率模块10的信号端子间距强制树脂18在连接电路部50侧具有的功率模块嵌合部18a和连接电路部50在功率模块10侧具有的第1嵌合部54相互嵌合,在散热器80的一个面上,将连接电路部50和功率模块10并排配置,将功率模块10相对于
连接电路部50进行定位,并将功率模块10通过焊料接合等钎焊而热连接在散热器80的一个面上的工序。布线连接工序是将功率模块用布线构件13a、13b和连接电路部50的母线通过螺钉或焊接而连接的工序。控制基板连接工序是在控制半导体元件11的控制基板90所具备的信号端子插入孔91里插入功率模块10的信号端子17,连接控制基板90和功率模块10的工序。控制基板90通过控制部嵌合部92和第2嵌合部55相互嵌合,在散热器80的一个面的一侧相对于连接电路部50进行定位。
33.通过这样制造,最初连接电路部50通过金属端子20定位并固定在散热器80上,然后功率模块10相对于连接电路部50进行定位,因此连接电路部50具备的与连接外部构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准而产生的公差,能够抑制外部输出连接部58、59的配置的精度恶化。另外,最初连接电路部50通过金属端子20定位并固定在散热器80上,接着功率模块10相对于连接电路部50进行定位,并且控制基板90相对于连接电路部50进行定位,因此控制基板90所具备的信号端子插入孔91上不会积累以功率模块10的位置为基准而产生的公差,能够抑制信号端子插入孔91的配置的精度恶化。因此,功率模块10的信号端子17能够容易地插入到信号端子插入孔91中。
34.连接电路部50连接到散热器80的连接方法和功率模块10连接到散热器80的连接方法都是通过焊料接合等钎焊,但是这些连接方法不限于此。这些连接方法也可以是通过螺钉连接。连接方法为焊料接合等钎焊的情况下,能够更有效地将散热器80和连接电路部50以及功率模块10进行热连接。另外,由于不需要螺钉孔,能削减加工部位,因此能提高功率转换装置100的生产效率。连接电路部50和功率模块10各自的连接方法设为相同连接方法的情况下,由于不需要多种构件,因此能够提高功率转换装置100的生产效率。
35.另外,连接电路部50连接到散热器80的连接工序和功率模块10连接到散热器80的连接工序可以不分开实施,而是在一次连接工序(s16)中同时实施。通过在一次连接工序(s16)中同时实施以上工序,能够缩短生产工序,因此能够提高功率转换装置100的生产效率。
36.另外,在实施方式1中,以控制1个电动机的结构的功率转换装置100为例示出,但功率转换装置100的结构不限于此。同样的结构也可以应用于控制两个电动机的结构的功率转换装置。
37.如上所述,实施方式1的功率转换装置100中,具有将功率模块10与外部电连接的母线、以及与母线绝缘的金属端子20且在散热器80的一个面上与功率模块10并排配置的连接电路部50在金属端子20的从连接电路部50露出到外部的部分,与散热器80的一个面热连接且机械连接,因此,连接电路部50通过金属端子20定位并固定在散热器80上,从而连接电路部50具备的与外部连接的构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准而产生的公差,能够抑制外部输出连接部58、59的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化。配置在ac母线51周围的金属端子20能够将ac母线51的热量传递到散热器80。
38.在功率模块嵌合部18a和第1嵌合部54相嵌合,功率模块10在散热器80的一个面上相对于连接电路部50进行定位的情况下,连接电路部50通过金属端子20定位并固定在散热器80上,功率模块10相对于连接电路部50定位,连接电路部50具备的与外部连接的构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准而产生的公差,能够
抑制外部输出连接部58、59的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化。另外,在功率模块10和散热器80之间不需要定位部,由于它们之间不设置定位部,因此提高了功率转换装置100的生产率。
39.在控制部嵌合部92和第2嵌合部55相互嵌合,控制基板90在散热器80的一个面的一侧相对于连接电路部50定位的情况下,连接电路部50通过金属端子20定位且固定在散热器80上,功率模块10相对于连接电路部50定位,控制基板90相对于连接电路部50定位,因此控制基板90具备的信号端子插入孔91上不会积累以功率模块10的位置为基准的公差,能够抑制信号端子插入孔91的配置的精度恶化。因此,功率模块10的信号端子17能够容易地插入到信号端子插入孔91中。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化。另外,无需对信号端子17或信号端子插入孔91进行高精度的加工以将信号端子17容易地插入到信号端子插入孔91,因此能够提高功率转换装置100的生产率。
40.在连接电路部50具有多个金属端子20,多个金属端子20的一部分或全部在连接电路部50的内部一体化的情况下,由于多个金属端子20被一体化,能够提高连接电路部50的刚性。配置在ac母线51周围的多个金属端子20能够将ac母线51中产生的热量有效地传递给散热器80。
41.实施方式1的功率转换装置100的制造方法包括:准备功率模块10、散热器80、具有母线及与母线绝缘的金属端子20的连接电路部50的构件准备工序;通过连接电路部50的金属端子20将连接电路部50与散热器80的一个面热连接且机械连接的连接电路部连接工序;使功率模块10在连接电路部50侧具有的功率模块嵌合部18a与连接电路部50在功率模块10侧具有的第1嵌合部54相互嵌合,将功率模块10与散热器80的一个面热连接的功率模块连接工序,因此,最初连接电路部50通过金属端子20定位并固定在散热器80上,然后再将功率模块10相对于连接电路部50进行定位,因此,连接电路部50所具有的与外部连接的构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准而产生的的公差,能够抑制外部输出连接部58、59的配置的精度恶化。另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型化,能够提高功率转换装置的生产率。
42.连接电路部连接工序和功率模块连接工序同时进行的情况下,能缩短生产工序,因此能提高功率转换装置100的生产率。另外,连接电路部50连接到散热器80的连接方式、功率模块10连接到散热器80的连接方式相同的情况下,由于不需要多种构件,因此能够提高功率转换装置100的生产率。另外,在连接电路部50连接到散热器80的连接方式、功率模块10连接到散热器80的连接方式是钎焊的情况下,能够更有效地将散热器80和连接电路部50以及功率模块10热连接。另外,由于不需要螺钉孔,能削减加工部位,因此能提高功率转换装置100的生产率。
43.本实施方式中,将连接电路部50固定在散热器80上,但设置连接电路部50的部位不限于散热器80。连接电路部50也可以固定在壳体70上。
44.实施方式2.对实施方式2所涉及的功率转换装置100及其制造方法进行说明。图8是表示实施方式2所涉及的功率转换装置100的概要的平面图,图9是从图1的b-b截面位置处截断的功率转换装置100的剖视图,图10是表示实施方式2所涉及的功率转换装置100的制造工序的图。图8是表示去除定位于连接电路部50的控制基板90后的平面图,图9是用虚线表示控制
基板90外形的剖视图。在实施方式2的功率转换装置100中,金属端子20设置在与实施方式1不同的位置处。另外,实施方式2所涉及的功率转换装置100以与实施方式1不同的制造方法制造。
45.功率转换装置100的连接电路部50有多个金属端子20。多个金属端子20沿着连接电路部50的外周配置在与散热器80的一个面接触的位置上。在散热器80的一个面的与金属端子20接触的部位,散热器80的另一个面与壳体70的支承散热器80的面接触。金属端子20的材料例如是铜、铝、铁或混入金属材料的树脂。设置在壳体70的支承散热器80的面的内侧的流路周围设置了密封构件95。密封构件95例如是垫片。通过设置密封构件95,能够抑制制冷剂向外部流出。
46.对于功率转换装置100的制造方法,参考图10进行说明。功率转换装置100的制造方法包括:构件准备工序(s21)、定位于连接电路部50的功率模块10的功率模块连接工序(s22)、连接电路部连接工序(s23)、布线连接工序(s24)以及控制基板连接工序(s25)。布线连接工序(s24)以及控制基板连接工序(s25)与实施方式1相同,因此省略说明。
47.构件准备工序是准备具有半导体元件11的功率模块10、散热器80、具有母线(ac母线51、dc母线53)及与母线绝缘的金属端子20的连接电路部50、支承散热器80的另一个面一侧的壳体70的工序。功率模块10中,当半导体元件11等功率模块10的构成要素被模塑树脂15密封时,通过树脂成型而设置信号端子间距强制树脂18。
48.功率模块连接工序是将功率模块10在连接电路部50侧具有的功率模块嵌合部18a和连接电路部50在功率模块10侧具有的第1嵌合部54相互嵌合,在散热器80的一个面上,将连接电路部50和功率模块10并排配置,将功率模块10相对于连接电路部50进行定位,将功率模块10通过焊料接合等钎焊与散热器80的一个面热连接的工序。
49.连接电路部连接工序是在金属端子20的从连接电路部50露出到外部的部分,将连接电路部50热连接且机械连接到散热器80的一个面上,并且将散热器80的另一个面与壳体70热连接且机械连接的工序。连接电路部连接工序中,金属端子20和散热器80、以及散热器80和壳体70的连接方法是摩擦搅拌接合或焊接。接合的部位是配置有金属端子20的部位。金属端子20被配置在抑制制冷剂向外部流出的位置。接合通过将加工工具推到金属端子20上而进行。接合可以多个部位同时实施,也可以沿着连接电路部50的外周依次实施。
50.如上所述,实施方式2的功率转换装置100的制造方法包括:准备功率模块10、散热器80、具有母线及与母线绝缘的金属端子20的连接电路部50、支承散热器80的另一面一侧的壳体70的构件准备工序;功率模块10在连接电路部50侧具有的功率模块嵌合部18a与连接电路部50在功率模块10侧具有的第1嵌合部54相互嵌合,将功率模块10热连接到散热器80的一个面的功率模块连接工序;以及将连接电路部50通过金属端子20热连接且机械连接到散热器80的一个面,与此同时将散热器80的另一个面与壳体70热连接且机械连接的连接电路部连接工序,连接电路部连接工序中,金属端子20和散热器80、以及散热器80和壳体70的连接方法是摩擦搅拌接合或焊接,因此,虽然最初是功率模块10被固定,但功率模块10相对于接下来被固定的连接电路部50进行定位,因此连接电路部50具备的与外部连接的构件即母线的外部输出连接部58、59上不会积累以功率模块10的位置为基准而产生的公差,能够抑制外部输出连接部58、59的配置的精度恶化。
51.另外,由于不需要另外设置公差吸收结构,因此能够抑制功率转换装置100的大型
化。另外,金属端子20和散热器80、以及散热器80和壳体70的连接方法是摩擦搅拌接合或焊接,因此金属端子20和散热器80、以及散热器80和壳体70能够牢固地接合。由于金属端子20牢固地接合在散热器80上,所以能够有效地冷却连接电路部50。另外,由于金属端子20和散热器80、以及散热器80和壳体70同时接合,能够缩短生产工序,因此能提高功率转换装置100的生产率。另外,由于不需要螺钉孔,能削减加工部位,因此能提高功率转换装置100的生产率。
52.另外,本技术虽然记载了各种示例性的实施方式以及实施例,但是1个或多个实施方式所记载的各种特征、方式及功能并不仅限于适用特定的实施方式,也可以单独适用于实施方式,或者进行各种组合来适用于实施方式。因此,可以认为未例示的无数变形例也包含在本技术说明书所公开的技术范围内。例如,设为包括对至少一个构成要素进行变形、追加的情况或省略的情况,以及提取至少一个构成要素并与其他实施方式的构成要素进行组合的情况。标号说明
53.10功率模块,11半导体元件,12半导体元件用布线构件,13a功率模块用布线构件,13b功率模块用布线构件,14导电性接合材料,15模塑树脂,16绝缘构件,17信号端子,18信号端子间距强制树脂,18a功率模块嵌合部,20金属端子,20a端子连接部,30电容器模块,31电容器用布线构件,50连接电路部,50a连接电路部,51ac母线,52模塑树脂,53dc母线,54第1嵌合部,55第2嵌合部,58外部输出连接部,59外部输出连接部,70壳体,71定位销,80散热器,81散热器翅片,82第1流路部,83第2流路部,90控制基板,91信号端子插入孔,92控制部嵌合部,93电流传感器,94电容器盖,95密封构件,96焊料,100功率转换装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1