转子和马达的制作方法
1.本实用新型涉及转子和马达。
背景技术:
2.已知具有在设置于转子铁芯的孔内保持有磁铁的结构的马达。例如,作为这样的马达,专利文献1记载了用于电动助力转向的马达。
3.专利文献1:日本特开2019
‑
115121号公报
4.上述那样的马达的转子铁芯有时通过层叠多个板部件而构成。在该情况下,层叠的板部件的一部分可能卷起。与此相对,如果在转子铁芯安装按压多个板部件的部件,能够抑制板部件卷起。但是,在该情况下,转子的部件数量增加,转子的组装工时增加。因此,存在转子的制造成本和马达的制造成本增大的问题。
技术实现要素:
5.本实用新型鉴于上述情况,其目的之一在于提供具有能够降低制造成本的结构的转子和马达。
6.本实用新型的转子的一个方式具备:轴,其能够绕沿轴向延伸的中心轴线旋转;转子铁芯,其固定于所述轴,通过沿轴向层叠多个板部件而构成;磁铁,其固定于所述转子铁芯;以及固定部件,其将所述磁铁固定于所述转子铁芯。所述转子铁芯具有沿轴向贯通的收纳孔。所述磁铁收纳于所述收纳孔。所述固定部件具有:基部,其与所述转子铁芯的轴向一侧的面接触;以及延伸部,其从所述基部向轴向另一侧延伸,通过所述收纳孔。所述延伸部具有:磁铁支承部,其位于所述收纳孔内,将所述磁铁按压于所述收纳孔的内表面;以及转子铁芯支承部,其与所述转子铁芯的轴向另一侧的面接触。
7.在上述方式的转子中,所述收纳孔沿绕所述中心轴线的周向设置有多个,所述磁铁和所述延伸部分别按照每个所述收纳孔而设置,所述基部沿绕所述中心轴线的周向延伸并且连接多个所述延伸部。
8.在上述方式的转子中,所述转子铁芯支承部是所述延伸部的轴向另一侧的端部被凿紧而得到的凿紧部。
9.在上述方式的转子中,所述固定部件是单个部件。
10.在上述方式的转子中,所述固定部件是金属板制成的。
11.在上述方式的转子中,所述基部与所述磁铁的轴向一侧对置地配置,所述转子铁芯具有与所述磁铁的轴向另一侧对置地配置的防脱部。
12.在上述方式的转子中,所述磁铁支承部位于比所述磁铁靠径向内侧的位置并且沿轴向延伸,所述转子铁芯支承部从所述磁铁支承部的轴向另一侧的端部向径向外侧突出并且所述转子铁芯支承部的至少一部分与所述防脱部的轴向另一侧的面接触。
13.在上述方式的转子中,所述磁铁支承部位于比所述磁铁靠径向内侧的位置并且沿轴向延伸,所述转子铁芯支承部从所述磁铁支承部的轴向另一侧的端部向径向内侧突出。
14.在上述方式的转子中,所述磁铁支承部位于比所述磁铁靠径向一侧的位置并且沿轴向延伸,所述转子铁芯支承部从所述磁铁支承部的轴向另一侧的端部向径向一侧突出,所述延伸部具有从所述磁铁支承部的轴向另一侧的端部向径向另一侧突出的突出部,所述突出部从轴向另一侧覆盖所述收纳孔的至少一部分。
15.本实用新型的马达的一个方式具备:上述转子;以及定子,其与所述转子隔着间隙对置。
16.根据本实用新型的一个方式,能够降低转子的制造成本和马达的制造成本。
附图说明
17.图1是示出第一实施方式的马达的剖视图。
18.图2是从上侧观察第一实施方式的转子的图。
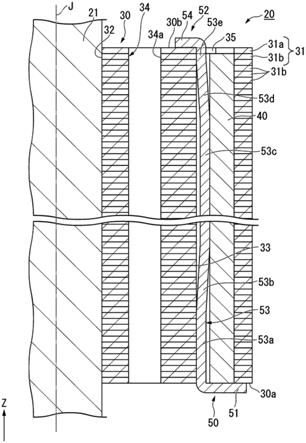
19.图3是示出第一实施方式的转子的一部分的剖视图,是沿图2的iii
‑
iii线的剖视图。
20.图4是示出第一实施方式的转子铁芯的一部分的立体图。
21.图5是示出第一实施方式的固定部件的立体图。
22.图6是示出制作第一实施方式的固定部件的中途的状态的图。
23.图7是示出第一实施方式的变形例的转子的一部分的剖视图。
24.图8是示出第二实施方式的转子的一部分的剖视图。
25.图9是示出第三实施方式的转子的一部分的立体图。
26.标号说明
27.10、210、310、410:马达;12:定子;20、220、320、420:转子;21:轴;30、330、430:转子铁芯;31:板部件;31a、331a:第一板部件(板部件);31b:第二板部件(板部件);33:收纳孔;35、335:防脱部;40:磁铁;50、250、350、450:固定部件;51、251:基部;52、352、452:延伸部;53、353:磁铁支承部;54、354、454:转子铁芯支承部;456:突出部;j:中心轴线。
具体实施方式
28.各图适当示出的z轴方向是以正侧为“上侧”,以负侧为“下侧”的上下方向。各图适当示出的中心轴线j是与z轴方向平行,并沿上下方向延伸的假想线。在以下的说明中,将中心轴线j的轴向,即与上下方向平行的方向简称为“轴向”,将以中心轴线j为中心的径向简称为“径向”,将以中心轴线j为中心的周向简称为“周向”。在以下的各实施方式中,下侧相当于“轴向一侧”,上侧相当于“轴向另一侧”。
29.另外,上下方向、上侧以及下侧仅是用于对各部分的配置关系等进行说明的名称,实际的配置关系等也可以是这些名称所示的配置关系等以外的配置关系等。
30.<第一实施方式>
31.图1所示的本实施方式的马达10是内转子型的马达。如图1所示,本实施方式的马达10具备外壳11、转子20、定子12、轴承保持架13以及轴承14、15。外壳11在内部收纳转子20、定子12、轴承保持架13以及轴承14、15。外壳11的底部保持轴承14。轴承保持架13保持轴承15。轴承14、15例如是球轴承。
32.定子12与转子20隔着间隙对置。在本实施方式中,定子12位于转子20的径向外侧。
定子12是包围转子20的环状。定子12具有定子铁芯12a、绝缘件12b以及多个线圈12c。虽然省略了图示,定子铁芯12a具有包围后述的转子铁芯30的圆环状的铁芯背部和从铁芯背部向径向内侧延伸的多个齿。多个线圈12c隔着绝缘件12b分别安装于定子铁芯12a的多个齿。
33.转子20能够以中心轴线j为中心旋转。如图2所示,转子20具备轴21、转子铁芯30、磁铁40以及固定部件50。轴21能够绕沿轴向延伸的中心轴线j旋转。轴21例如是以中心轴线j为中心沿轴向延伸的圆柱状。如图1所示,轴21被轴承14、15支承为能够绕中心轴线j旋转。
34.转子铁芯30是磁性体。转子铁芯30固定于轴21。如图2所示,转子铁芯30例如是以中心轴线j为中心的大致圆柱状。转子铁芯30具有中央孔32、收纳孔33以及贯通孔34。中央孔32沿轴向贯通转子铁芯30。中央孔32例如是以中心轴线j为中心的圆形状的孔。轴21沿轴向通过中央孔32。轴21例如通过压入等固定于中央孔32内。由此,转子铁芯30固定于轴21的外周面。
35.收纳孔33沿轴向贯通转子铁芯30。在本实施方式中,收纳孔33沿绕中心轴线j的周向设置有多个。多个收纳孔33例如沿周向在一周范围内等间隔地配置。收纳孔33例如设置有八个。收纳孔33例如设置于转子铁芯30的径向外缘部。收纳孔33例如在沿轴向观察时,沿周向呈直线状延伸。多个收纳孔33分别例如在沿轴向观察时,分别沿以中心轴线j为中心的正多边形状的各边延伸。也就是说,八个收纳孔33分别例如在沿轴向观察时,分别沿以中心轴线j为中心的正八边形状的各边延伸。收纳孔33例如在沿轴向观察时,为大致长方形状。
36.贯通孔34沿轴向贯通转子铁芯30。贯通孔34例如是圆形状的孔。贯通孔34沿周向设置有多个。多个贯通孔34例如沿周向在一周范围内等间隔地配置。贯通孔34例如设置有八个。多个贯通孔34例如分别配置于多个收纳孔33的径向内侧。通过空气在贯通孔34内沿轴向流动,能够通过空气对转子20进行冷却。
37.多个贯通孔34包含多个大径孔34a和多个小径孔34b。大径孔34a和小径孔34b例如沿周向交替地配置。大径孔34a和小径孔34b例如各设置有四个。小径孔34b的内径比大径孔34a的内径小。
38.如图3所示,转子铁芯30通过沿轴向层叠多个板部件31而构成。板部件31为板面朝向轴向的板状。板部件31的板面例如与轴向垂直。虽然省略了图示,在轴向上相邻的板部件31之间例如通过彼此一部分被凿紧而连结。板部件31例如是电磁钢板。在本实施方式中,多个板部件31包含一个第一板部件31a和多个第二板部件31b。
39.在本实施方式中,第一板部件31a是多个板部件31中的位于最上侧的板部件31。如图4所示,第一板部件31a具有防脱部35。也就是说,在本实施方式中,转子铁芯30具有防脱部35。防脱部35例如从收纳孔33的上侧的端部的内缘沿与轴向垂直的方向突出。在本实施方式中,防脱部35按照每个收纳孔33而各设置有两个。在各收纳孔33中,两个防脱部35分别设置于收纳孔33的上侧的端部的周向两端部的内缘。防脱部35封闭收纳孔33的上侧的开口的一部分。
40.如图2所示,防脱部35与磁铁40的上侧对置地配置。在各收纳孔33中,两个防脱部35例如与磁铁40中的径向内侧的端部的周向两端部各自的上侧对置地配置。防脱部35的下侧的面可以与磁铁40的上侧的面接触,也可以与磁铁40的上侧的面隔着间隙而沿轴向对置。
41.第二板部件31b除了未设置有防脱部35这一点,与第一板部件31a是相同的形状。
构成转子铁芯30的多个板部件31例如除了配置于最上侧的第一板部件31a,全部是第二板部件31b。如图3所示,转子铁芯30的下表面30a是多个板部件31中的配置于最下侧的第二板部件31b的下侧的面。转子铁芯30的上表面30b是多个板部件31中的配置于最上侧的第一板部件31a的上侧的面。在本实施方式中,下表面30a相当于转子铁芯30的轴向一侧的面,上表面30b相当于转子铁芯30的轴向另一侧的面。
42.磁铁40通过固定部件50固定于转子铁芯30。磁铁40收纳于收纳孔33。如图2所示,在本实施方式中,磁铁40按照每个收纳孔33而设置。也就是说,在本实施方式中,磁铁40沿周向设置有多个。磁铁40例如设置有八个。如图2和图3所示,磁铁40例如是沿轴向延伸的长方体状。如图2所示,磁铁40是例如在沿轴向观察时,在收纳有该磁铁40的收纳孔33延伸的方向上较长的长方形状。也就是说,多个磁铁40例如在沿轴向观察时为沿周向呈直线状延伸的形状。
43.各磁铁40的周向两端部例如从各收纳孔33的内表面中的位于周向两侧的面离开地配置。各磁铁40的周向两侧例如设置有空隙部。在本实施方式中,各磁铁40配置于在各收纳孔33内中偏向径向外侧的位置。如图3所示,磁铁40的径向外侧面例如与收纳孔33的内表面中的位于径向外侧的面接触。磁铁40的径向内侧面例如从收纳孔33的内表面中的位于径向内侧的面向径向外侧离开地配置。
44.磁铁40在收纳孔33中的设置有防脱部35的上端部以外的轴向的大致整体的范围内设置。磁铁40的下侧的面例如与转子铁芯30的下表面30a在轴向上位于大致相同的位置。磁铁40的上侧的面例如位于比转子铁芯30的上表面30b靠下侧的位置。磁铁40的轴向的尺寸比防脱部35与后述的基部51之间的轴向的距离小。磁铁40的下侧的面与基部51的轴向之间以及磁铁40的上侧的面与防脱部35的轴向之间的至少一方设置有间隙。磁铁40的种类没有特别限定。
45.固定部件50是将磁铁40固定于转子铁芯30的部件。固定部件50具有基部51和延伸部52。如图5所示,在本实施方式中,基部51沿绕中心轴线j的周向延伸。基部51例如呈以中心轴线j为中心的圆弧状延伸。基部51的周向两端部例如隔着微小的间隙彼此对置地配置。基部51例如为在沿轴向观察时,圆环状的一部分被缝沿周向分断的形状。基部51例如为板面朝向轴向的板状。基部51的板面例如与轴向垂直。
46.如图2和图3所示,在本实施方式中,基部51位于多个收纳孔33的下侧。基部51例如在大致整体的范围内封闭各收纳孔33的下侧的开口。在本实施方式中,基部51与磁铁40的下侧对置地配置。基部51的上侧的面可以与磁铁40的下侧的面接触,也可以与磁铁40的下侧的面隔着间隙对置。
47.如图3所示,基部51与转子铁芯30的下表面30a接触。基部51的径向外缘部例如位于比收纳孔33靠径向外侧的位置。基部51的径向外缘部与下表面30a中的位于收纳孔33的径向外侧的部分接触。基部51的径向内缘部的径向位置例如与收纳孔33的径向内缘部的径向位置相同。
48.延伸部52从基部51向上侧延伸,并通过收纳孔33。延伸部52例如从下侧插入收纳孔33,并比收纳孔33向上侧突出。如图2所示,在本实施方式中,延伸部52按照每个收纳孔33而设置。也就是说,在本实施方式中,延伸部52沿周向设置有多个。多个延伸部52例如沿周向在一周范围内等间隔地配置。延伸部52例如设置有八个。如图5所示,在本实施方式中,多
个延伸部52从基部51的径向内缘部向上侧延伸。也就是说,在本实施方式中,基部51连接多个延伸部52。
49.如图3所示,延伸部52具有磁铁支承部53和转子铁芯支承部54。磁铁支承部53位于收纳孔33内。在本实施方式中,磁铁支承部53位于比磁铁40靠径向内侧的位置。磁铁支承部53位于磁铁40的径向内侧面与收纳孔33的内表面中的位于径向内侧的面的径向的间隙。磁铁40的径向内侧面与收纳孔33的内表面中的位于径向内侧的面的径向的间隙比板状的延伸部52的板厚大。
50.磁铁支承部53沿轴向延伸。更详细而言,磁铁支承部53从基部51的径向内缘部向上侧延伸。磁铁支承部53为板面朝向径向的板状。在本实施方式中,磁铁支承部53从下侧朝向上侧依次具有第一直线部53a、第一连结部53b、接触部53c、第二连结部53d以及第二直线部53e。
51.第一直线部53a从基部51的径向内缘部向正上方呈直线状延伸。第一直线部53a的下侧的端部是磁铁支承部53的下侧的端部。第一直线部53a的径向内侧面与收纳孔33的内表面中的位于径向内侧的面接触。第一直线部53a的径向外侧面从磁铁40的径向内侧面向径向内侧离开地配置。第一连结部53b从第一直线部53a的上侧的端部沿斜上侧向径向外侧延伸。第一连结部53b在轴向上连结第一直线部53a与接触部53c。
52.接触部53c从第一连结部53b的上侧的端部向正上方呈直线状延伸。接触部53c的径向外侧面与磁铁40的径向内侧面接触。接触部53c的径向内侧面从收纳孔33的内表面中的位于径向内侧的面向径向外侧离开地配置。接触部53c的轴向的尺寸例如比磁铁支承部53的其他部分的轴向的尺寸大。也就是说,接触部53c的轴向的尺寸例如比第一直线部53a的轴向的尺寸、第一连结部53b的轴向的尺寸、第二连结部53d的轴向的尺寸以及第二直线部53e的轴向的尺寸大。第二连结部53d从接触部53c的上侧的端部沿斜上侧向径向内侧延伸。第二连结部53d在轴向上连结接触部53c与第二直线部53e。
53.第二直线部53e从第二连结部53d的上侧的端部向正上方呈直线状延伸。第二直线部53e的上侧的端部是磁铁支承部53的上侧的端部。第二直线部53e的径向内侧面与收纳孔33的内表面中的位于径向内侧的面接触。第二直线部53e的径向外侧面从磁铁40的径向内侧面向径向内侧离开地配置。第二直线部53e的轴向的尺寸例如比第一直线部53a的轴向的尺寸小。
54.磁铁支承部53成为通过使第一连结部53b和第二连结部53d相对于轴向倾斜地设置而使得接触部53c向径向外侧突出的形状。第一连结部53b和第二连结部53d作为板簧发挥功能,由此接触部53c能够沿径向弹性移位。由此,磁铁支承部53作为能够沿径向弹性变形的弹性体而发挥功能。
55.磁铁支承部53在收纳于收纳孔33内的状态下,被收纳孔33的内表面中的位于径向内侧的面与磁铁40的径向内侧面夹持,从而成为接触部53c相对于第一直线部53a和第二直线部53e向径向内侧进行了弹性移位的状态。也就是说,磁铁支承部53成为能够在收纳孔33内对磁铁支承部53所接触的部件沿径向施加弹力的状态。由此,磁铁支承部53经由接触部53c对磁铁40施加朝向径向外侧的力。磁铁40从磁铁支承部53承受朝向径向外侧的力,由此被按压于收纳孔33的内表面中的位于径向外侧的面。这样,磁铁支承部53将磁铁40按压于收纳孔33的内表面。
56.在本实施方式中,转子铁芯支承部54从磁铁支承部53的上侧的端部向径向内侧突出。转子铁芯支承部54例如为板面朝向轴向的板状。转子铁芯支承部54的板面例如与轴向垂直。转子铁芯支持部54位于转子铁芯30的上侧。转子铁芯支承部54的径向内侧的端部位于比贯通孔34靠径向外侧的位置。
57.转子铁芯支承部54与转子铁芯30的上表面30b接触。转子铁芯支持部54的下侧的面例如与上表面30b中的位于收纳孔33的径向内侧并且位于贯通孔34的径向外侧的部分接触。转子铁芯支承部54的下侧的面例如与上表面30b的收纳孔33的周缘部中的径向内侧部分接触。
58.在本实施方式中,转子铁芯支承部54是延伸部52的上侧的端部被凿紧的凿紧部。在本说明书中,凿紧部是指例如通过冲压加工等而部件的一部分进行塑性变形而制作的部分。也就是说,转子铁芯支承部54是延伸部52的上侧的端部进行塑性变形而制作的部分。在本实施方式中,转子铁芯支承部54通过使延伸部52的上侧的端部向径向内侧弯曲并进行塑性变形而制作。转子铁芯支承部54相对于磁铁支承部53的上侧的端部在径向内侧被凿紧。另外,图5所示的固定部件50是延伸部52的上侧的端部被凿紧之前的状态,即示出了制作转子铁芯支承部54之前的状态。
59.在本实施方式中,固定部件50是单个部件。固定部件50例如是金属板制成的。也就是说,固定部件50例如通过对金属板施加机械加工而制作。制作固定部件50的作业者等对通过冲压加工等从金属板冲裁得到的图6所示的金属部件150进行冲压加工等而进行弯曲,由此制作图5所示的状态的固定部件50,即制作转子铁芯支承部54之前的状态的固定部件50。
60.另外,在本说明书中“作业者等”包含进行各作业的作业者和装置机器等。各作业可以仅由作业者进行,也可以仅由装置机器等进行,还可以由作业者和装置机器等进行。
61.如图6所示,金属部件150具有第一部分151和多个第二部分152。第一部分151为呈直线状延伸的长方形板状的部分。多个第二部分152是从第一部分151沿与第一部分151延伸的方向垂直的方向呈直线状延伸的长方形板状的部分。第二部分152延伸的方向是与第一部分151的板面平行的方向。多个第二部分152沿第一部分151延伸的方向隔开间隔地排列配置。第一部分151的板面与第二部分152的板面彼此平行。
62.第一部分151是在与第一部分151的板面平行的平面内呈圆弧状弯曲并成为基部51的部分。第二部分152是沿与板面垂直的方向弯曲并成为延伸部52的部分。第二部分152例如沿图6所示的点划线和双点划线弯曲,从而成为制作转子铁芯支承部54之前的延伸部52,即图5所示的延伸部52。沿点划线将第二部分152弯曲的方向与沿双点划线将第二部分152弯曲的方向是相反方向。作业者等例如在沿点划线和双点划线将第二部分152弯曲之后,将第一部分151弯曲为圆弧状。在弯曲第二部分152时,作业者等例如将多个第二部分152一起弯曲。
63.作业者等在将磁铁40从下侧分别插入转子铁芯30的收纳孔33内之后,将图5所示的状态的固定部件50的各延伸部52从下侧插入各收纳孔33内。作业者等将延伸部52插入收纳孔33内,直至基部51的上侧的面与转子铁芯30的下表面30a接触。作业者等将从收纳孔33的上侧的开口向上侧突出的延伸部52的上端部在径向内侧凿紧,从而使该上端部与转子铁芯30的上表面30b接触。由此,制作与转子铁芯30的上表面30b接触的转子铁芯支承部54,从
而磁铁40和固定部件50相对于转子铁芯30被组装。另外,在将磁铁40和固定部件50相对于转子铁芯30进行组装时,作业者等例如也可以使转子铁芯30的姿势上下翻转而进行各作业。
64.根据本实施方式,将磁铁40固定于转子铁芯30的固定部件50具有与转子铁芯30的下表面30a接触的基部51和从基部51向上侧延伸并通过收纳孔33的延伸部52。延伸部52具有将磁铁40按压于收纳孔33的内表面的磁铁支承部53和与转子铁芯30的上表面30b接触的转子铁芯支承部54。通过磁铁支承部53将磁铁40按压于收纳孔33的内表面,由此能够相对于转子铁芯30固定磁铁40。而且,通过基部51与转子铁芯30的下表面30a接触,转子铁芯支承部54与转子铁芯30的上表面30b接触,能够抑制固定部件50相对于转子铁芯30沿轴向脱落。而且,能够通过基部51和转子铁芯支承部54从轴向的两侧按压转子铁芯30,因此能够抑制构成转子铁芯30的板部件31的一部分卷起。
65.这样,在将磁铁40固定于转子铁芯30的固定部件50设置基部51和转子铁芯支承部54,从而也可以将固定部件50作为按压层叠的多个板部件31的部件使用,由此能够抑制板部件31卷起,而无需另外设置其他部件。因此,能够抑制板部件31卷起,并且能够抑制转子20的部件数量增加。由此,能够抑制转子20的组装工时增加,从而能够抑制马达10的组装工时增加。因此,能够降低转子20的制造成本和马达10的制造成本。
66.另外,通过将固定部件50安装于转子铁芯30,能够容易地进行磁铁40相对于转子铁芯30的固定作业和按压层叠的多个板部件31的作业。因此,例如,与通过使转子铁芯30和磁铁40成为嵌入部件的嵌件成型来制作按压磁铁40和板部件31的树脂部件的情况等相比,能够减少进行磁铁40相对于转子铁芯30的固定作业和按压层叠的多个板部件31的作业所需的时间和工时。因此,能够进一步降低转子20的制造成本和马达10的制造成本。
67.另外,根据本实施方式,收纳孔33沿绕中心轴线j的周向设置有多个。磁铁40和延伸部52分别按照每个收纳孔33而设置。基部51沿绕中心轴线j的周向延伸,并且连接多个延伸部52。因此,能够通过各延伸部52的磁铁支承部53将各磁铁40分别固定于转子铁芯30。而且,能够通过多个延伸部52的转子铁芯支承部54按压板部件31。因此,能够更适当地抑制板部件31卷起。
68.另外,多个延伸部52借助一个基部51连接,因此将一个固定部件50安装于转子铁芯30,由此将多个延伸部52一起安装于转子铁芯30。因此,例如与设置有多个各具有一个基部51和延伸部52的固定部件的情况相比,能够提高将固定部件50安装于转子铁芯30时的作业性,并且能够缩短将固定部件50安装于转子铁芯30的作业所需的作业时间。而且,与制作多个各具有一个基部51和延伸部52的固定部件的情况相比,能够减少用于制造固定部件50的工时。由此,能够降低固定部件50的制造成本,从而能够进一步降低转子20的制造成本和马达10的制造成本。
69.另外,根据本实施方式,转子铁芯支承部54是延伸部52的上侧的端部被凿紧而得到的凿紧部。因此,通过上述那样使延伸部52通过收纳孔33之后凿紧延伸部52的上端部,能够容易并且适当地制作转子铁芯支承部54。而且,容易使转子铁芯支承部54准确地与转子铁芯30的上表面30b接触。因此,能够更适当地按压多个板部件31。
70.另外,根据本实施方式,固定部件50是单个部件。因此,能够进一步抑制转子20的部件数量和马达10的部件数量增加。而且,与连结多个部件而制作固定部件50的情况相比,
能够减少用于制造固定部件50的工时。由此,能够进一步降低转子20的制造成本和马达10的制造成本。
71.另外,根据本实施方式,固定部件50是金属板制成的。因此,与例如通过压铸等制作固定部件50的情况相比,能够降低固定部件50的制造成本。由此,能够进一步降低转子20的制造成本和马达10的制造成本。而且,延伸部52为板状,因此容易凿紧延伸部52的上端部从而制作转子铁芯支承部54。
72.另外,根据本实施方式,基部51与磁铁40的下侧对置地配置。转子铁芯30具有与磁铁40的上侧对置地配置的防脱部35。因此,能够通过基部51和防脱部35沿轴向夹持磁铁40。由此,能够抑制磁铁40从收纳孔33内沿轴向被拔出的情况以及磁铁40沿轴向发生位置偏移的情况。进而,能够抑制磁铁40沿轴向发生位置偏移,因此容易使多个磁铁40的轴向位置适当地对齐,从而能够抑制由各磁铁40产生的磁场的范围在轴向上发生偏差。因此,通过使用固定部件50,能够低成本地制作磁特性优异的转子20。而且,能够抑制磁铁40的轴向位置的偏差,由此例如在设置能够检测磁铁40的磁场的磁传感器的情况下,能够抑制磁铁40与该磁传感器的轴向的距离发生偏差。因此,能够通过该磁传感器适当地检测磁铁40的磁场。
73.另外,例如,在磁铁支承部53位于比磁铁40靠径向内侧的位置时,转子铁芯支承部54从磁铁支承部53的上侧的端部向径向外侧突出的情况下,为了使转子铁芯支承部54与转子铁芯30的上表面30b接触,需要使转子铁芯支承部54延伸至比收纳孔33靠径向外侧的位置。因此,为了适当地确保能够通过转子铁芯支承部54按压板部件31的面积,需要使转子铁芯支承部54的径向的尺寸较大。
74.与此相对,根据本实施方式,磁铁支承部53位于比磁铁40靠径向内侧的位置,转子铁芯支承部54从磁铁支承部53的上侧的端部向径向内侧突出。因此,即使转子铁芯支承部54的径向的尺寸较小,也容易使转子铁芯支承部54与转子铁芯30的上表面30b接触。由此,与转子铁芯支承部54向径向外侧突出的情况相比,减小转子铁芯支承部54的径向的尺寸,并且容易适当地确保能够通过转子铁芯支承部54按压板部件31的面积。因此,缩小转子铁芯支承部54的径向的尺寸从而降低固定部件50的制造成本,并且容易通过转子铁芯支承部54适当地按压板部件31。
75.另外,根据本实施方式,接触部53c的轴向的尺寸比第一直线部53a的轴向的尺寸、第一连结部53b的轴向的尺寸、第二连结部53d的轴向的尺寸以及第二直线部53e的轴向的尺寸大。因此,能够使接触部53c的轴向的尺寸较大。由此,能够增大磁铁支承部53在收纳孔33内与磁铁40接触的面积。因此,能够经由接触部53c对磁铁40适当地施加朝向径向外侧的力,从而能够通过磁铁支承部53将磁铁40适当地固定于收纳孔33内。
76.另外,根据本实施方式,接触部53c是设置于磁铁支承部53中的比第二连结部53d和第二直线部53e接近基部51的位置的部分。也就是说,接触部53c设置于比磁铁支承部53的上侧的端部接近基部51的一侧。因此,例如与接触部53c设置于磁铁支承部53的上侧的端部的情况相比,在开始将延伸部52从下侧插入收纳孔33内时,延伸部52的上侧的端部难以与磁铁40接触。由此,容易使延伸部52通过收纳孔33内。因此,能够更容易将固定部件50安装于转子铁芯30。尤其是,在本实施方式中,磁铁支承部53的上侧的端部设置有沿轴向呈直线状延伸的第二直线部53e,第二直线部53e与接触部53c的轴向之间设置有相对于轴向倾斜地延伸的第二连结部53d。因此,在将延伸部52从下侧插入收纳孔33内时,容易使第二直
线部53e从收纳孔33的下侧的开口插入。而且,通过倾斜地延伸的第二连结部53d,容易使接触部53c沿径向弹性移位,并且容易使接触部53c进入收纳孔33的径向内侧面与磁铁40的径向内侧面之间。
77.另外,根据本实施方式,通过各磁铁支承部53,各磁铁40被按压于各收纳孔33内的径向外侧面。因此,能够通过各收纳孔33内的径向外侧面在径向上对各磁铁40进行定位。由此,无论作业者等的作业的精度等如何,都能够适当地对齐各磁铁40的径向位置。也就是说,能够抑制各磁铁40的径向位置发生偏差。因此,能够提高转子20的磁特性,从而能够提高输出扭矩等马达10的品质。而且,能够降低因转子20旋转时产生的离心力而产生的振动和偏载荷。因此,也能够降低对支承转子20的轴承14、15的负载。由此,能够提高马达10的寿命。而且,通过使用固定部件50,在组装转子20时难以在磁铁40的径向位置产生偏差,因此能够抑制转子20的磁特性产生偏差。由此,能够抑制输出扭矩等的马达10的品质产生偏差。
78.(第一实施方式的变形例)
79.在图7所示的马达210的转子220中,固定部件250的基部251具有基部主体251a和折返部255。基部主体251a为与上述基部51相同的形状。折返部255从基部主体251a的径向内缘部向下侧突出,并向径向内侧且上侧折返从而与磁铁支承部53的下侧的端部连接。折返部255例如通过将图6所示的金属部件150的第二部分152相对于第一部分151沿与板面垂直的方向从根部弯曲之后,进而使第二部分152向相反方向折返而制作。马达210的其他结构可以与上述马达10的其他结构相同。
80.根据本变形例,通过设置折返部255,能够提高基部251与延伸部52的连接部分的刚性。因此,延伸部52相对于基部251难以移位,从而能够容易维持通过延伸部52的磁铁支承部53和转子铁芯支承部54适当地按压磁铁40和板部件31的状态。而且,在固定部件250是金属板制成的情况下,即使金属板的厚度较薄,也容易确保基部251与延伸部52的连接部分的刚性。因此,能够使用于制作固定部件250的金属板的厚度较薄。由此,能够进一步降低固定部件250的制造成本。因此,能够进一步降低转子220的制造成本和马达210的制造成本。而且,通过使金属板的厚度变薄,能够使固定部件250轻量化,因此能够使转子220和马达210轻量化。
81.另外,例如,在能够使磁铁40从收纳孔33的上侧的开口插入的结构中,在将固定部件250安装于转子铁芯30之后使磁铁40从上侧插入收纳孔33的情况下,即使磁铁40因磁力被吸入收纳孔33内从而从上侧与基部251碰撞,也能够抑制基部251相对于延伸部52发生变形。由此,能够抑制磁铁40的位置发生偏差。
82.<第二实施方式>
83.如图8所示,在本实施方式的马达310的转子320中,转子铁芯330与第一实施方式的转子铁芯30相比,第一板部件331a的形状不同。第一板部件331a的防脱部335从收纳孔33的上端部的径向外侧的内表面向径向内侧突出。防脱部335覆盖收纳孔33的上侧的开口中的除了径向内侧的端部的整体。在本实施方式中,收纳孔33中的向第一板部件331a的上侧露出的部分的形状是宽度比构成固定部件350的金属板的板厚宽的缝状。在本实施方式中,防脱部335例如覆盖磁铁40的上侧的整体。
84.在本实施方式的固定部件350中,延伸部352的转子铁芯支承部354从磁铁支承部353的上侧的端部向径向外侧突出。转子铁芯支承部354的至少一部分与防脱部335的上侧
的面接触。由此,能够通过转子铁芯支承部354从上侧按压第一板部件331a。因此,能够抑制构成转子铁芯330的多个板部件31卷起。在本实施方式中,转子铁芯支承部354大致整体与防脱部335的上侧的面接触。马达310的其他结构与第一实施方式的马达10的其他结构相同。另外,转子铁芯支承部354可以以任何方式与防脱部335的上侧的面接触。转子铁芯支承部354与防脱部335例如也可以点接触。
85.根据本实施方式,转子铁芯支承部354从延伸部352的上侧的端部向径向外侧突出。因此,在收纳孔33的径向内侧设置有贯通孔34的情况下,即使增大转子铁芯支承部354的径向的尺寸,转子铁芯支承部354也不会封闭贯通孔34。由此,在贯通孔34内流动的空气不会被转子铁芯支承部354阻碍。因此,能够使空气在贯通孔34内适当地流动,从而能够适当地对转子320进行冷却。
86.<第三实施方式>
87.如图9所示,在本实施方式的马达410的转子420中,转子铁芯430与第一实施方式不同,不具有第一板部件31a。构成转子铁芯430的多个板部件31例如仅包含第二板部件31b。转子铁芯430与第一实施方式不同,不具有防脱部35。
88.本实施方式的固定部件450的延伸部452的上端部沿周向隔开间隔地分为两股。分为两股的延伸部452的上端部的一个是转子铁芯支承部454。转子铁芯支承部454从磁铁支承部53的上端部向径向内侧突出。转子铁芯支承部454是例如延伸部452的上端部在径向内侧被凿紧的凿紧部。转子铁芯支承部454与转子铁芯430的上侧的面接触。在本实施方式中,转子铁芯430的上侧的面是多个板部件31中的位于最上侧的第二板部件31b的上侧的面。
89.分为两股的延伸部452的上端部的另一个是从磁铁支承部53的上侧的端部向径向外侧突出的突出部456。也就是说,在本实施方式中,延伸部452具有突出部456。突出部456是例如延伸部452的上端部在径向外侧被凿紧的凿紧部。
90.突出部456从上侧覆盖收纳孔33的至少一部分。在本实施方式中,突出部456从上侧覆盖收纳孔33的一部分。突出部456与磁铁40的上侧对置地配置。突出部456的下侧的面可以与磁铁40的上侧的面接触,也可以与磁铁40的上侧的面隔着间隙对置。在本实施方式中,磁铁40的上侧的面与转子铁芯430的上侧的面在轴向上配置于相同位置。马达410的其他结构可以与上述各实施方式的马达的其他结构相同。另外,在本实施方式中,径向内侧相当于“径向一侧”,径向外侧相当于“径向另一侧”。
91.根据本实施方式,延伸部452具有从上侧覆盖收纳孔33的至少一部分的突出部456。因此,即使在转子铁芯430不设置防脱部35,也能够通过突出部456抑制磁铁40从收纳孔33向上侧拔出。而且,在将突出部456作为凿紧部的情况下,容易使突出部456与磁铁40的上侧的面适当地接触。因此,能够在轴向上更适当地保持磁铁40。
92.另外,在将突出部456作为凿紧部的情况下,在对突出部456进行凿紧而制作之前,能够使收纳孔33的上侧的开口为能够插入磁铁40的状态。因此,例如,能够采用下述组装方法:在对分为两股的延伸部452的上端部中的一个进行凿紧从而制作转子铁芯支承部454,并将固定部件450安装于转子铁芯430之后,使磁铁40从收纳孔33的上侧进入。由此,能够提高转子420的组装方法的自由度。
93.本实用新型不限于上述实施方式,在本实用新型的技术思想的范围内,也能够采用其他结构。固定部件也可以通过连结多个部件而构成。构成固定部件的材料没有特别限
定。固定部件也可以是树脂制的。固定部件也可以通过压铸等使材料流入模具并进行成型的方法而制造。固定部件也可以设置有多个。在该情况下,各固定部件也可以具有一个基部和至少一个延伸部。一个固定部件所具有的延伸部的数量没有特别限定。一个固定部件也可以仅具有一个延伸部。基部的形状没有特别限定。基部也可以是在整周范围内连在一起的圆环状。
94.磁铁支承部可以在收纳孔内相对于磁铁配置于任何位置。磁铁支承部可以在收纳孔内位于比磁铁靠径向外侧的位置,也可以在收纳孔内位于与磁铁在周向上相邻的位置。在磁铁支承部位于比磁铁靠径向外侧的位置的情况下,磁铁支承部例如将磁铁按压于收纳孔的内表面中的位于径向内侧的面。在磁铁支承部位于磁铁的周向一侧的情况下,磁铁支承部例如将磁铁按压于收纳孔的内表面中的位于周向另一侧的面。例如,在上述第一实施方式中,也可以在设置于磁铁40的周向两侧的空隙部的任意一个空隙部配置有磁铁支承部53。只要能够将磁铁按压于收纳孔的内表面,磁铁支承部的形状就没有特别限定。
95.在磁铁支承部位于比磁铁靠径向外侧的位置的情况下,也可以是转子铁芯支承部从磁铁支承部的轴向另一侧的端部向径向外侧突出,并且延伸部具有从磁铁支承部的轴向另一侧的端部向径向内侧突出的突出部。在该结构中,通过突出部从轴向另一侧覆盖收纳孔的至少一部分,也与第三实施方式相同,能够通过突出部抑制磁铁从收纳孔拔出。另外,在该情况下,径向外侧相当于“径向一侧”,径向内侧相当于“径向另一侧”。
96.设置于延伸部的突出部也可以与转子铁芯的轴向另一侧的面接触。例如,在上述第三实施方式中,也可以是突出部456进一步向径向外侧突出,并与转子铁芯430的上侧的面中的位于比收纳孔33靠径向外侧的位置的部分接触。在该情况下,也能够通过突出部456抑制磁铁40向上侧拔出,并且按压板部件31。因此,能够更适当地按压板部件31。
97.只要与转子铁芯的轴向另一侧的面接触,转子铁芯支承部可以是任何形状。转子铁芯支承部只要至少一部分与转子铁芯的轴向另一侧的面接触即可。转子铁芯支承部也可以不是凿紧部。在该情况下,转子铁芯支承部例如也可以是通过压铸而成型的部分。转子铁芯支承部也可以在一个延伸部设置有两个以上。固定部件也可以具有没有转子铁芯支承部的延伸部。例如,在上述第一实施方式中,也可以是多个延伸部52中的一部分延伸部52没有转子铁芯支承部54的结构。
98.磁铁的形状没有特别限定。磁铁的数量没有特别限定。磁铁也可以仅设置有一个。在该情况下,磁铁也可以是包围中心轴线的环状。构成转子铁芯的多个板部件的材料没有特别限定。多个板部件也可以包含三种以上具有不同形状的板部件。板部件的数量只要是两个以上就没有特别限定。在上述第四实施方式中,转子铁芯430也可以具有防脱部。
99.设置于转子铁芯的收纳孔的沿轴向观察到的形状没有特别限定。转子铁芯也可以设置有一对收纳孔,在沿轴向观察时,该一对收纳孔沿随着朝向径向外侧而彼此在周向上远离的方向延伸。在该情况下,一对收纳孔也可以沿周向设置有多对。而且,在该情况下,一对收纳孔也可以是在沿轴向观察时,相对于径向倾斜地延伸的大致长方形状。而且,在该情况下,一对收纳孔也可以在沿轴向观察时,沿向径向外侧开口的v字形状配置。另外,一对收纳孔也可以在沿轴向观察时,沿随着朝向径向外侧而彼此在周向上接近的方向延伸。在该情况下,一对收纳孔也可以在沿轴向观察时,沿向径向内侧开口的v字形状配置。
100.应用本实用新型的马达的用途没有特别限定。马达例如可以搭载于车辆,也可以
搭载于车辆以外的设备。以上,在本说明书中说明的结构能够在彼此不矛盾的范围内适当地进行组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1