一种离心式压缩机转子装配工装的制作方法
1.本实用新型涉及转子装配技术领域,具体涉及一种离心式压缩机转子装配工装。
背景技术:
2.样机装配转子过程,由于转子较重,需要靠人力装配费时费力,操作过程困难,因此需借助某些工装来完成装配。传统方法就是两个人在一边一起出力推转子,防止转子因磁力与定子吸死,还有一个人在另一边抵住,给转子限位。传统方法由于转子有磁性,磁力较大,很容易和定子铁芯吸合在一起,且由于转子很重,热装转子过程中,惯性大,很容易操作电机磕碰伤或者砸伤操作者,整个装配过程需要几个人力,因此会需要消耗很多工时,生产效率低。
技术实现要素:
3.技术目的:针对现有的转子装配效率低、不安全的不足,本实用新型公开了一种安全、装配效率高的一种离心式压缩机转子装配工装。
4.技术方案:为实现上述技术目的,本实用新型采用了如下技术方案:
5.一种离心式压缩机转子装配工装,借助航吊来装配,所述压缩机包括机壳、转子和定子,机壳内壁中部固定有定子,所述转子装配工装包括机架,还包括用于转子和定子同心设置的第一工装与第二工装,所述第一工装用于固定转子,第二工装用于保证转子和定子同心安装,机壳通过航吊吊起放置在机架上,且机架上设有用于固定机壳的螺栓和螺母,第一工装通过航吊吊起并放入机壳内,转子下端螺纹连接有用于装配导向的导向杆,且导向杆与转子同心设置,机壳上设有辅助第一工装定位的定位螺栓。
6.优选地,所述压缩机还包括第一轴承座和第一磁轴承,所述第一工装包括吊装转子工装和第一圆环,所述转子穿过第一轴承座进入吊装转子工装,且转子与吊装转子工装通过螺栓连接,吊装转子工装与第一轴承座通过螺栓和螺母固定,且形成一个容纳转子上部的第一空腔,第一空腔内底部抵接辅助转子转动的第一磁轴承,且转子与第一磁轴承同心设置,第一磁轴承上抵接便于装配工装拆卸的第一圆环。
7.优选地,所述压缩机还包括第二轴承座和第二磁轴承,所述第二工装包括第二圆环,第二轴承座设在机壳下部,且机壳与第二轴承座通过螺栓和螺母固定,第二轴承座与机架通过螺栓和螺母固定,第二轴承座与机架之间形成一个容纳转子下部的第二空腔,第二空腔内顶部抵接辅助转子转动的第二磁轴承,且转子与第二磁轴承同心设置,第二磁轴承下抵接便于装配工装拆卸的第二圆环,第二圆环下抵接有辅助转子装配的磁轴承压板,磁轴承压板上固定设有限制转子下降位置的环形导向块,导向块中部形成与导向杆和转子配合的导向孔,且磁轴承压板与第二轴承座通过螺栓和螺母固定。
8.优选地,所述第一轴承座和机壳之间设置有不锈钢螺栓,所述不锈钢螺栓在装配完成后代替定位螺栓固定第一轴承座和机壳。
9.优选地,所述机壳、机架和定子的质量大于转子与定子之间的磁吸力。
10.有益效果:
11.1、先将转子等部件装配好,立放在一边,等待装配,将机壳与定子部件用航吊吊起,放在机架上,并用螺母和螺栓固定好,定位螺栓可以确定导向杆出线方向,再把转子等部件吊起,放入机壳内,操作灵活可靠,安全性高。
12.2、由于转子有很强的磁场,可能会把机壳吸起来,所以要确保机壳、机架等零部件的质量大于转子的吸力,避免转子磁力较大与定子吸合在一起。
13.3、转子装配工装包括机架,还包括用于转子和定子同心设置的第一工装与第二工装,第一工装用于固定转子,第二工装用于保证转子和定子同心安装,此工装方便转子装配,结构简单,制造成本低且整个转子装配过程操作简单,节省大量工时,而且不同型号空压机的转子外形尺寸相同也可以使用。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单介绍。
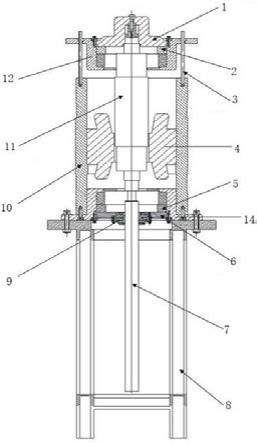
15.图1为本实用新型整体结构剖面图;
16.图2为本实用新型第一工装剖面图;
17.图3为本实用新型第二工装剖面图;
18.图4为本实用新型转配完成的剖面图;
19.其中,1-吊装转子工装、2-第一圆环、3-定位螺栓、4-定子、5-第二圆环、6-磁轴承压板、7-导向杆、8-机架、9-导向块、10-机壳、11-转子、12-第一轴承座、13-不锈钢螺栓、14-第二轴承座、15-第一磁轴承、16-第二磁轴承。
具体实施方式
20.下面通过一较佳实施例的方式并结合附图来更清楚完整地说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
21.如图1所示,一种离心式压缩机转子装配工装,借助航吊来装配,压缩机包括机壳10、转子11和定子4,机壳10内壁中部固定有定子4,其特征在于,转子装配工装包括机架8,还包括用于转子11和定子4同心设置的第一工装与第二工装,第一工装用于固定转子11,第二工装用于保证转子11和定子4同心安装,机壳10通过航吊吊起放置在机架8上,且机架8上设有用于固定机壳10的螺栓和螺母,第一工装通过航吊吊起并放入机壳10内,转子11下端螺纹连接有用于装配导向的导向杆7,且导向杆7与转子11同心设置,机壳10上设有辅助第一工装定位的定位螺栓3,定位螺栓3可以确定导向杆7出线方向,操作灵活可靠,操作安全性高。
22.如图2所示,压缩机还包括第一轴承座12和第一磁轴承15,第一工装包括吊装转子工装1和第一圆环2,转子11穿过第一轴承座12进入吊装转子工装1,且转子11与吊装转子工装1通过螺栓连接,吊装转子工装1与第一轴承座12通过螺栓和螺母固定,且形成一个容纳转子11上部的第一空腔,第一空腔内底部抵接辅助转子11转动的第一磁轴承15,且转子11与第一磁轴承15同心设置,第一磁轴承15上抵接便于装配工装拆卸的第一圆环2。
23.如图3所示,压缩机还包括第二轴承座14和第二磁轴承16,第二工装包括第二圆环
5,第二轴承座14设在机壳10下部,且机壳10与第二轴承座14通过螺栓和螺母固定,第二轴承座14与机架8通过螺栓和螺母固定,第二轴承座14与机架8之间形成一个容纳转子11下部的第二空腔,第二空腔内顶部抵接辅助转子11转动的第二磁轴承16,且转子11与第二磁轴承16同心设置,第二磁轴承16下抵接便于装配工装拆卸的第二圆环5,第二圆环5下抵接有辅助转子11装配的磁轴承压板6,磁轴承压板6上固定设有限制转子11下降位置的环形导向块9,导向块9中部形成与导向杆7和转子11配合的导向孔,且磁轴承压板6与第二轴承座14通过螺栓和螺母固定。
24.如图4所示,第一轴承座12和机壳10之间设置有不锈钢螺栓13,不锈钢螺栓13在装配完成后代替定位螺栓3固定第一轴承座12和机壳10,机壳10、机架8和定子4的质量大于转子11与定子4之间的磁吸力,装配完成,撤去所有装配工装,此工装方便转子11装配,也可借助部分零件作为拆卸工装。
25.本实用新型工作原理:先将转子11、吊装转子工装1、第一圆环2等部件装配好,立放在一边,等待装配,将机壳10与定子4部件用航吊吊起,放在机架8上,并用螺母和螺栓固定好,随后把定位螺栓3装好,再把转子11等部件吊起,放入机壳10内,操作灵活可靠,操作安全性高,由于转子11有很强的磁场,可能会把机壳10吸起来,所以要确保机壳10、机架等零部件的质量大于转子11的吸力,同时确定定位螺栓3作为导向杆7的出线方向,确定出线方向借助定位螺栓3慢慢把转子11往下放,一直放把转子11到底,再用螺栓固定,取下定位螺栓3换上不锈钢螺栓13并拧紧,装配完成,撤去所有装配工装,此工装方便转子11装配,也可借助部分零件作为拆卸工装,结构简单,制造成本低且整个转子11装配过程操作简单,节省大量工时,而且不同型号空压机的转子11外形尺寸相同也可以使用。
26.以上仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1