铜条鼠笼转子铜条入槽及滚压胀紧工装的制作方法
1.本发明涉及一种铜鼠笼电机转子的装配工装,特别涉及一种铜鼠笼转子铜条入槽及滚压胀紧工装及该工装的工作方法。
背景技术:
2.鼠笼式异步电机转子主要有铜条转子和铝条转子两种型式,小型鼠笼电机一般都用铸铝转子;对于大、中型鼠笼型电机,大都采用铜条转子;铜条转子是用成型铜条打入转子铁心的槽中,两端与端环焊牢;铝条转子是用铸铝方法在转子上铸出槽内的导条和铁心两端的端环、平衡柱和风扇叶片,使转子成为一个坚实的整体;
3.铜条鼠笼电机转子制造具有结构复杂,工艺流程长,制造难度大的特点;铜鼠笼作为电机的核心部件,其装配质量直接关系到电机的使用性能;铜鼠笼转子铜排的装配过程为:先在转子转轴上叠压转子铁芯硅钢片,将转子转轴与转子铁芯装配在一起,接着采用人工手动的方法,将铜条穿插到转子铁芯上的铜排槽中,然后,通过人工手持工具,对槽中的铜条进行敲击,使铜排胀紧在楔形槽中;这种通过手工敲击铜条,使其胀紧在槽体的操作方法,存在以下问题:(1)敲击力控制不均匀,若敲击力过大,会造成与槽体配合的铜条面受损,甚至引起铜条局部开裂,若敲击力太小,会导致铜条与槽体配合面的槽型摩擦力过小,在后续的使用中,容易发生槽内铜条松动;(2)手工操作人员敲击胀紧操作的一致性差,导致同一转子上不同槽中的铜条装配位置出现偏差,直接引起转子的不平衡;(3)工作效率低,特别是对体积较大的电机,穿接铜条和手工胀紧,会占用很长的装配时间;(4)操作人员工作强度大;若铜鼠笼电机转子上铜条的装配不到位,在后续的电机使用中,很容易发生铜条在槽内松动的现象,直接引起转子的不平衡,使转动的电机产生振动和噪声,铜条在槽内不停地高频度的振动,还会使铜条与两端的铜环焊接连接处出现开裂,还会在铜条自身的薄弱处发生断裂,导致电机发生故障;如何保证转子冲片槽型与插入的铜条的胀紧配合力均匀适当,提高铜鼠笼的装配工作效率,是现场需要解决的一个重要问题。
技术实现要素:
4.本发明提供了一种铜条鼠笼转子铜条入槽及滚压胀紧工装及其操作方法,解决了如何提高铜鼠笼的装配效率和保证铜条与槽体的胀紧结合力均匀的技术问题。
5.本发明是通过以下技术方案解决以上技术问题的:
6.本发明的总体构思是:将叠压装配完成的转轴和铁芯,以立式方式放置到定位旋转台上,在电机转轴的底端面上设置气动下顶尖机构,在电机转轴的顶端面上设置上顶尖机构,将电机转轴定位,并使电机转子可随定位旋转台在水平方向上步进式转动;在定位旋转台的一侧沿上下垂直方向设置一个立式丝杠,在立式丝杠上,分别设置有上丝杠螺母和下丝杠螺母,在上丝杠螺母上,设置有步进式直线电机,在该步进式直线电机的沿水平方向布置的输出轴上连接有下压铜条的l形悬臂;在下丝杠螺母上设置有另一步进式直线电机,在该另一个步进式直线电机的沿水平方向布置的输出轴上连接有滚压轮悬臂,在滚压轮悬
臂的端部设置有滚压轮;控制定位旋转台使转子铁芯上的一个竖直槽与l形悬臂和滚压轮处于同一平面,手工将一根铜条下端插入到该槽上端口中后,控制l形悬臂伸出到该铜条正上方,然后,启动左丝杠旋转,使l形悬臂的内侧端将铜条压入到槽中,随后,控制滚压轮伸出到槽口中,控制左丝杠反向旋转,滚压轮沿槽口向上滚动,实现对插入铜条的胀紧。
7.一种铜条鼠笼转子铜条入槽及滚压胀紧工装,包括底座板和电控器,在底座板上设置有带中心通孔的旋转台支架,在旋转台支架上设置有带中心孔的旋转台,在旋转台上立式放置有电机转子半成品,在该电机转子半成品的转子转轴上,已叠压装配好转子铁芯,在转子铁芯上设置有铜条插入槽,在铜条插入槽的上端口上设置有预插入槽的铜条;在旋转台支架左侧的底座板上,固定设置有左丝杠安装框架,在左丝杠安装框架上,立式设置有左丝杠,在左丝杠安装框架的顶端面上,设置有左丝杠驱动步进电机,在左丝杠上分别设置有左丝杠下部螺母和左丝杠上部螺母,在左丝杠上部螺母的右侧面上,固定连接有l形下压悬臂步进驱动直线电机,在l形下压悬臂步进驱动直线电机的向右水平伸出的电机轴上,连接有l形下压悬臂,l形下压悬臂的右侧端是设置在预插入槽的铜条的正上方的;在左丝杠下部螺母的右侧面上,固定连接有滚轮悬臂步进驱动电机,在滚轮悬臂步进驱动电机的向右水平伸出的电机轴上,连接有滚轮悬臂,在滚轮悬臂的右侧端设置有铜条挤压滚轮,铜条挤压滚轮设置在铜条插入槽的正右方,并且铜条挤压滚轮的轮缘宽度小于铜条插入槽的槽口宽度;左丝杠驱动步进电机、l形下压悬臂步进驱动直线电机和滚轮悬臂步进驱动电机,分别与电控器电连接在一起。
8.在旋转台支架的中心孔中,沿上下竖直方向设置有下端气动顶尖,下端气动顶尖顶接在转子转轴下端端面的中心锥孔中;在旋转台支架右侧的底座板上,固定设置有右丝杠安装框架,在右丝杠安装框架上,立式设置有右丝杠,在右丝杠安装框架的顶端面上,设置有右丝杠驱动步进电机,在右丝杠上设置有右丝杠螺母,在右丝杠螺母的左侧面上,固定连接有上顶尖悬臂驱动步进电机,在上顶尖悬臂驱动步进电机的向左水平伸出的电机轴上,连接有上顶尖安装悬臂,在上顶尖安装悬臂的左侧端设置有上顶尖,上顶尖是向下顶接在转子转轴上端端面的中心锥孔中的;右丝杠驱动步进电机和上顶尖悬臂驱动步进电机,分别与电控器电连接在一起。
9.在旋转台支架上设置有旋转台驱动步进电机,旋转台驱动步进电机,通过旋转驱动变速箱,与旋转台机械连接在一起;电机转子半成品是通过转子铁芯的轮辐板,放置支撑在中心孔外侧的旋转台支架上的。
10.一种铜条鼠笼转子铜条入槽及滚压胀紧工装的操作方法,包括以下步骤:
11.第一步、通过吊装,将在转子转轴上已叠压装配好转子铁芯的电机转子半成品,立式放置到旋转台上,使转子转轴的下端,穿过旋转台中心孔后,与下端气动顶尖顶接在一起,并使转子铁芯的通过轮辐板,支撑在中心孔外侧的旋转台支架上;
12.第二步、通过电控器控制上顶尖悬臂驱动步进电机,使上顶尖安装悬臂向左伸出,并使上顶尖、转子转轴的中心轴线和下端气动顶尖,处于同一垂线上;通过电控器控制右丝杠驱动步进电机旋转,使右丝杠螺母向下移动,直至上顶尖向下顶接在转子转轴的上端端面上的锥形孔中时,控制右丝杠驱动步进电机停止旋转;
13.第三步、将铜条插入到铜条插入槽的上端口上;通过电控器控制l形下压悬臂步进驱动直线电机,将l形下压悬臂的右侧端伸出到铜条的正上方;通过电控器控制左丝杠驱动
步进电机旋转,使左丝杠下部螺母和左丝杠上部螺母同时向下移动,左丝杠上部螺母带动l形下压悬臂下移,l形下压悬臂的右侧端,将铜条压入到铜条插入槽中,当铜条插入到位后,左丝杠驱动步进电机停止旋转;
14.第四步、通过电控器,控制滚轮悬臂步进驱动电机,使滚轮悬臂向右伸出,将铜条挤压滚轮的轮缘压入到铜条插入槽的槽口中,滚轮悬臂步进驱动电机停止;
15.第五步、通过电控器,控制左丝杠驱动步进电机反向旋转,使左丝杠下部螺母和左丝杠上部螺母同时向上移动,铜条挤压滚轮沿铜条插入槽的槽口向上滚动,实现了对插入铜条的挤压胀紧;
16.第六步、当左丝杠上部螺母回到起始位置时,停止左丝杠驱动步进电机反向旋转;启动l形下压悬臂步进驱动直线电机,将l形下压悬臂向左缩回到起始位置处,同时启动滚轮悬臂步进驱动电机,将滚轮悬臂向左缩回到起始位置处;
17.第七步、通过电控器,控制旋转台驱动步进电机启动,将电机转子半成品逆时针旋转一个槽距的距离,使下一个铜条插入槽、l形下压悬臂和铜条挤压滚轮处于同一垂直平面内;
18.第八步、重复第三步到第七步的步骤,完成下一个铜条插入槽并挤压胀紧的装配;如此反复,直到完成转子的全部铜条的入槽和胀紧装配工作。
19.本发明可以精确控制铜条入槽和胀紧的装配质量,减少由于人为操作失误而引起的铜鼠笼装配的潜在风险,加快生产节拍,提高生产效率,减少劳动强度。
附图说明
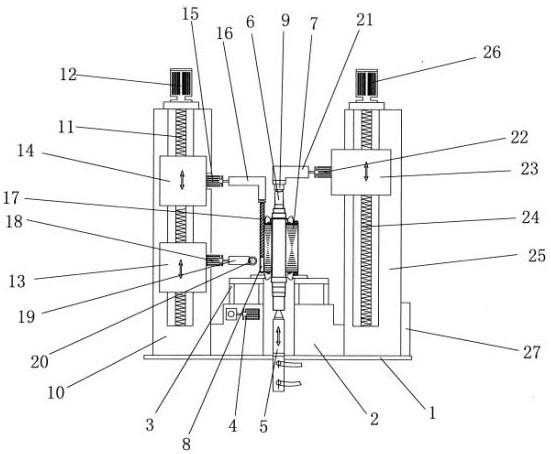
20.图1是本发明的结构示意图。
具体实施方式
21.下面结合附图对本发明进行详细说明:
22.一种铜鼠笼转子铜条入槽及滚压胀紧工装,包括底座板1和电控器27,在底座板1上设置有带中心通孔的旋转台支架2,在旋转台支架2上设置有带中心孔的旋转台3,在旋转台3上立式放置有电机转子半成品,在该电机转子半成品的转子转轴6上,已叠压装配好转子铁芯7,在转子铁芯上设置有铜条插入槽8,在铜条插入槽8的上端口上设置有预插入槽的铜条17;在旋转台支架2左侧的底座板1上,固定设置有左丝杠安装框架10,在左丝杠安装框架10上,立式设置有左丝杠11,在左丝杠安装框架10的顶端面上,设置有左丝杠驱动步进电机12,在左丝杠11上分别设置有左丝杠下部螺母13和左丝杠上部螺母14,在左丝杠上部螺母14的右侧面上,固定连接有l形下压悬臂步进驱动直线电机15,在l形下压悬臂步进驱动直线电机15的向右水平伸出的电机轴上,连接有l形下压悬臂16,l形下压悬臂16的右侧端是设置在预插入槽的铜条17的正上方的;在左丝杠下部螺母13的右侧面上,固定连接有滚轮悬臂步进驱动电机18,在滚轮悬臂步进驱动电机18的向右水平伸出的电机轴上,连接有滚轮悬臂19,在滚轮悬臂19的右侧端设置有铜条挤压滚轮20,铜条挤压滚轮20设置在铜条插入槽8的正右方,并且铜条挤压滚轮20的轮缘宽度小于铜条插入槽8的槽口宽度;左丝杠驱动步进电机12、l形下压悬臂步进驱动直线电机15和滚轮悬臂步进驱动电机18,分别与电控器27电连接在一起。
23.在旋转台支架2的中心孔中,沿上下竖直方向设置有下端气动顶尖5,下端气动顶尖5顶接在转子转轴6下端端面的中心锥孔中;在旋转台支架2右侧的底座板1上,固定设置有右丝杠安装框架25,在右丝杠安装框架25上,立式设置有右丝杠24,在右丝杠安装框架25的顶端面上,设置有右丝杠驱动步进电机26,在右丝杠24上设置有右丝杠螺母23,在右丝杠螺母23的左侧面上,固定连接有上顶尖悬臂驱动步进电机22,在上顶尖悬臂驱动步进电机22的向左水平伸出的电机轴上,连接有上顶尖安装悬臂21,在上顶尖安装悬臂21的左侧端设置有上顶尖9,上顶尖9是向下顶接在转子转轴6上端端面的中心锥孔中的;右丝杠驱动步进电机26和上顶尖悬臂驱动步进电机22,分别与电控器27电连接在一起;立式的电机转子半成品的重量主要支撑在下端气动顶尖5上,只有部分电机转子半成品的重量由旋转台3来承担,也保证了旋转台3可自由旋转一定角度;下端气动顶尖5的中心轴线、电机转子半成品的中心轴线和上顶尖9的中心轴线,设置在同一个与底座板1垂直的垂线上,保证了铜鼠笼中铜条装配的中心线基准的准确性,通过控制l形下压悬臂步进驱动直线电机15,在插接不同的铜条插入槽8上的铜条时,位置的一致性,首先在铜条插接过程中保证了转子上铜鼠笼的平衡;特别是可灵活调整控制铜条挤压滚轮20进入到槽口中的深度,来提高插入铜条与槽体的挤压胀紧程度,可根据现场经验值,来控制滚轮悬臂步进驱动电机18的向右水平伸出的长度,来调控铜条挤压滚轮20对槽内铜条的挤压力度;另外,通过确定滚轮悬臂步进驱动电机18的向右水平伸出的长度,也保证了同一转子铁芯上各铜条挤压胀紧的一致性,从而在胀紧环节保证铜鼠笼的平衡稳定;右丝杠24、右丝杠螺母23、上顶尖悬臂驱动步进电机22和上顶尖安装悬臂21的设置,也方便了对不同高度的电机转子半成品的铜条装配。
24.在旋转台支架2上设置有旋转台驱动步进电机4,旋转台驱动步进电机4,通过旋转驱动变速箱,与旋转台3机械连接在一起;电机转子半成品是通过转子铁芯7的轮辐板,放置支撑在中心孔外侧的旋转台支架2上的;在旋转台3的台面上也可设置分度盘,来方便吊装电机转子半成品到旋转台3上时的定位;旋转台3也可设置成可升降式的,以方便对放置在旋转台3上的电机转子半成品的准确定位;l形下压悬臂步进驱动直线电机15、滚轮悬臂步进驱动电机18和上顶尖悬臂驱动步进电机22,均为直线电机,它们的输出轴是沿直线伸出或缩回的。
25.一种铜条鼠笼转子铜条入槽及滚压胀紧工装的操作方法,包括以下步骤:
26.第一步、通过吊装,将在转子转轴6上已叠压装配好转子铁芯7的电机转子半成品,立式放置到旋转台3上,使转子转轴6的下端,穿过旋转台3中心孔后,与下端气动顶尖5顶接在一起,并使转子铁芯7的通过轮辐板,支撑在中心孔外侧的旋转台支架2上;
27.第二步、通过电控器27控制上顶尖悬臂驱动步进电机22,使上顶尖安装悬臂21向左伸出,并使上顶尖9、转子转轴6的中心轴线和下端气动顶尖5,处于同一垂线上;通过电控器27控制右丝杠驱动步进电机26旋转,使右丝杠螺母23向下移动,直至上顶尖9向下顶接在转子转轴6的上端端面上的锥形孔中时,控制右丝杠驱动步进电机26停止旋转;
28.第三步、将铜条17插入到铜条插入槽8的上端口上;通过电控器27控制l形下压悬臂步进驱动直线电机15,将l形下压悬臂16的右侧端伸出到铜条17的正上方;通过电控器27控制左丝杠驱动步进电机12旋转,使左丝杠下部螺母13和左丝杠上部螺母14同时向下移动,左丝杠上部螺母14带动l形下压悬臂16下移,l形下压悬臂16的右侧端,将铜条17压入到铜条插入槽8中,当铜条17插入到位后,左丝杠驱动步进电机12停止旋转;
29.第四步、通过电控器27,控制滚轮悬臂步进驱动电机18,使滚轮悬臂19向右伸出,将铜条挤压滚轮20的轮缘压入到铜条插入槽8的槽口中,滚轮悬臂步进驱动电机18停止;
30.第五步、通过电控器27,控制左丝杠驱动步进电机12反向旋转,使左丝杠下部螺母13和左丝杠上部螺母14同时向上移动,铜条挤压滚轮20沿铜条插入槽8的槽口向上滚动,实现了对插入铜条的挤压胀紧;
31.第六步、当左丝杠上部螺母14回到起始位置时,停止左丝杠驱动步进电机12反向旋转;启动l形下压悬臂步进驱动直线电机15,将l形下压悬臂16向左缩回到起始位置处,同时启动滚轮悬臂步进驱动电机18,将滚轮悬臂19向左缩回到起始位置处;
32.第七步、通过电控器27,控制旋转台驱动步进电机4启动,将电机转子半成品逆时针旋转一个槽距的距离,使下一个铜条插入槽、l形下压悬臂16和铜条挤压滚轮20处于同一垂直平面内;
33.第八步、重复第三步到第七步的步骤,完成下一个铜条插入槽并挤压胀紧的装配;如此反复,直到完成转子的全部铜条的入槽和胀紧装配工作;
34.在电控器27中可设置单板机或工业控制器,可通过编程控制整个装配过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1