一种高速高效的三相无刷直流电动机的制作方法
1.本实用新型涉及电机设计领域,具体涉及一种高速高效的三相无刷直流电动机。
背景技术:
2.常见的无刷直流电动机绕线方式多采用内绕式,内绕式大多适合于节距等于1的集中绕组,对于>1的节距,且槽满率较高的绕法,内绕式无法实现;对于常见的无刷直流电动机来说,通常有骨架,用来支撑绕线,导致结构复杂,骨架插入槽内的绝缘厚度必须有一定的厚度,不利于电动机内部空间的高效利用;常用的内绕式,绕制时由于有绕线嘴的存在,槽内必须留出绕线嘴的空间,导致实际漆包线占用槽内空间有限,槽满率较低。
技术实现要素:
3.本实用新型针对上述背景技术中存在的问题,提出一种高速高效的三相无刷直流电动机,适用于高转速,高效率要求的场合中,大大提高了电机内有效空间的利用率,更有利于提高电机的效率。
4.一种高速高效的三相无刷直流电动机,包括由机壳、前法兰、后法兰组成的机身、横穿机身设置的转子组件以及设置在机壳上的机壳定子组件;
5.所述前法兰外侧面上设有霍尔板组件,开口处设有波形垫圈,所述机壳定子组件的绕组绕制采用嵌线方式,同时连接穿过机壳引出的引出线;
6.所述转子组件包括转轴、滚珠轴承、烧结平衡套、转子铁芯、表贴式磁瓦、霍尔感应磁环;所述滚珠轴承设置在转轴首尾两端,并嵌合安装在前法兰和后法兰中;所述烧结平衡套分为两个,相对设置在转轴中段,所述转子铁芯设置在两烧结平衡套之间的转轴上,并设有表贴式磁瓦;所述霍尔感应磁环设置在转轴首端,并位于首端的滚珠轴承外侧,与前法兰的霍尔板组件相配合。
7.进一步地,所述三相无刷直流电动机为12槽4极电机的整数槽电机。
8.进一步地,所述机壳定子组件采用具备12个梨形槽的定子铁芯,根据转子铁芯以及表贴式磁瓦的磁性能选择合适宽度的齿部与轭部、合适高度的槽口高度,并根据电动机引出线的线径及并绕根数,选择合适的槽口宽。
9.进一步地,所述梨型槽中内嵌有铜漆包线,铜漆包线与槽壁之间设有槽绝缘纸,同时在槽口处设置槽盖纸以固定内部铜漆包线。
10.进一步地,所述电动机的三相绕组的公共端并线采用铜套与多根铜漆包线通过电阻焊接的方式连接。
11.进一步地,所述转子铁芯上通过径向凸起以固定设置4块表贴式磁瓦,转子铁芯的内径为带双扁位的圆孔。
12.进一步地,所述表贴式磁瓦与铁芯中间设有0.1mm宽的存胶槽。
13.进一步地,所述表贴式磁瓦采用烧结钕铁表贴式磁瓦。
14.进一步地,所述霍尔板组件包括三个霍尔元件以及电阻电容,板上设有调节霍尔
元件位置的环形孔。
15.进一步地,所述霍尔板组件有5根出线,其中包括2根电源线和3根三相霍尔信号线。
16.本实用新型达到的有益效果为:
17.(1)采用细长型的电机壳体,转子的转动惯量与圆周速度较小,有利于高转速的要求;(2)此电机为4极,极数较少,适合于控制器对此电机进行高转速驱动的需求;(3)效率高;(4)采用极数较少的配置,电机磁场旋转频率较低,硅钢片铁损耗随工作频率的1.3次方增长,磁场的旋转频率较低,铁耗就低;采用0.2mm厚度的硅钢片,定子铁芯与转子铁芯是由硅钢片冲压后,一片一片叠压而成的,更好地降低铁芯中涡流损耗;(5)采用嵌线工艺,槽满率做到80%,比常规的无刷电机内绕式槽满率高了15%,电机输出导线更粗,电阻更小,铜耗更低;(6)采用表贴式的转子结构,此种结构比内嵌式转子结构的漏磁少很多;大大的提高磁钢磁性能的利用率;(7)设有霍尔板元件,更有利于控制器在负载状态下准确地驱动电机;(8)使用槽绝缘纸起到骨架的绝缘作用,极大降低了成本,空间上相对于需要至少0.6mm以上厚度的骨架,仅需0.2-0.3mm即可,大大提高了有效空间利用率,更有利于提高电机的效率。
附图说明
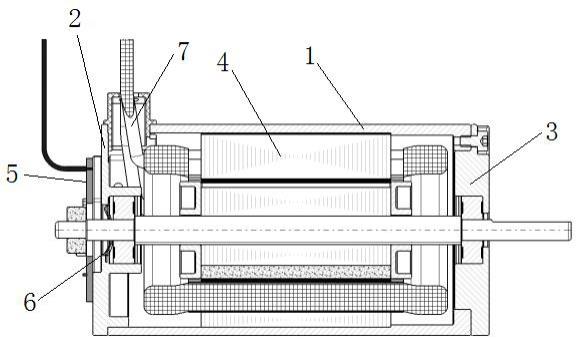
18.图1为本实用新型实施例中所述三相无刷直流电动机的结构图。
19.图2为本实用新型实施例中所述转子组件的结构图。
20.图3为本实用新型实施例中所述定子转子的结构截面示意图。
21.图4为本实用新型实施例中所述梨型槽的结构图。
22.图5为本实用新型实施例中所述转子铁芯的结构图。
23.图6为本实用新型实施例中所述嵌线完成品的外观图。
24.图7为本实用新型实施例中所述霍尔板组件的结构图。
25.图8为本实用新型实施例中所述总装完成电机的外观图。
26.图中,1-机壳,2-前法兰,3-后法兰,4-机壳定子组件,5-霍尔板组件,6-波形垫圈,7-引出线,8-转轴、9-滚珠轴承,10-烧结平衡套,11-转子铁芯,12-表贴式磁瓦,13-霍尔感应磁环,14-梨形槽,15-铜漆包线,16-槽绝缘纸,17-槽盖纸,18-径向凸起,19-圆孔,20-存胶槽。
具体实施方式
27.下面结合说明书附图对本实用新型的技术方案做进一步的详细说明。
28.参照图1,本电动机由以下几部分构成,分别为:机壳定子组件4,转子组件,霍尔板组件5,前法兰2,后法兰3,波形垫圈6和机壳1。霍尔板组件5设置在前法兰2的外侧面,前法兰2、后法兰3和机壳1共同组成本电动机的机身,而转子部件穿设在机身之中。
29.参照图2,转子组件中,首先把转子铁芯11压入转轴8中,并使用胶水粘接表贴式磁瓦12,两头压入烧结平衡套10,并在转轴8上安装滚珠轴承9和霍尔感应磁环13,然后进行动平衡,充磁即可完成转子组件的组装。转子铁芯11外侧还可以套一个不锈钢套,更好的保护表贴式磁瓦12。
30.参照图3,本电动机的实际定转子部分由12槽4极的定转子铁芯与表贴式磁瓦12组成,其中机壳定子组件4的定子铁芯由12个梨形槽14组成,参照图4,梨型槽14中内嵌有铜漆包线15,铜漆包线15与梨型槽14的槽壁之间设有槽绝缘纸16,同时在槽口处设置槽盖纸17以固定内部的铜漆包线15。梨型槽14根据表贴式磁瓦12的磁性能选择合适宽度的齿部与轭部,合适高度的槽口高度,并根据电动机引出线的线径及并绕根数,选择合适的槽口宽。由于本电动机为三相12槽4极电机,为整数槽电机,节距、绕组绕制宜采用嵌线工艺绕制,同时使用槽绝缘纸16起到骨架的绝缘作用。
31.转子铁芯11使用烧结钕铁硼表贴式磁瓦12,参照图5,内径为带双扁位的圆孔19,转子铁芯11与转轴8可以承受很大的扭矩而不发生相对错位。表贴式磁瓦12与转子铁芯11中间有一条0.1mm宽的小凹槽,即存胶槽20,由于存放胶水和更好的固定表贴式磁瓦12和转子铁芯11。此外转子铁芯11上,在两片表贴式磁瓦12中间有一个径向凸起18,用来固定表贴式磁瓦12的位置。
32.嵌线绕组工艺通常通过以下几步来实现:绕组绕制
→
定子铁芯插槽绝缘纸16
→
嵌线(并插封槽盖纸17)
→
理线,嵌线完成品如图6所示。
33.三相绕组公共端并线采用铜套与多根铜漆包线15通过电阻焊接的方式连接起来。
34.霍尔板组件5由三个霍尔组成,由图7所示。其中霍尔板组件5上面有电阻电容等元器件,板子上面有两个环形孔,用来调节霍尔位置,出线有5根,2根电源线,3根三相霍尔信号线。
35.经过总装完成的电动机如图8所示。
36.以上所述仅为本实用新型的较佳实施方式,本实用新型的保护范围并不以上述实施方式为限,但凡本领域普通技术人员根据本实用新型所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1