一种接线盒内特殊结构电缆引入装置的制作方法
1.本实用新型涉及电缆引入装置技术领域,特别涉及一种接线盒内特殊结构电缆引入装置。
背景技术:
2.目前隔爆电机电缆引入装置采用端子套结构,端子套结构需要制作模塑料,制作模塑料需要开模具,成本较高,生产周期较长;采用端子套结构受电机结构和空间限制,无法安装。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。
4.为此,本实用新型提出一种占据空间小,制作成本低且具有隔爆的接线盒内特殊结构电缆引入装置,本实用新型采用的技术方案是:
5.一种接线盒内特殊结构电缆引入装置,包括螺纹外套,所述螺纹外套内设有的胶封内套,所述胶封内套包括铜管和胶封套,所述胶封套的外部连接有铜管,所述螺纹外套和铜管之间形成隔爆结合面。
6.所述胶封套内设有铜管箍,引接线在铜管箍内压接。
7.所述铜管和螺纹外套之间通过卡接机构固定,所述卡接机构包括弹簧卡圈,所述铜管的上端设有凹槽,铜管的下端设有卡座,螺纹外套的上端设在凹槽的下端,凹槽内设有弹簧卡圈,螺纹外套的下端与铜管下端的卡座相抵接。
8.所述的电缆引入装置的制作方法,所述电缆引入装置的制作方法包括一下步骤:
9.a:将引接线上的端头处剥离绝缘层,剥离长度为30mm,将引接线的绝缘剥离部分全部插入铜管箍的孔腔内的压接口处,将铜管箍放入压接钳的压模中进行压接,压接压力13-16mpa,压坑深度不小于4mm,压接时间不小于3s;
10.b:制作胶封套,将树脂cw2248和固化剂hy956en混合,配制比为:树脂cw2248 100份:固化剂hy956en 11份,铜管箍放在铜管的中间位置固定并通过工装固定,从配制胶封剂的专用设备中,将配制好的胶封剂注入铜管内,至规定位置,完成胶封。
11.c:将胶封内套的上端穿过螺纹外套的下端,待铜管上部的凹槽露出时,装入弹簧卡圈并涂乐泰胶,装配完毕。
12.所述压坑中心距铜管箍端面约8-10mm;采用双面压,两压坑中心相距约180
°
。
13.所述铜管箍与引接线压接后用锡焊焊接,使铜管箍与引接线间的缝隙用锡填满。
14.本实用新型的有益效果是:满足了电机引线无法在狭小空间安装的难题,能很好的节省空间,通过设有铜管满足了防爆电机的隔爆要求,使用固化剂形成胶封内套省去了生产端子套开模具的时间,节省了成本,缩短了电机的生产周期。
附图说明
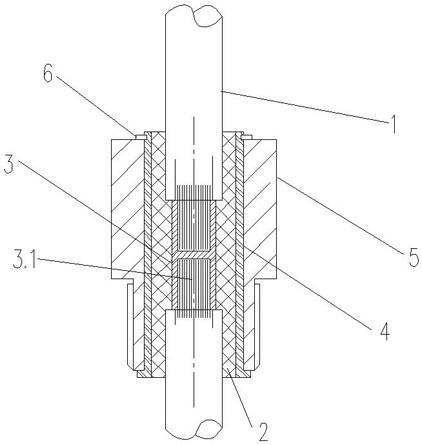
15.图1是本实用新型的结构示意图;
16.图2是螺纹外套的结构示意图;
17.图3是螺纹外套的剖视图;
18.图4是铜管的结构示意图;
19.图5是铜管箍的结构示意图。
具体实施方式
20.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
21.如图1所示,本实用新型是一种接线盒内特殊结构电缆引入装置,包括胶封内套和螺纹外套5,所述胶封内套的外部连螺纹外套5。所述胶封内套包括铜管4和胶封套2,所述胶封套的外部连接有铜管4,所述螺纹外套5和铜管4之间形成隔爆结合面。
22.所述胶封套2内设有铜管箍3,所述铜管箍3的中间处设有压接口3.1,所述引接线1插入到铜管箍3的压接口3.1处进行压接,所述铜管箍3的外部连接有胶封套2,胶封套2的外部连接铜管4。
23.所述铜管4和螺纹外套5之间通过卡接机构固定,所述卡接机构包括弹簧卡圈6,所述铜管4的外部设有螺纹外套5,所述铜管4的上端设有凹槽,铜管4的下端设有卡座,螺纹外套5的上端设在凹槽的下端,凹槽内设有弹簧卡圈。螺纹外套5的下端与铜管4下端的卡座相抵接。
24.使用时,胶封内套从主空腔穿入到接线盒空腔,并穿过螺纹外套5;向上拉胶封内套使之与螺纹外套5下部接触;将螺纹外套5从接线盒向主空腔方向拧入,拧入时涂乐泰胶;待铜管4上部的凹槽露出时,装入弹簧卡圈6并涂乐泰胶,安装完成。
25.工作原理,引接线1设在铜管箍3内,铜管箍3放在铜管4的中间位置,将配制好的胶封剂注入铜管4中形成胶封内套,铜管4外部连接有螺纹外套5,铜管4和螺纹外套5之间形成隔爆结合面。
26.电缆引入装置的制作方法,电缆引入装置的制作方法包括一下步骤:
27.a:将引接线1上的端头处剥离绝缘层,剥离长度为30mm(大于20mm。符合gb3836.2-2010附录c.1.3条规定),将引接线1的绝缘剥离部分全部插入铜管箍3的孔腔内的压接口3.1处,将铜管箍3放入压接钳的压模中进行压接,压接压力为13-16mpa,压坑深度不小于4mm,压接时间不小于3s;
28.b:制作胶封套,将树脂cw2248和固化剂hy956en混合,配制比为:树脂cw2248 100 g:固化剂hy956en 11 g,铜管箍3放在铜管4的中间位置固定并通过工装(现有技术)固定,从配制胶封剂的专用设备中,将配制好的胶封剂注入铜管内,至规定位置,完成胶封套的制作。
29.c:将胶封内套穿过螺纹外套5,待铜管4上部的凹槽露出时,装入弹簧卡圈6并涂乐泰胶,装配完毕。
30.胶封剂需要在室温中固化,所需的固化温度和时间一般为35℃ 2h / 20℃ 5h / 15℃ 12h。所述树脂cw2248连续运行温度(cot)的下限值低于电机最低工作温度,上限值高
于最高运行温度20k以上;胶封材料有足够的热稳定性(符合gb3836.1-2010第12章粘接材料的规定试验)。
31.所述胶封内套胶封固化后进行耐电压试验,引接线额定电压1140v,胶封内套的引接线在引接线与胶封内套之间进行耐电压试验,时间1min,应无闪烁、击穿;试验电压值3.5kv。进行水压试验,试验时不得从胶封材料和引接线之间发生渗漏。
32.压坑中心距铜管箍端面约8-10mm,采用双面压,两压坑中心相距约180
°
,引接线电缆应牢固连接,不得松动拉脱。压接完成后进行检验,检查时用双手分别拉住引接线电缆,边慢慢旋转边用力拉,从压接部位不松动、不接脱为准。
33.所述铜管箍3与引接线压接后用锡焊焊接,使铜管箍3与引接线之间的缝隙用锡填满。
34.本实用新型满足了电机引线无法在狭小空间安装的难题,能很好的节省空间,通过设有铜管满足了防爆电机的隔爆要求,使用固化剂形成胶封内套省去了生产端子套开模具的时间,节省了成本,缩短了电机的生产周期。
35.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的实用新型范围内。本实用新型要求保护范围由所附的权利要求书及等同物界定。
36.在本实用新型的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“中心”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1