中型电机合装机的制作方法
1.本实用新型涉及电机装配技术领域,具体为中型电机合装机。
背景技术:
2.电机包括转子部分和外壳,现有的电机的组装,其将转子插装到定子的中心转子定位腔后、即施力压装,在这个过程中由于转子固定在轴上且转子具有很强的磁性易导致转子安装时发生旋转甚至偏移,这样安装后的电机存在偏心错位,即定转子组装的对中性无法保证,电机高速旋转后易产生异响,影响电机的使用寿命。
技术实现要素:
3.本实用新型的目的在于提供中型电机合装机,以解决安装电机时发生偏心错位的问题。
4.为了解决上述技术问题,本实用新型提供如下技术方案:中型电机合装机,包括机架,所述机架上固定有工作台,所述工作台的上端面固定有机壳平移机构,所述工作台的上方依次设置有转子平移机构和下压组件,所述工作台的下方固定连接有顶升组件,所述下压组件与工作台之间固定连接有支撑柱,所述转子平移机构固定在支撑柱上,所述转子平移机构的内侧固定有夹持机构,其特征在于:所述夹持机构包括左右分布的两个工装安装板,所述工装安装板的上端均固定有转子工装板,所述工装安装板的两端固定有筋板,所述筋板的上端固定有转子竖板,所述左侧转子竖板的上端固定有左侧夹持爪,所述右侧转子竖板的上方固定有夹持气缸,所述夹持气缸的活塞杆末端固定连接有右侧夹持爪,所述左侧夹持爪上固定有防转杆。
5.根据上述技术方案,所述左侧夹持爪上开设有半圆形凹槽,所述右侧夹持爪上开设有三角形凹槽。
6.根据上述技术方案,所述转子平移机构包括两块左右分布的中间板,所述中间板的外侧端面上固定有抱箍,所述抱箍固定在支撑柱上,所述中间板的内侧端面轴承连接有转子平移丝杠,所述转子平移丝杠上滑动连接有转子平移螺母,所述转子平移螺母与中间板为滑动连接,所述转子平移丝杠的两侧均固定有导轨,所述导轨上滑动连接有滑块,所述滑块的内侧端面上固定连接有安装夹持机构的横板,所述转子平移螺母的内侧端面与横板固定连接。
7.根据上述技术方案,所述一侧中间板的上端面固定有电机安装板,所述电机安装板的上端面上固定转子平移电机,所述转子平移丝杠的一端均固定有同步带轮,所述同步带轮与转子平移电机传动连接。
8.根据上述技术方案,所述机壳平移机构包括轴承连接在工作台上的机壳平移丝杠和固定在工作台上的两根滑轨,所述机壳平移丝杠位于滑轨的一侧,所述机壳平移丝杠上滑动连接有机壳平移螺母,所述滑轨上均滑动连接有调节块,所述调节块上固定有定位底板,所述定位底板上开设有通孔,所述机壳平移螺母与定位底板也为固定连接,所述工作台
上滑轨的两端固定有限制定位底板位置的限位块,所述定位底板上设置有工装底板,所述工装底板上固定有夹爪和定位销,所述工作台的下端面固定有机壳平移电机,所述机壳平移丝杠由机壳平移电机驱动。
9.根据上述技术方案,所述顶升组件包括固定在工作台下方的顶升气缸,所述顶升气缸的上端固定有连接杆,所述顶升气缸的活塞杆末端固定有推环和位于推环内侧的下顶尖。
10.根据上述技术方案,所述下压组件包括位于支撑板上方的顶板和安装在顶板上的下压气缸,所述下压气缸的活塞杆末端连接有压头,所述压头的下端连接有压板,所述压板的下端面固定有压环,所述压环的内侧固定有定位环,所述定位环的内侧固定有尖头朝下的上顶尖,所述顶板上还固定安装有导套,所述导套的内部滑动连接有导柱,所述导柱和压板固定连接,压板能在支撑柱上发生上下滑动。
11.根据上述技术方案,所述定位环与上顶尖之间固定有碟簧导向轴和碟簧,所述碟簧套接在碟簧导向轴的外侧,所述上顶尖的下端面套接有碟簧压板,所述碟簧压板固定在定位环的下端面上。
12.根据上述技术方案,所述定位环为底部开设通孔的桶型壳体,所述壳体的上端成型有环形平台,平台外缘的上侧和下侧均成型有翻边,且下侧翻边比上侧翻边短。
13.与现有技术相比,本实用新型所达到的有益效果是:本实用新型,
14.(1)通过设置有左侧半圆形的夹持爪和右侧三角形的夹持爪,将转子进行抓取,同时利用三角形的凹槽将转子卡住,避免转子发生转动,同时利用左侧半圆形夹持爪上的防转杆进行限位,防止转子发生转动,利用双重限位,克服转子的磁力,避免其安装时发生偏移;
15.(2)通过设置一个转子平移电机,利用单个电机以及转子平移丝杠上的同步轮带动左右两侧转子平移丝杠同时旋转,从而带动转子平移机构移动,减少了电机的使用,避免了单个电机带动单根转子平移丝杠,节约了成本;
16.(3)通过在定位环和上顶尖之间设置碟簧和碟簧导向轴,使得在对转子进行下压时,将电机的中心轴卡在定位环之间,这样避免了安装时转子发生偏移、电机存在错位偏差;
17.(4)通过设置抱箍,将转子平移机构固定在支撑柱上,当对不同型号的电机进行安装时,能够调整抱箍的安装位置,从而使下压气缸和顶升气缸的安装行程相同,这样安装时电机受到的压合力稳定,且该合装机适用范围大,能对不同电机进行装配。
附图说明
18.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
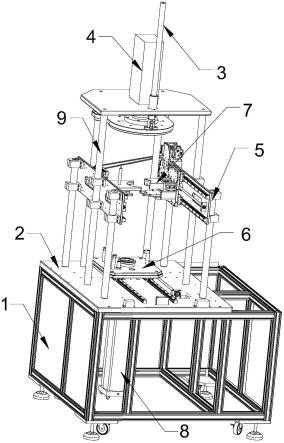
19.图1是本实用新型的整体结构示意图;
20.图2是本实用新型夹持机构的结构示意图;
21.图3是本实用新型的转子平移机构的结构示意图;
22.图4是本实用新型的机壳平移机构的结构示意图;
23.图5是本实用新型的顶升组件的结构示意图;
24.图6是本实用新型的下压组件的结构示意图;
25.图7是本实用新型的定位环的内部结构示意图;
26.图中:1、机架;2、工作台;3、导柱;31、导套;4、下压气缸;41、顶板;42、压头;43、压板;44、定位环;45、压环;46、上顶尖;47、碟簧;48、碟簧导向轴;49、碟簧压板;5、转子平移机构;51、转子平移丝杠;52、转子平移螺母;53、横板;54、导轨;55、中间板;56、滑块;57、抱箍;58、转子平移电机;59、电机安装板;6、机壳平移机构;61、机壳平移丝杠;62、机壳平移螺母;63、滑轨;631、调节块;64、定位底板;65、工装底板;66、限位块;67、夹爪;68、定位销;69、机壳平移电机;7、夹持机构;71、夹持气缸;72、右侧夹持爪;73、工装安装板;731、筋板;732、转子竖板;74、转子工装板;75、左侧夹持爪;76、防转杆;8、顶升气缸;81、连接杆;82、推环;83、下顶尖;9、支撑柱。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.实施例一
29.请参阅图1和图2,本实用新型提供技术方案:中型电机合装机,包括机架1,机架1上固定有工作台2,工作台2的上端面固定有机壳平移机构6,工作台2的上方依次设置有转子平移机构5和下压组件,工作台2的下方固定连接有顶升组件,下压组件与工作台2之间固定连接有支撑柱9,转子平移机构5固定在支撑柱9上,转子平移机构5的内侧固定有夹持机构7,其特征在于:夹持机构7包括左右分布的两个工装安装板73,工装安装板73的上端均固定有转子工装板74,工装安装板73的两端固定有筋板731,筋板731的上端固定有转子竖板732,左侧转子竖板732的上端固定有左侧夹持爪75,右侧转子竖板732的上方固定有夹持气缸71,夹持气缸71的活塞杆末端固定连接有右侧夹持爪72,左侧夹持爪75上固定有防转杆76,合装机工作时,利用机壳平移机构6将机壳固定并进行定位,利用转子平移机构5将转子进行夹持和位置的调整,下压组件上卡合有端盖,顶升组件能够将机壳抬升,通过下压组件的下压和顶升组件的抬升,将端盖和机壳安装在转子的外侧,在进行对转子的夹持时,利用左侧夹持爪75上的防转杆76对转子进行限位,避免安装时在转子磁力作用下转子发生旋转,使得转子没有完全安装到位,在电机高速旋转时产生异响。
30.左侧夹持爪75上开设有半圆形凹槽,右侧夹持爪72上开设有三角形凹槽,利用左侧夹持爪75上半圆形凹槽对转子进行夹持,加大了夹持面积,使左侧夹持爪75与转子贴合紧密,利用右侧夹持爪72上的三角形凹槽将转子卡住,避免了转子在安装时发生旋转。
31.如图3所示,转子平移机构5包括两块左右分布的中间板55,中间板55的外侧端面上固定有抱箍57,抱箍57固定在支撑柱9上,中间板55的内侧端面轴承连接有转子平移丝杠51,转子平移丝杠51上滑动连接有转子平移螺母52,转子平移螺母52与中间板55为滑动连接,转子平移丝杠51的两侧均固定有导轨54,导轨54上滑动连接有滑块56,滑块56的内侧端面上固定连接有安装夹持机构7的横板53,转子平移螺母52的内侧端面与横板53固定连接,利用电机带动转子平移丝杠51旋转,从而使转子平移螺母52移动,转子平移螺母52上固定
有横板53,这样就能通过转子平移螺母52的移动带动横板53移动,进一步使横板53上固定的夹持机构进行移动,且横板53与导轨54上的滑块56固定连接,这样利用两个导轨54上的滑块56和转子平移丝杠51上的转子平移螺母52使横板53滑动时更加顺畅,不发生卡滞。
32.一侧中间板55的上端面固定有电机安装板59,电机安装板59的上端面上固定有转子平移电机58,转子平移丝杠51的一端均固定有同步带轮,同步带轮与转子平移电机58传动连接,通过一个转子平移电机58旋转带动两侧转子平移丝杠51上的同步带轮旋转,从而使两侧转子平移丝杠51一起旋转,单个电机带动两根转子平移丝杠51同时旋转,节约了生产成本。
33.如图4所示,机壳平移机构6包括轴承连接在工作台2上的机壳平移丝杠61和固定在工作台2上的两根滑轨63,机壳平移丝杠61位于滑轨63的一侧,机壳平移丝杠61上滑动连接有机壳平移螺母62,滑轨63上均滑动连接有调节块631,调节块631上固定有定位底板64,定位底板64上开设有通孔,机壳平移螺母62与定位底板64也为固定连接,工作台2上滑轨63的两端固定有限制定位底板64位置的限位块66,定位底板64上设置有工装底板65,工装底板65上固定有夹爪67和定位销68,工作台2的下端面固定有机壳平移电机69,机壳平移丝杠61由机壳平移电机69驱动,通过机壳平移电机69驱动机壳平移丝杠61旋转,使机壳平移螺母62进行移动,而机壳平移螺母62与定位底板64固定,这样定位底板64就能发生移动,而机壳平移丝杠61一侧有两根滑轨63,滑轨63上的调节块631与定位底板64也固定连接,这样机壳平移丝杠61的旋转就能带动调节块631也发生滑动,使定位底板64滑动顺畅,且通过设置限位块66,使得定位底板64向内侧滑动被限位时,定位底板64的工件安装位与下压组件和顶升组件在同一直线上,这样定位快速,操作方便。
34.如图5所示,顶升组件包括固定在工作台2下方的顶升气缸8,顶升气缸8的上端固定有连接杆81,顶升气缸8的活塞杆末端固定有推环82和位于推环82内侧的下顶尖83,利用顶升气缸8的上升,使下顶尖83先伸入定位底板64的内部进行定位,随后推环82上升穿过定位底板64将工装底板65抬升,使得机壳被顶升气缸8顶起与转子进行装配。
35.如图6所示,下压组件包括位于支撑板上方的顶板41和安装在顶板41上的下压气缸4,下压气缸4的活塞杆末端连接有压头42,压头42的下端连接有压板43,压板43的下端面固定有压环45,压环45的内侧固定有定位环44,定位环44的内侧固定有尖头朝下的上顶尖46,顶板41上还固定安装有导套31,导套31的内部滑动连接有导柱3,导柱3和压板43固定连接,压板43能在支撑柱9上发生上下滑动,下压气缸4的活塞杆向下运动,带动压头42向下,而压板43的一侧与导柱3连接,导柱3能在导套31内进行上下滑动,压板43的另一侧能够在支撑柱9上发生滑动,这样使得压板43能够顺利向下运动且将端盖与转子进行合装。
36.如图7所示,定位环44与上顶尖46之间固定有碟簧导向轴48和碟簧47,碟簧47套接在碟簧导向轴48的外侧,上顶尖46的下端面套接有碟簧压板49,碟簧压板49固定在定位环44的下端面上,当下压组件向下运动进行合装时,转子中心的固定轴会将上顶尖46向上挤压,固定轴会进入定位环44的内侧,从而使转子定位准确,避免转子发生偏移。
37.定位环44为底部开设通孔的桶型壳体,壳体的上端成型有环形平台,平台外缘的上侧和下侧均成型有翻边,且下侧翻边比上侧翻边短,这样的结构安装碟簧47和碟簧导向轴48时比较方便。
38.工作过程:将机壳安装在机壳平移机构上,利用夹爪将机壳的外侧工装进行固定,
同时将端盖卡合在下压组件的压环上,将转子夹持在转子平移机构内侧的夹持机构上,利用夹持气缸进行夹持,随后利用电机使转子平移机构上的转子平移丝杠进行旋转,使横板进行移动,将转子移动到下压组件的正下方,同时机壳平移电机旋转带动机壳平移螺母滑动,使得定位底板移动将机壳移动到顶升组件的正上方,利用下压气缸的向下运动和顶升气缸的向上运动,将转子、机壳和端盖完全合装在一起,从而实现了电机的合装。
39.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1