自动绕线机控制系统及其控制方法与流程
1.本发明属于内环电机核心部件定子绕组生产相关技术领域,特别涉及一种自动绕线机控制系统及其控制方法。
背景技术:
2.内环微特电机核心部件为封闭环状结构,需要将完整的一根漆包线根据规定的匝数、层数和级数整齐的绕制在其表面。目前,市场上主要有人工和机器两种绕制方法,人工绕制存在效率低、成本高以及质量稳定性差等问题,无法达到批量化生产目的。根据调研,国内的绕线机器只是单电机驱动,不能满足本定子绕组反向绕制的需求,而且绕制效果较差,针对上述问题,自行设计了一套种适用单线、多极、双向缠绕、双向排线的自动绕线机,该绕线机主要包括底座床身、上线模块、绕制模块、装夹及分度模块、电气控制模块,底座床身用于支撑和定位各模块;上线模块用于完成所需长度漆包线在储线轮上实现单线双向储线、在可控张力下均匀排布;绕制模块用于完成漆包线圈在定子铁芯环圈上,实现正向或反向缠绕及漆包线张力的精准控制;装夹及分度模块用于完成定子铁芯快速装夹、精确定位和绕制线圈正向或反向精准紧密排线;电气控制模块用于实现根据工件绕制工艺要求进行编程,通过程序对整机各模块协同运动进行控制。其中,对应上线模块设计有y向移动导轮部件,在上线的过程中需要通过直线伺服微电机驱动y向移动导轮部件往复移动,实现排线,直线伺服微电机和y向移动导轮部件构成排线装置,对于上线模块和绕制模块设计有共用的储线轮,实现将上线缠绕和上线后的绕线释放;对应绕线模块还设计有线梭轮,在线梭轮上安装张力调节机构,使漆包线通过张力调节机构,在稳定的张力状态下,缠绕在工件上;对于装夹及分度模块设计有分度转台,并设计有手动滑台,将分度转台安装在手动滑台上,通过手动滑台的运动将工件准确移动到规定的绕制位置。
3.针对上述自动绕线机,需设计了一套针对封闭环状结构进行自动绕线机控制系统。
技术实现要素:
4.本发明的目的是在于克服现有技术的不足之处,提供一种自动绕线机控制系统及其控制方法
5.本发明的上述目的通过如下技术方案来实现:
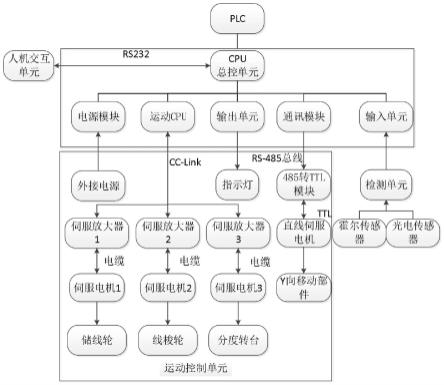
6.一种自动绕线机控制系统,其特征在于:包括总控单元、运动控制单元、人机交互单元以及检测单元;
7.所述总控单元采用三菱plc,由多个模块集成,包括电源模块、cpu模块、运动控制模块、输入模块、通讯模块和输出模块;
8.所述运动控制单元包括储线轮驱动电机、线梭轮驱动电机、分度转台驱动电机及y向移动导轮部件驱动电机,前三者采用三菱伺服电机,并通过配套的伺服放大器进行控制,y向移动导轮部件驱动电机采用微型直线伺服电机,微型直线伺服电机通过其控制板控制,
四个电机共同组成了自动绕线机的运动控制单元;三个伺服电机与伺服放大器通过光纤连接,再通过cc-link现场总线与plc通讯;微型直线伺服电机通过一个rs-485转ttl模块与plc中的通讯模块进行通信,通过modbus协议对微型直线伺服电机进行动作控制;
9.所述人机交互单元采用三菱gs系列的触摸屏,通过以太网与plc进行通讯,通过触摸屏实现人机交互;
10.所述检测单元包括霍尔传感器和光电传感器两种,光电传感器用于负责执行手动滑台的到位检测,霍尔传感器用于进行线梭轮和储线轮的回零点操作以及计数;光电传感器和霍尔传感器通过输入模块将检测信号输送给plc。
11.一种自动绕线机控制方法,其特征在于:基于上述的自动绕线机控制系统,包括如下步骤:
12.步骤1、进行储线轮绕线控制:
13.1.1储线轮绕线控制程序初始化;
14.1.2将储线轮驱动电机和y向移动导轮部件驱动电机的位置初始化,具体的:
15.储线轮电机初始化:通过程序对电机发出回零点命令,使得储线轮在电机带动下,将储线轮上漆包线的固定孔旋转至排线装置下方,以便漆包线被从排线装置引出时方便进行漆包线线头固定;y向移动导轮部件位置初始化:开始进行储线操作时,排线装置在直线电机带动下先向右运动,所以排线装置中的导轮线槽需要与储线轮左侧内壁在同一竖直平面,y向移动导轮部件驱动电机的位置初始化就是为了在正式储线动作前达到上述要求;
16.1.3将丝桶内的漆包线引出,通过上线模块中的y向移动导轮部件后端部固定在储线轮上的设定位置,实现上线;
17.1.4储线轮驱动电机启动,进行缠线,在缠线的过程中,通过霍尔传感器检测储线轮是否转过一圈,每转过一圈,计数一次,并进行累计,且通过y向移动导轮部件驱动电机驱动y向移动导轮部件启动一个线径,直至累计的次数达到要求的缠绕圈数,储线轮驱动电机启动和y向移动导轮部件驱动电机停止运动,切断漆包线。
18.步骤2、进行工件绕线控制:
19.2.1储线轮绕向控制程序初始化;
20.2.2将工件通过工件夹紧工装一固定安装在分度转台上,通过手动滑台的运动将工件准确移动到规定的绕制位置;
21.2.2将储线轮上的缠绕的漆包线的自由端通过线梭轮的张力调节装置的对应各轮后,并固定在工件上的设定位置;
22.2.3启动线梭轮驱动电机、储线轮驱动电机和分度转台驱动电机,在三个电机的配合运动下,将储线轮上的漆包线逐匝逐层缠绕在工件上,通过霍尔传感器检测缠绕匝数和缠绕层数,在工件上的第一级缠绕完后,暂停三个驱动电机,将工件夹紧工装二固定在分度台上,通过工件夹紧工装二固定工件已经缠绕过线圈的部位,并拆除工件夹紧工装一,再次启动三个伺服电机,按照上述方式,将漆包线继续缠绕在工件的第二极上;
23.且在工件上绕线的过程中,采用pid控制方法,对线梭轮驱动电机输出转矩进行闭环控制,具体为:首先设定瞬间输出转矩的一个基准值作为程序的控制目标,在绕线过程中将实时的转矩值采集回来(电机实时转矩值储存在系统内部固定地址中,只需要通过程序将地址中的数值读取出来,然后进行单位变换即可得到),然后与基准值作对比,同时做差,
然后再添加一个系数与差值相乘得到的数作为比例常数,当实时采集数值偏离基准值时,通过将储线轮电机速度与比例常数的乘积作为下一周期内电机的实际速度,以此来对储线轮速度进行不断改变并且向基准值靠拢;同时两个值越接近,差值越接近零,即波动越小,最后实时采集值将在一定范围之内接近于基准值。
24.进一步的:采集实时转矩值的采集周期t设定为2ms。
25.本发明具有的优点和积极效果:
26.本自动绕线机控制系统在通过分析绕线原理得到控制方法基础上,在运动控制中加入了力矩反馈调节,借鉴pid控制思想进行多个伺服电机的同步协调控制,不仅实现漆包线在工件上排列整齐紧密,而且保证了绕制过程中漆包线张力的稳定,极大提高了绕制的效率和质量。
附图说明
27.图1是本发明自动绕线机控制系统适用的自动绕线机的整机示意图
28.图2是本发明自动绕线机控制系统适用的自动绕线机的主要工作部分示意图;
29.图3是本发明自动绕线机控制系统结构框图;
30.图4是本发明绕制过程漆包线变化几何示意;
31.图5是本发明储线轮上线程序框图;
32.图6是本发明工件绕制程序框图;
33.图7是本发明电机输出转矩程序框图。
具体实施方式
34.以下结合附图并通过实施例对本发明的结构作进一步说明。需要说明的是本实施例是叙述性的,而不是限定性的。
35.针对自动绕线机设备自主研发的一套自动绕线机控制系统,实现了对内环电机的核心部件“定子绕组组件”绕线的自动控制。运用cc-link现场总线、rs232总线和rs485总线等技术,通过plc分别与各种硬件进行通信,完成了自动绕线机控制系统的搭建。控制系统主要围绕储线轮上线和对工件绕线两大功能进行控制,利用modbus协议编程完成了对储线轮储线的精密排布;通过对绕线原理分析以及借鉴pid控制思想实现绕线的整齐排布与张力稳定控制的目的,最终通过样机试验证明控制系统的有效性。
36.1、控制系统硬件设计
37.自动绕线机控制系统硬件包括总控单元、运动控制单元、人机交互单元以及检测单元等硬件。如图2所示为自动绕线机控制系统结构框图。
38.总控单元采用三菱plc,由多个模块集成,具体包括电源模块、cpu模块、运动控制模块、输入模块、输出模块、通讯模块以及扩展基板。总控单元承担了整个自动绕线机的运动控制、信号处理以及算法处理等任务,因此总控单元的硬件性能直接影响自动绕线机控制系统的处理速度。三菱plc作为整个控制系统的核心,负责整个控制系统的人机交互、数据计算、算法设计控制指令的下达以及状态监控等工作。
39.运动控制模块是自动绕线机的动作执行单元,直接决定了绕线机的执行能力。执行机构主要包括储线轮5、线梭轮3、分度台7以及y向移动导轮部分1,前三者通过三菱伺服
电机(分别对应为储线轮伺服电机6、线梭轮驱动电机4、分度台驱动电机8)及其配套的伺服放大器进行控制,而y向移动导轮通过微型直线伺服电机2及其控制板控制,四个电机共同组成了自动绕线机的运动控制单元。伺服电机与伺服放大器通过光纤连接,再通过cc-link现场总线与plc通讯;微型直线伺服电机通过一个rs-485转ttl模块与plc中的通讯模块进行通信,通过modbus协议对直线电机进行动作控制。运动控制模块主要执行上线和绕线两大功能,储线轮伺服电机和微型直线伺服电机配合将所需要的漆包线缠绕至储线轮上;三个伺服电机配合实现绕线功能,将缠绕在储线轮上的线整齐的绕制在工件上,完成自动绕线任务。
40.人机交互单元采用三菱gs系列的触摸屏,通过以太网与plc进行通讯,通过触摸屏可以实现人机交互,操作人员可以通过触摸屏实时监控绕线机的绕线进度、速度、匝数、电机运行速度、电流状态信息以及报警信息等,也可以通过触摸屏进行启动、停止、数据输入和修改等操作。
41.检测单元主要有霍尔传感器和光电传感器两种,光电传感器负责执行手动滑台的到位检测,霍尔传感器则用来进行线梭轮和储线轮的回零点操作以及计数等。
42.2、自动绕线机绕线控制原理
43.1.1绕线原理分析
44.储存在储线轮上的漆包线一端通过线梭上的压轮固定在工件上,在线梭轮转动下,将漆包线缠绕在工件上。由于线梭轮与储线轮皆由伺服电机驱动,所以在绕线过程中,每一时刻两个电机位置都应该固定的位置关系,线梭轮进行匀速运动,储线轮需要不断的变换速度进行收线或者放线,来保证绕线工作的正常进行,同时绕线张力需要稳定在一定范围内,张力太小会引发绕制的线不够整齐紧密,也不能太大,否则漆包线会被拉断。
45.定子部件(工件)绕制过程的几何关系示意如图4所示。在上述图中,l为绕制过程中漆包线的线长,漆包线的q端绕在工件上,另一端固定在线梭轮的压轮上,进一步连接至储线轮上。o为线梭轮与储线轮的旋转中心,r为线梭轮绕制半径。正常绕制工作中,漆包线与工件衔接点q的位置一直在改变,同时线长l也在不断变化,所以储线轮的跟随速度也在不断发生改变。
46.假设线梭轮在正常工作中的角速度为ω,由余弦定理可得
47.l2=d2+r
2-2drcosωt
[0048][0049]
通过线长l的在单位时间里变化量可以得到储线的转速ν,对公式(1)求导可得
[0050][0051]
其中,a=d2+r2,b=dr
[0052]
对上述公式进一步求导可以得到储线轮转动的加速度
[0053][0054]
上述公式理想化的描述了线梭轮与储线轮之间的速度关系,分析可得到绕制程序中线梭轮与储线轮之间的运动数据。线梭轮为匀速运动,可推导出线梭轮电机的速度;在通
过上述公式中线梭轮的角速度,可以得到储线轮电机的速度,最终得到两者电机在绕线一周期中的速度关系,作为绕线程序的基础数据张力成因分析。
[0055]
由于客观存在的因素,在实际绕制过程中存在误差,造成漆包线在绕制过程中存在张力。主要因素有两方面,首先是储线轮的摩擦问题,产生的摩擦力矩阻止储线轮放线,速度滞后,而使漆包线被拉紧,最终导致漆包线受到的张力增大;另一方面,由于工件在绕制过程中处于偏心位置,虽然线梭轮是进行匀速绕制,但是根据公式(2)得知储线轮的跟随速度是在不断变化的,即储线轮存在加速度(公式(3))。同时由于加速度存在正负,加速度引起的惯性力矩,所以也进一步导致漆包线的张力或大或小,造成涨了不稳定的现象。
[0056]
为了减小对漆包线张力的影响,首先可以进行减小储线轮与线梭轮表面的粗糙度,将摩擦力影响降至最小;另一方面,通过公式(3)可知,为了进一步减小对张力的影响,可减小线梭轮和储线轮的直径、增大工件的直径、减小工件厚度以及降低绕制速度,在机械结构已经确定的前提下,主要通过研究控制方法,在保证提高绕制效率的前提下,减小张力波动的影响。
[0057]
1.2自动绕线机程序以及张力控制
[0058]
(1)储线轮绕线程序
[0059]
储线轮上线功能主要由储线轮伺服电机与y向移动导轮微型直线电机在plc的控制下完成,伺服电机功能是驱动储线轮对漆包线进行缠绕,而直线电机主要是负责将每一匝线均匀的排布在储线轮凹槽内。根据绕制工件所需要的漆包线线长,将计算好的线长缠绕至储线轮。最终将规定长度的漆包线逐圈逐层的绕制在储线轮上。其具体程序框图如图5所示。
[0060]
(2)工件绕制程序
[0061]
工件的绕制需要3个伺服电机的配合,分别是线梭轮、储线轮以及分度转台的三个伺服电机。绕制程序的所需核心数据通过绕线原理分析得到,电机驱动线梭轮匀速转动,通过压轮带动漆包线进行工件的绕制,储线轮按照绕线原理在电机驱动下控制储存的线是放出或者收回,进行变速运动,配合线梭轮进行绕线工作;分度转台主要是将被绕制的线均匀的排布在工件上,分度转台以一定速度旋转,使得漆包线正好绕满一极且排列紧密,工件绕线的程序具体如图6。
[0062]
(3)绕线张力控制的研究
[0063]
自动绕线机控制系统的核心为工件绕制程序,程序的主要功能为完成绕线工序以及保证绕线过程中张力的稳定。但是,由于理论得到的两个电机位置关系(程序控制数据)与实际绕线过程必然有差别,即存在张力不稳定的现象。
[0064]
已知如果漆包线存在张力,则会传动至电机输出轴上,所以检测回来的电机输出轴转矩与漆包线张力存在一定关系。利用采集到的线梭轮伺服电机的瞬间输出转矩作为控制目标,在程序中借鉴pid控制思想,实现对电机输出转矩的闭环控制,即可达到绕线张力控制的稳定性。
[0065]
张力控制程序的编写借鉴了pid控制方法中的积分环节和比例环节,首先设定瞬间输出转矩的一个基准值作为程序的控制目标,在绕线过程中将实时的转矩值采集回来,然后与基准值作对比,同时做差,然后再添加一个系数与差值相乘得到的数作为比例常数,当实时采集数值偏离基准值时,比例常数通过调节储线轮电机的速度可将实时转矩数值调
整向基准值靠拢。同时两个值越接近,差值越接近零,即波动越小,最后实时采集值将在一定范围之内接近于基准值,如图7为具体程序框图。
[0066]
其中还有一个重要指标是实时转矩的采集周期t,即实时更新检测转矩的时间间隔,时间越短,偏离值趋近于控制目标的时间越短,此过程相当于pid的积分过程。采集周期越小,控制程序的反应能力越快,则对电机输出转矩的控制越有效。在本程序中采集周期最短可设定为2ms,已经接近于plc中运动控制器的程序扫描周期。当绕线过程中出现张力过大的情况,控制程序能够快速调整,以降低张力达到稳定状态。
[0067]
尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神范围内,各种替换、变化和修改都是可以的,因此,本发明的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1