一种为加工中心加工过程的监测供电的供电装置
1.本发明涉及加工制造领域,特别涉及到一种为加工中心的铣削、钻削等加工过程的温度、振动监测供电的供能装置。
背景技术:
2.为了实现更高精度、更高效率的加工制造,对加工过程的智能监控尤为重要。通过分析和实时监控加工过程的切削热、振动、力等信号,可以帮助优化加工过程,提高加工精度,避免加工故障。有些信号监控装置需要被安装在刀柄等旋转件上,其供电困难。
3.对于加工中心的加工过程中的温度信号的监测,最常用且有效的测量方法是在刀尖埋入热电偶进行测量,但是热电偶会和刀具一同高速旋转,给信号的传输造成困难。导电滑环可以用来进行热电偶信号的传输,但是滑环的使用寿命有限,接触不稳定,会带来一定的误差。无线通信模块可以更好地解决该问题,无线通信模块同刀柄一起固定且与热电偶相对静止,可将信号无线传输到外界,但是无线通信模块的持续供电难以实现,电池容量有限,无法长时间供电,电池寿命有限,难以更换,限制其应用。
4.对于振动信号、力信号的监测,将传感器安装在铣刀或刀柄、主轴等直接与铣刀相连的旋转体上可以更好、更真实地直接测量,其信号一般需要无线通信模块进行信号传输。但是该测量装置具有无线测温装置同样的供电问题,类似的,电池供电无法满足持续工作的工程需要。
5.加工中心的加工过程监测中,旋转体上安装监测装置的方法存在着供能问题。由于监测装置和旋转体一同高速旋转,为了保证安全,一般情况下供电电池需要被固封且无法拆卸,存在单次使用时间受限和寿命非常有限的问题,因此持续稳定的长时间供电非常重要。
技术实现要素:
6.鉴于此,本发明提出一种为加工中心加工过程的监测设备进行供电的绿色、可靠的供电装置,以解决加工中心旋转体上的智能监测装置供电难的问题。
7.本发明为解决上述问题提出如下技术方案:
8.一种为加工中心加工过程的监测供电的供电装置,包括磁铁、磁铁固定装置、加工主轴旋转跟随装置、电感线圈以及能量调节电路,所述磁铁固定装置相对于所述加工主轴旋转跟随装置固定所述磁铁,所述磁铁用于产生附加磁场,所述电感线圈和所述能量调节电路相连并设置在所述加工主轴旋转跟随装置上,所述加工主轴旋转跟随装置经设置在加工主轴的带动下旋转,使所述电感线圈在所述附加磁场中进行运动,利用电磁感应产生电能并通过所述能量调节电路输出至用电的监测器件。
9.进一步地,所述加工主轴旋转跟随装置包括装配套环,连接加工主轴的刀柄固定在所述装配套环的中心孔中,所述电感线圈固定在所述装配套环上。
10.进一步地,所述装配套环具有设置在所述中心孔周围的环形槽,所述电感线圈、与
所述电感线圈相匹配的磁芯以及控制供电的电路板固定在所述环形槽中,所述能量调节电路设置在所述电路板上。
11.进一步地,所述环形槽中灌封绝缘树脂。
12.进一步地,所述磁铁固定装置包括磁铁固定托盘和主轴箱固定结构,所述磁铁固定托盘为环形结构,所述装配套环设置在所述磁铁固定托盘的中心孔中,所述磁铁固定在所述磁铁固定托盘上,所述磁铁固定托盘通过所述主轴箱固定结构固定在主轴箱上。
13.进一步地,所述磁铁固定装置还包括纵向联臂,所述磁铁固定托盘通过所述纵向联臂与所述主轴箱固定结构相连,所述主轴箱固定结构为固定环形式的主轴箱夹头,所述主轴箱夹头包括两个半环,所述两个半环通过连接件夹紧在一起。
14.进一步地,所述磁铁固定托盘沿所述环形结构的周向设有多个开槽,用于放置多个磁铁。
15.进一步地,所述装配套环和所述刀柄的对应位置分别设有开孔,以便将所述监测器件的连线接入到所述装配套环内的所述能量调节电路上;优选地,所述监测器件为热电偶;优选地,所述热电偶埋置在刀具的后刀面的凹槽中,所述凹槽与所述刀具的内冷孔之间通过刀具接线内孔相连,所述热电偶的连线通过所述接线内孔和所述内冷孔进入所述刀柄的中空的刀具夹头座内,再通过所述刀柄和所述装配套环上的开孔连接到所述能量调节电路。
16.进一步地,还包括与所能量调节电路相连的能量监控电路,用以监控产生和消耗的电压和/或电流。
17.本发明另一方面还提供一种加工中心,具有前述的供电装置。
18.本发明的有益效果在于:本发明前述技术方案提供的基于电磁感应的供电装置,其可应用于加工中心的旋转加工过程智能监测的供电,可将主轴旋转的动能转化为稳定的电能,以实现持续地供电。该供电装置绿色环保,成本较低,可为温度、振动等监测装置提供稳定持续的能量供给。
附图说明
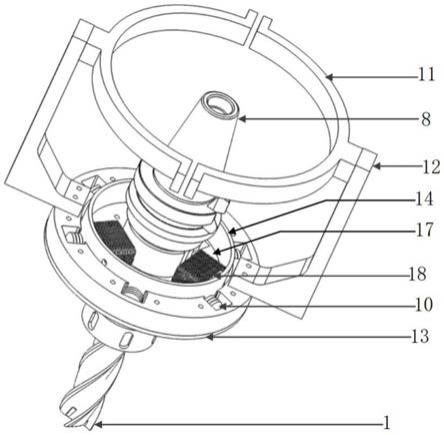
19.图1是本发明实施例的供电装置示意图;
20.图2是本发明实施例加工中心的铣刀及其剖面结构示意图;
21.图3是本发明实施例加工中心的刀柄和套环的装配示意图;
22.图4是本发明实施例加工中心的供电装置的磁铁固定装置示意图;
23.图5是本发明实施例的供电装置的电路部分示意图;
24.图6是本发明实施例的供电装置的应用示意图。
25.附图标记说明:
26.1——铣刀
27.2——后刀面凹槽
28.3——热电偶
29.4——内冷孔
30.5——螺钉固定孔
31.6——套环穿线槽
32.7——刀柄穿线孔
33.8——刀柄
34.9——刀具夹头座
35.10——磁铁
36.11——主轴箱夹头
37.12——纵向联臂
38.13——磁铁固定托盘
39.14——装配套环
40.15——机床
41.16——环形槽
42.17——电路板
43.18——电感线圈
具体实施方式
44.下面结合附图和具体的实施方式对本发明作进一步说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本发明的范围及其应用。
45.本发明实施例提供一种为加工中心加工过程的监测供电的供电装置,此处加工过程的监测例如是铣削、钻削等加工过程的温度、振动监测,但不限于此。参考图1,该供电装置包括磁铁10、磁铁固定装置、加工主轴旋转跟随装置、电感线圈18以及能量调节电路,所述磁铁固定装置相对于所述加工主轴旋转跟随装置固定所述磁铁10,所述磁铁10用于产生附加磁场,所述电感线圈18和所述能量调节电路设置在所述加工主轴旋转跟随装置上,所述能量调节电路与所述电感线圈18相连,所述加工主轴旋转跟随装置经设置在加工主轴的带动下旋转,使所述电感线圈18在所述附加磁场中进行运动,利用电磁感应产生电能并通过所述能量调节电路输出至用电的监测器件。
46.参考图1和图3,所述加工主轴旋转跟随装置包括装配套环14,连接加工主轴的刀柄8固定在所述装配套环14的中心孔中,所述电感线圈18固定在所述装配套环14上。所述装配套环14具有设置在所述中心孔周围的环形槽16,所述电感线圈18、与所述电感线圈18相匹配的磁芯以及控制供电的电路板17固定在所述环形槽16中,所述能量调节电路设置在所述电路板17上。进一步地,所述环形槽16中灌封绝缘树脂。所述环形槽底部可设有两个电磁信号传输的方形窗孔。在一种具体的实现方式中,所述刀柄8和装配套环14之间通过螺钉进行紧固,为此,在刀柄8和装配套环14上相应设置配套的螺钉固定孔5,通过将螺钉旋入装配套环14和刀柄8的螺钉固定孔5内,实现刀柄8和装配套环14的紧固连接。
47.参考图4,所述磁铁固定装置包括磁铁固定托盘13和主轴箱固定结构,所述磁铁固定托盘13为环形结构,所述装配套环14设置在所述磁铁固定托盘13的中心孔中,磁铁10固定在所述磁铁固定托盘13上,所述磁铁固定托盘13通过所述主轴箱固定结构固定在主轴箱上。进一步地,所述磁铁固定装置还包括纵向联臂12,所述磁铁固定托盘13通过所述纵向联臂12与所述主轴箱固定结构相连,所述主轴箱固定结构为固定环形式的主轴箱夹头11,所述主轴箱夹头11包括两个半环,所述两个半环通过连接件夹紧在一起。所述磁铁固定托盘13沿着其所述环形结构的周向设有多个开槽,用于放置多个磁铁10;例如图4,每个开槽内
可放置一个磁铁10,但不限于此。
48.参考图3,所述装配套环14和所述刀柄8的对应位置分别设有开孔,以便将所述监测器件的连线接入到所述装配套环14内的所述能量调节电路上;优选地,所述监测器件为热电偶。参考图2,其中(a)为铣刀示意图,(b)为铣刀剖面图,作为监测器件的热电偶3埋置在加工刀具(例如铣刀1)的后刀面凹槽2中,后刀面凹槽2与刀具的内冷孔4之间通过刀具接线内孔相连,所述热电偶3的连线通过所述接线内孔和所述内冷孔4进入所述刀柄8的中空的刀具夹头座9内,再通过所述刀柄8和所述装配套环14上的开孔连接到所述能量调节电路。其中,刀柄8上开设刀柄穿线孔7,装配套环14上开设套环穿线槽6,热电偶3的连线可以依次通过刀柄穿线孔7、套环穿线槽6而穿出以连接到所述能量调节电路。
49.在一些示例性的实施方式中:铣刀1为立铣刀,直径20mm,在刀具的后刀面上加工凹槽2,凹槽2距离刀尖约1.5mm,截面尺寸为2mm
×
2mm,用于热电偶3的埋置;刀柄8为bt40-er32刀柄,可装夹直径20mm以下的刀具。磁铁10可以采用钕铁硼永磁铁实现;磁铁固定托盘13可存放多组磁铁10,例如图4中所示6组磁铁,可根据产生的能量选择不同型号的磁铁以及更改磁铁的数目以得到合适的发电效果。
50.此外,所述供电装置的电路部分还可包括与所能量调节电路相连的能量监控电路,用以监控产生和消耗的电压和/或电流。
51.如图5所示为所述供电装置的电路部分示意图。供电装置的电路部分主要涉及能量的调节、监控,温度信号处理,以及电压、电流、温度信号的无线传输。如图5所示,三组独立的磁芯和电感(线圈1、线圈2、线圈3)作为电路的电源,根据电磁感应原理,在加工时产生电能,电流由二极管整流桥整流后,三组电源合并,对外输出电流为三个独立电源的电流总和。进一步地,经过一级rc滤波支路和一级小电容滤波支路滤波,能量可存储在大电容中,进而经过稳压电路电路得到稳定的5v和3.3v供电电源,分别为电压、电流监视器和热电偶信号处理芯片、单片机供电。热电偶产生的热电势信号经过专业的芯片处理后,cc2530单片机将温度数据解耦,将电压、电流、温度数据由zigbee网络发送至服务器(参见图6)。
52.其中,所述二极管整流桥采用mb10s芯片,反向冲击耐压高达1000v,可实现可靠整流工作,所述一级rc滤波支路分别为3.3ω电阻和1nf电容,所述一级小电容滤波支路为0.1μf电容,储能的大电容为470μf,5v稳压芯片为lm2596,3.3v稳压芯片为ams1117,单片机为集成zigbee协议栈的cc2530,热电偶信号处理芯片为max31855,电流传感器为max4080sas结合0.05ω采样电阻,电压采样为运放的同相放大器将电压10被缩小后由单片机的模拟引脚采样,运放输出电压可将电压限制5v以内,防止高电压冲击单片机引脚。
53.在一些实施例中,所述的供电装置可应用于如图6所示的加工中心为加工监测过程供电。下面通过图6的示例来对供电装置的工作原理和使用方法进行说明。应当理解的是,这并不代表所述供电装置仅能应用于图6所示的加工中心。
54.如图6所示,在加工过程中,热电偶测量刀尖温度,电路由主轴旋转产生的电能供能,zigbee单片机将温度数据无线传输到外部网络设备—服务器。
55.使用过程如下:
56.温度感知刀具的准备:在内冷铣刀1的后刀面加工凹槽2以及与内冷孔4连接的内孔,埋制热电偶3,使热电偶3尖端可靠接触刀具,进一步的,用耐高温的胶水填充固封,保证其免于切屑的破坏。
57.电路板的准备:打印与装配套环14形状匹配的电路板,进行预测试,将电路板装配在所述装配套环14中,接入热电偶延长线。
58.刀柄、套环装配:刀柄8上加工螺纹孔5,通过过盈装配和紧固螺钉加固进行刀柄8和装配套环14的组装。进一步的,用胶布封住装配套环14和刀柄8上的开孔,倒入环氧树脂胶水,完全填充后自然固化,保证电路板、装配套环、刀柄形成完全的整体并绝缘。
59.动平衡调试:刀柄、装配套环、铣刀整体装配,进行动平衡调试,在预制的装配套环上的动平衡结构中打孔,使其满足g2.5标准。
60.安装磁铁装置:先预安装主轴箱夹头11,安装刀柄8和装配套环14,调整磁铁固定装置的主轴箱夹头11的高度使得磁铁10和电感线圈在同一高度,然后让主轴箱夹头11夹紧。
61.调整磁场强度:启动机床15进行空转,根据zigbee单片机返回的电压、电流数据,调整放置磁铁的个数或更改磁铁选型,得到更合适的发电效果。
62.加工测试:根据预设参数进行实际的加工测试。
63.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干等同替代或明显变型,而且性能或用途相同,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1