一种双工位的嵌线机的制作方法
1.本发明涉及自动化机械技术领域,特别涉及一种双工位的嵌线机。
背景技术:
2.定子线圈是电机的重要组成部件之一,工业产品使用电机的场合很多,很多电器产品均利用作为驱动动力源,定子是电机的主要部件,定子的主要部件为线圈,定子的加工一般需要进行插槽纸、绕线、嵌线等操作,且在嵌线之前还需要在定子的两端进行盖纸,目前主要还是依赖于嵌线机完成。
3.但是现有的嵌线机一般都是单工位加工,实现一个工位只能对一个定子进行加工操作,导致效率较低。
4.因此急需设计一种全自动的双工位嵌线机来满足实际的生产需求,提高生产效率,进一步提升企业的竞争力。
技术实现要素:
5.本发明的目的是提供一种双工位的嵌线机,用以解决现有的加工效率低的缺陷。
6.为了解决上述技术问题,本发明提供如下技术方案:一种双工位的嵌线机,包括机架和安全防护门,在机架上设置有分度转盘组件、插纸机构、嵌线机构、主绕线机构、辅绕线机构和勾线机构,所述主绕线机构和辅绕线机构位于分度转盘组件的上方,所述主绕线机构、辅绕线机构侧边均设置有一个所述的勾线机构,还包括用于装夹定子的定子高度自动调节组件,所述定子高度自动调节组件位于分度转盘组件的上方,所述的分度转盘组件包括分度转盘以及驱动分度转盘旋转的驱动电机,在分度转盘上设有四组线杯工位,每一组线杯工位上设置有两个用于装夹线杯的线杯安装槽,在每一个线杯安装槽内设置有一个导条推杆组件,一组线杯工位用于在分度转盘转动过程中与定子高度自动调节组件对应,一组线杯工位用于在分度转盘转动过程中与插纸机构对应;一组线杯工位用于在分度转盘转动过程中与主绕线机构对应,剩余一组线杯工位用于在分度转盘转动过程中与辅绕线机构对应,所述的主绕线机构、辅绕线机构均为双工位同时加工的机构。
7.作为优选,为了能够自动调节对定子的限位高度,所述的定子高度自动调节组件包括定子座、定位板一以及两个气缸一,在定子座上设置有一个以上的定子托盘,在定子托盘上设置有定子安装槽,所述的定位板一以及两个气缸一固定在机架上,在定位板一上固定有电机一,所述电机一的输出轴连接有贯穿定位板一的丝杆一,所述丝杆一上滑动连接有丝杆滑座一,所述丝杆滑座一上固定有定子压臂,所述定子压臂下压后能够将定子固定在所述的定子安装槽内,两个气缸一分别位于定子座的两侧,且所述气缸一的活塞杆与所述的定子座固定连接,在所述的定子压臂上设置有与定子安装槽对应的导向通孔一,在每一个导向通孔一内滑动连接有一个能够将定子压入定子安装槽内的引导头,在所述定位板一上设置有与导向通孔一对应的导向通孔二,在每一个导向通孔二上固定有气缸二,所述气缸二的活塞杆贯穿导向通孔一后与所述的引导头固定连接。
8.作为优选,为了方便绕线,所述的主绕线机构和辅绕线机构结构相同,均包括一个绕线框架、两个绕线定位模组件以及两个绕线下压机构,所述的绕线框架固定在机架上,所述的绕线框架包括上横板和下横板,所述上横板和下横板之间设置有一根以上竖直的导向杆一,在四根导向杆一之间滑动连接有调节板一,在上横板上设置有电机二,所述电机二的输出轴连接有丝杆二,在丝杆二上滑动连接有丝杆滑座二,所述丝杆滑座二与所述的调节板一固定连接,在下横板上设置有绕线电机,所述绕线电机输出轴贯穿下横板后连接有同步轮一,每一个绕线定位模组件均包括绕线模底座、中心轴、阶梯模组件和同步轮二,所述的阶梯模组件设置在所述的绕线模底座的下方,所述阶梯模组件包括对称的左半部阶梯模和右半部阶梯模,所述中心轴的上方通过轴承一固定在所述的调节板一上,所述中心轴的下方贯穿下横板,且中心轴通过轴承二固定在所述的下横板上,每一根中心轴上还套有一个所述的同步轮二,所述的同步轮一与两个同步轮二同步连接,实现同步轮二随着同步轮一旋转后同步旋转,同步带动下方的两个阶梯模组件旋转。
9.作为优选,为了实现对转盘的刹车作用,还包括一组以上的刹车机构,每一组刹车机构包括顶升气缸以及刹车组件,所述的顶升气缸通过气缸支座固定在机架台面的下方,所述刹车组件包括刹车座以及刹车块,所述刹车座固定在所述的分度转盘内,所述刹车座上向下沿伸有两根刹车光轴,所述刹车块活动套接在两根刹车光轴之间,且所述刹车光轴与刹车块之间通过直线轴承一进行连接,在刹车光轴外套有一端与刹车块上表面相抵,另一端与刹车座上表面相抵的刹车弹簧,所述刹车块侧边设置有刹车凸块,在所述分度转盘底部设置有与刹车凸块配合的刹车卡槽,所述顶升气缸的活塞杆上连接有分度推板,所述分度推板上设置有上升时能够将刹车凸块卡入刹车卡槽后进行刹车的刹车顶杆。
10.作为优选,为了实现对线杯工位进行自动分度,所述气缸支座上设置有一根以上的分度导杆,所述分度推板活动套接在所有分度导杆之间,在所述分度推板的底部设置有减速电机,所述减速电机的输出轴贯穿分度推板后连接有与分度转盘上的分度小齿轮相互配合的分度旋转头,所述分度小齿轮固定在所述的线杯工位外,每一组线杯工位上的两个线杯工位外均固定有一个分度大齿轮,同一组线杯工位上的两个分度大齿轮与一个分度小齿轮啮合实现对分度转盘上的线杯工位进行旋转分度操作。
11.作为优选,为了快速将绕线完的线插入到线杯工位内,所述的绕线下压机构包括下压气缸以及压线板,所述下压气缸固定在机架上,所述下压气缸的活塞杆连接有所述的压线板,所述压线板位于阶梯模组件的侧边,且压线板下压后能够将阶梯模组件上的绕线线圈压入到线杯工位的线杯上。
12.作为优选,为了实现自动调模作用,提高调模的工作效率,在所述的下横板上还设置有自动调模机构,所述的自动调模机构包括电机三、调模气缸和两个调模头,在调模气缸的活塞杆上连接有调模支架,在所述机架上设置有两根滑轨一,所述下横板上设置有与滑轨一滑动连接的滑块一,在机架上设置有避让通槽,所述调模支架的上方贯穿避让通槽后固定在下横板上,所述的调模气缸固定在调模安装板上,所述的调模安装板固定在机架上,在所述的调模安装板上转动连接有两根调节轴,每一根调节轴贯穿调模支架后连接一个调模头,在所述的调模安装板上还固定有两根导向杆二,两根导向杆二分别贯穿调模支架,两根导向杆二与两根调节轴平行设置,在每一根调节轴上固定有一个同步轮三,所述电机三固定在下横板上,且所述电机三的输出轴连接有同步轮四,所述同步轮四侧边同步连接有
双同步轮,所述双同步轮固定在一根t牙螺杆一上,所述t牙螺杆一的另一端通过螺母座固定在机架上,所述t牙螺杆一外套有调模轴承座,所述调模轴承座内固定有调模轴承,所述调模轴承套于所述的t牙螺杆一外并与所述的t牙螺杆一转动连接,在绕线模底座上设置有一根以上的导向杆三,所述左半部阶梯模和右半部阶梯模活动套接在导向杆三之间,在左半部阶梯模和右半部阶梯模之间设置有旋转后调节左半部阶梯模和右半部阶梯模间距的t牙螺杆二,在t牙螺杆二一侧设置有调模卡座,所述调模头伸出后能够与调模卡座配合卡紧。
13.作为优选,为了实现方便安装定子,同时保证定子固定后位置不会出现偏移而影响嵌线效果,在定子座上设置有两个定位滑槽,每一个定位滑槽上滑动连接有所述的定子托盘,在所述定子座的底部设置有气缸三,在所有定子托盘之间连接有一个定子支架,所述定子支架与所述的气缸三的活塞杆固定连接,所述定子座的底部两侧设置有导轨一,在所述的定子支架两侧设置有滑动连接在导轨一上的滑块二。
14.本发明提供的一种双工位的嵌线机,其优点在于:相比现有技术采用人工调节的效率更高,操作更方便,同时本结构设置每一个线杯工位设置两个线杯安装槽,同时主绕线机构、辅绕线机构采用双工位同时加工的机构,进一步提高加工效率。
附图说明
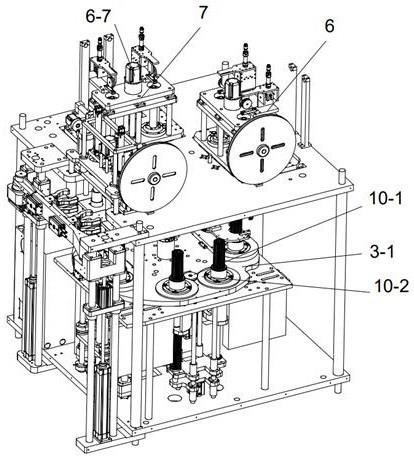
15.图1为本发明中一种双工位的嵌线机的整机结构示意图;图2为图1删除安全防护门时的结构示意图一;图3为图1删除安全防护门时的结构示意图二;图4为主绕线机构、勾线机构以及自动调模机构组合时的结构示意图一;图5为主绕线机构、勾线机构以及自动调模机构组合时的结构示意图二;图6为主绕线机构、勾线机构以及自动调模机构组合后删除电机二时的结构示意图;图7为勾线机构以及自动调模机构组合时结构示意图一;图8为勾线机构以及自动调模机构组合时结构示意图二;图9为机架上无安装主绕线机构、辅绕线机构的结构示意图一;图10为图9无安装中固定板时的结构示意图;图11为刹车组件的结构示意图;图12为分度转盘的背面结构示意图;图13为刹车机构中顶升气缸的结构示意图;图14为图10中的a处放大图;图15为图1无安装安全防护门的结构示意图三;图16为图1无安装安全防护门的结构示意图四;图17为上固定板的结构示意图;图18为定子高度自动调节组件的结构示意图;图19为图18的仰视图;图20为左侧旋转臂与气动手抓的结构示意图;图21为机架上无安装主绕线机构、辅绕线机构以及控制柜的结构示意图。
16.图中:机架1、安全防护门2、分度转盘组件3、插纸机构4、嵌线机构5、主绕线机构6、辅绕线机构7、勾线机构8、定子高度自动调节组件9、分度转盘3-1、驱动电机3-2、线杯工位10、线杯安装槽11、导条推杆组件12、定子座9-1、定位板一9-2、气缸一9-3、定子托盘9-4、定子安装槽9-6、电机一9-5、丝杆一9-7、丝杆滑座一9-8、导向通槽9-9、定子压臂9-10、导向通孔一9-11、引导头9-12、导向通孔二9-13、气缸二9-14、定位板二9-15、第一导向杆9-16、第二导向杆9-17、绕线框架6-1、中心轴6-2、绕线下压机构6-3、上横板6-4、下横板6-5、导向杆一6-6、电机二6-7、调节板一6-8、丝杆二6-9、丝杆滑座二610、绕线电机611、同步轮一612、绕线模底座613、同步轮二614、左半部阶梯模616、右半部阶梯模617、轴承一615、轴承二618、同步定位座619、飞叉620、绕线杆621、绕线嘴622、飞叉平衡环623、刹车机构13、顶升气缸131、气缸支座132、刹车座133、刹车块134、刹车光轴135、直线轴承一136、刹车弹簧137、刹车凸块138、刹车卡槽139、分度推板140、刹车顶杆141、分度导杆142、减速电机143、分度小齿轮10-2、分度旋转头144、分度大齿轮10-1、下压气缸631、压线板632、自动调模机构15、电机三151、调模气缸152、调模头153、调模支架154、滑轨一155、滑块一156、避让通槽158、调模安装板157、调节轴159、导向杆二160、同步轮三161、同步轮四162、双同步轮163、t牙螺杆一164、调模轴承座165、调模轴承166、导向杆三167、t牙螺杆二168、调模卡座169、定位滑槽170、气缸三171、定子支架172、滑块二173、导轨一174、勾线安装板175、螺母座176、上料机械臂组件20、下料机械臂组件21、气缸五201、第一回转气缸202、气缸六203、旋转臂204、第二回转气缸205、气动手抓206、导杆三207、升降板208、机械臂座209、上固定板1-1、中固定板1-2、底板1-3、纵杆1-4、旋转轴1-5、控制柜1-6。
具体实施方式
17.请参阅图1-21,本发明提供的一种实施例:一种双工位的嵌线机,包括机架1和安全防护门2,在机架1上设置有分度转盘组件3、插纸机构4、嵌线机构5、主绕线机构6、辅绕线机构7和勾线机构8,所述主绕线机构6和辅绕线机构7位于分度转盘组件3的上方,所述主绕线机构6、辅绕线机构7侧边均设置有一个所述的勾线机构8,还包括用于装夹定子的定子高度自动调节组件9,所述定子高度自动调节组件9位于分度转盘组件3的上方,所述的分度转盘组件3包括分度转盘3-1以及驱动分度转盘3-1旋转的驱动电机3-2,在分度转盘3-1上设有四组线杯工位10,每一组线杯工位10上设置有两个用于装夹线杯的线杯安装槽11,在每一个线杯安装槽11内设置有一个导条推杆组件12,一组线杯工位10用于在分度转盘3-1转动过程中与定子高度自动调节组件9对应,一组线杯工位10用于在分度转盘3-1转动过程中与插纸机构4对应;一组线杯工位10用于在分度转盘3-1转动过程中与主绕线机构6对应,剩余一组线杯工位10用于在分度转盘3-1转动过程中与辅绕线机构7对应,所述的主绕线机构6、辅绕线机构7均为双工位同时加工的机构,上述结构设置通过设置能够调节定子高度的定子高度自动调节组件9实现对定子高度的自动调节,相比现有技术采用人工调节的效率更高,操作更方便,同时本结构设置每一个线杯工位10设置两个线杯安装槽11,同时主绕线机构6、辅绕线机构7采用双工位同时加工的机构,进一步提高加工效率。
18.作为优选,为了能够自动调节对定子的限位高度,所述的定子高度自动调节组件9包括定子座9-1、定位板一9-2以及两个气缸一9-3,在定子座9-1上设置有一个以上的定子托盘9-4,在定子托盘9-4上设置有定子安装槽9-6,所述的定位板一9-2以及两个气缸一9-3
固定在机架1的上固定板1-1上,在定位板一9-2上固定有电机一9-5,所述电机一9-5的输出轴连接有贯穿定位板一9-2的丝杆一9-7,所述丝杆一9-7上滑动连接有丝杆滑座一9-8,所述丝杆滑座一9-8上固定有定子压臂9-10,所述定子压臂9-10下压后能够将定子固定在所述的定子安装槽9-6内,两个气缸一9-3分别位于定子座9-1的两侧,且所述气缸一9-3的活塞杆与所述的定子座9-1固定连接,在所述的定子压臂9-10上设置有与定子安装槽9-6对应的导向通孔一9-11,在每一个导向通孔一9-11内滑动连接有一个能够将定子压入定子安装槽9-6内的引导头9-12,在所述定位板一9-2上设置有与导向通孔一9-11对应的导向通孔二9-13,在每一个导向通孔二9-13上固定有气缸二9-14,所述气缸二9-14的活塞杆贯穿导向通孔一9-11后与所述的引导头9-12固定连接。在本实施例中在机架1内还设置有用于控制整个系统工作的控制柜1-6,通过上述结构设置能够实现对定子托盘9-4的高度进行自动调节,操作时,根据定子高度要求调节所述定子托盘9-4的高度,通过将所述的定位板一9-2以及两个气缸一9-3固定在机架1上,驱动两侧的气缸一9-3工作,最终带动定子座9-1上下移动来调节定子座9-1上的定子托盘9-4的高度进行调整,同时驱动所述的电机一9-5工作,带上丝杆一9-7旋转,最终带动丝杆一9-7上的丝杆滑座一9-8上下移动,最终调整所述的定子压臂9-10上下移动来将的定子托盘9-4上的定子进行固定压紧的作用,因此通过本结构设置能够自动调整所述定子托盘9-4的高度,使其能够满足对不同高度尺寸的定子的固定,同时通过定子压臂9-10实现对定子的限位压紧作用,避免在嵌线时出现晃动而位置偏移的情况发生,另外,通过增设能够上下移动的引导头9-12,工作时,通过驱动气缸二9-14工作带动下方的引导头9-12上下移动,最终实现对定子安装位置的引导以及定位作用。在本实施例中,同时避免引导时出现位置偏移,在所述的导向通孔二9-13的上方固定有定位板二9-15,所述气缸二9-14固定在定位板二9-15上,在所述引导头9-12上连接有两根第一导向杆9-16,同一个引导头9-12的两根第一导向杆9-16上方活动插接在所述的定位板二9-15上,通过上述结构设置,利用第一导向杆9-16与定位板二9-15活动连接,保证对所述的引导头9-12上下移动中位置的定位,避免出现位置偏移而最终无法对定子进行引导并限位的作用,而最终影响嵌线效果,作为优选,提高导向作用,在定位板一9-2的四周均设置有第二导向杆9-17,在所述的定子座2上设置有与第二导向杆9-17配合的导向通槽9-9,通过设置第二导向杆9-17与导向通槽9-9配合,实现对定子座2上下移动过程中位置的定位,避免出现位置偏移而最终影响嵌线效果。
19.作为优选,为了方便绕线,所述的主绕线机构6和辅绕线机构7结构相同,均包括一个绕线框架6-1、两个绕线定位模组件以及两个绕线下压机构6-3,所述的绕线框架6-1固定在机架1上,所述的绕线框架6-1包括上横板6-4和下横板6-5,所述上横板6-4和下横板6-5之间设置有一根以上竖直的导向杆一6-6,在四根导向杆一6-6之间滑动连接有调节板一6-8,在上横板6-4上设置有电机二6-7,所述电机二6-7的输出轴连接有丝杆二6-9,在丝杆二6-9上滑动连接有丝杆滑座二610,所述丝杆滑座二610与所述的调节板一6-8固定连接,在下横板6-5上设置有绕线电机611,所述绕线电机611输出轴贯穿下横板6-5后连接有同步轮一612,每一个绕线定位模组件均包括绕线模底座613、中心轴6-2、阶梯模组件和同步轮二614,所述的阶梯模组件设置在所述的绕线模底座613的下方,所述阶梯模组件包括对称的左半部阶梯模616和右半部阶梯模617,所述中心轴6-2的上方通过轴承一615固定在所述的调节板一6-8上,所述中心轴6-2的下方贯穿下横板6-5,且中心轴6-2通过轴承二618固定在
所述的下横板6-5上,每一根中心轴6-2上还套有一个所述的同步轮二614,所述的同步轮一612与两个同步轮二614同步连接,实现同步轮二614随着同步轮一612旋转后同步旋转,同步带动下方的两个阶梯模组件旋转,工作时,驱动绕线电机611工作,带动同步轮一612旋转,在皮带轮的作用下同步带动同步轮一612旋转,让中心轴6-2旋转,最终带动阶梯模组件旋转来并配合绕线嘴来实现将线绕在阶梯模组件上,因此通过上述结构使得整个绕线结构简单,操作方便,同时电机负载变小,转动更加平稳,绕线速度更快;同时跳模时,通过驱动电机二6-7旋转带动丝杆一9-7旋转,最终带动丝杆滑座二610沿着丝杆一9-7上下移动,最终让调节板一6-8沿着导向杆一6-6上下移动来实现对下方阶梯模组件的上下移动,保证移动时的平稳性。在本实施例中,在所述中心轴6-2上套接有用于套接同步轮二614的同步定位座619,在同步定位座619两侧均设置有一个飞叉620,在其中一个飞叉620下固定有绕线杆621,在绕线杆621下方固定有绕线嘴622,在同一个同步定位座619的两个飞叉620之间设置有飞叉平衡环623,上述结构通过飞叉平衡环62能够在绕线嘴622长时间绕线时避免绕线疲劳而产生两侧绕线嘴622往外跑,减少离心率,最终增加绕线嘴622的使用寿命。
20.作为优选,为了实现对转盘的刹车作用,还包括一组以上的刹车机构13,每一组刹车机构13包括顶升气缸131以及刹车组件,所述的顶升气缸131通过气缸支座132固定在机架1台面的下方,所述刹车组件包括刹车座133以及刹车块134,所述刹车座133固定在所述的分度转盘3-1内,所述刹车座133上向下沿伸有两根刹车光轴135,所述刹车块134活动套接在两根刹车光轴135之间,且所述刹车光轴135与刹车块134之间通过直线轴承一136进行连接,在刹车光轴135外套有一端与刹车块134上表面相抵,另一端与刹车座133上表面相抵的刹车弹簧137,所述刹车块134侧边设置有刹车凸块138,在所述分度转盘3-1底部设置有与刹车凸块138配合的刹车卡槽139,所述顶升气缸131的活塞杆上连接有分度推板140,所述分度推板140上设置有上升时能够将刹车凸块138卡入刹车卡槽139后进行刹车的刹车顶杆141。上述结构,在工作时,首先当需要进行刹车时,驱动顶升气缸131工作,将上方的分度推板14上移带动刹车顶杆141上移并将刹车块134沿着刹车光轴9上移后,保证刹车块134侧边的刹车凸块138插入到刹车卡槽139内,实现对分度转盘3-1刹车作用,避免其转动,然后当顶升气缸131复位后,在刹车弹簧11的作用下,保证刹车块134复位进行不刹车处理,因此本结构采用上下升降卡接的方式(构成刹车)替换成旋转卡接的方式,相比刹车的稳定性更好,而且刹车精准度更高,且刹车时,直接从下往上插入到刹车卡槽139内,一旦卡入后,无论如何碰撞分度转盘3-1,均不会转动,进一步提高刹车效果。
21.作为优选,为了实现对线杯工位进行自动分度,所述气缸支座132上设置有一根以上的分度导杆142,所述分度推板140活动套接在所有分度导杆142之间,在所述分度推板140的底部设置有减速电机143,所述减速电机143的输出轴贯穿分度推板140后连接有与分度转盘3-1上的分度小齿轮10-2相互配合的分度旋转头144,所述分度小齿轮10-2固定在所述的线杯工位10外,每一组线杯工位10上的两个线杯工位10外均固定有一个分度大齿轮10-1,同一组线杯工位10上的两个分度大齿轮10-1与一个分度小齿轮10-2啮合实现对分度转盘3-1上的线杯工位10进行旋转分度操作,工作时,通过上方的顶升气缸131将减速电机143上移,并保证分度旋转头144与分度小齿轮10-2啮合,然后驱动减速电机143旋转带动分度旋转头144旋转,同步带动分度小齿轮10-2旋转,最终带动分度大齿轮10-1旋转,以此改变线杯工位10上的角度,来实现旋转到合适的分度尺寸要求,使其能够使用不同分度要求。
22.作为优选,为了快速将绕线完的线插入到线杯工位内,所述的绕线下压机构6-3包括下压气缸631以及压线板632,所述下压气缸631固定在机架1上,所述下压气缸631的活塞杆连接有所述的压线板632,所述压线板632位于阶梯模组件的侧边,且压线板632下压后能够将阶梯模组件上的绕线线圈压入到线杯工位10的线杯上,通过上述结构设置,当阶梯模组件绕线完成后,通过驱动下压气缸631工作带动压线板632将阶梯模组件上的绕完的线直接下压并插入到导条推杆组件12内,进一步提高绕线效果。
23.作为优选,为了实现自动调模作用,提高调模的工作效率,在所述的下横板6-5上还设置有自动调模机构15,所述的自动调模机构15包括电机三151、调模气缸152和两个调模头153,在调模气缸152的活塞杆上连接有调模支架154,在所述机架1上设置有两根滑轨一155,所述下横板6-5上设置有与滑轨一滑动连接的滑块一156,在机架1上设置有避让通槽158,所述调模支架154的上方贯穿避让通槽158后固定在下横板6-5上,所述的调模气缸152固定在调模安装板157上,所述的调模安装板157固定在机架1上,在所述的调模安装板157上转动连接有两根调节轴159,每一根调节轴159贯穿调模支架154后连接一个调模头153,在所述的调模安装板157上还固定有两根导向杆二160,两根导向杆二160分别贯穿调模支架154,两根导向杆二160与两根调节轴159平行设置,在每一根调节轴159上固定有一个同步轮三161,所述电机三151固定在下横板6-5上,且所述电机三151的输出轴连接有同步轮四162,所述同步轮四162侧边同步连接有双同步轮163,所述双同步轮163固定在一根t牙螺杆一164上,所述t牙螺杆一164的另一端通过螺母座176固定在机架1上,所述t牙螺杆一164外套有调模轴承座165,所述调模轴承座165内固定有调模轴承166,所述调模轴承166套于所述的t牙螺杆一164外并与所述的t牙螺杆一164转动连接,所述同步轮四162、双同步轮163以及两个同步轮三161之间通过同步带连接,实现同步轮四162旋转带动双同步轮163旋转,最终带动两个同步轮三161旋转,在绕线模底座613上设置有一根以上的导向杆三167,所述左半部阶梯模616和右半部阶梯模617活动套接在导向杆三167之间,在左半部阶梯模616和右半部阶梯模617之间设置有旋转后调节左半部阶梯模616和右半部阶梯模617间距的t牙螺杆二168,所述t牙螺杆二168的左侧设置有正牙纹,所述t牙螺杆二168的右侧设置有反牙纹,所述正牙纹与左半部阶梯模616螺纹连接,所述反牙纹与右半部阶梯模617螺纹连接,所述t牙螺杆一164上的牙纹与t牙螺杆二168上的牙纹结构一致,在t牙螺杆二168一侧设置有调模卡座169,所述调模头153伸出后能够与调模卡座169配合卡紧。上述结构中,通过设置自动调模机构15实现对两个左半部阶梯模616和右半部阶梯模617之间间距的自动调节作用,将调模气缸152设置在两个调模头153之间,保证两个调模头153受力更加均匀,平稳度更好,同时两个调模头153分别通过一根调节轴159与调模安装板157转动连接,且调模安装板157与调节轴159之间设置轴承方便调节轴159旋转,当需要调模时,先驱动调模气缸152工作,带动调模支架154水平移动,最终带动上方的下横板6-5下的滑块一156沿着滑轨一155移动后,让阶梯模组件平移并靠近调模头153,保证所述的调模卡座169卡入到调模头153内咬合卡紧,为了保证稳定性,通过在绕线模底座613上设置有两根导向杆三167,保证移动更加平稳,而且调模气缸62不受力的作用,仅仅是驱动阶梯模组件前后移动,最终保证整体比较平稳牢固,此时进行调模,驱动电机三151带动同步轮四162旋转,同步带动动双同步轮163旋转,由动双同步轮163带动与调节轴159上连接的同步轮三161旋转,最终带动调模头153旋转,在双同步轮163旋转过程中,会带动t牙螺杆一164也同步旋
转,由于所述t牙螺杆二168的左侧设置有正牙纹,所述t牙螺杆二168的右侧设置有反牙纹,且t牙螺杆二168与t牙螺杆一164上的牙纹一致,保证电机三151旋转,t牙螺杆一164旋转一圈,此时的t牙螺杆二168也旋转一圈,此时t牙螺杆二168上的左半部阶梯模616和右半部阶梯模617的移动方向反向进行,最终实现左半部阶梯模616和右半部阶梯模617间距的调节作用。
24.作为优选,所述的嵌线机构5为双工位嵌线机构,在本实施例中所述的嵌线机构4的具体结构本公司已经申请了专利,因此属于常规技术,故此不做具体描述。作为优选,为了实现方便安装定子,同时保证定子固定后位置不会出现偏移而影响嵌线效果,在定子座9-1上设置有两个定位滑槽170,每一个定位滑槽170上滑动连接有所述的定子托盘9-4,在所述定子座9-1的底部设置有气缸三171,在所有定子托盘9-4之间连接有一个定子支架172,所述定子支架172与所述的气缸三171的活塞杆固定连接,所述定子座9-1的底部两侧设置有导轨一174,在所述的定子支架172两侧设置有滑动连接在导轨一174上的滑块二173,通过上述结构设置实现当定子托盘9-4卡入定子座9-1时,通过导轨一174与滑块二173的配合,保证定子托盘9-4能够固定在定子座9-1的底部,只能在定子座9-1上进行前后移动,不会出现翘起、偏移的情况发生,同时通过气缸三171工作带动定子支架172进行前后移动,最终保证对定子托盘9-4的有效固定作用,进一步提高移动的稳定性,在本实施例中,在所述机架1上还设置有位于定子座9-1前端的上料机械臂组件20和下料机械臂组件21,所述上料机械臂组件20和下料机械臂组件21分别位于机架1的前端的两侧,所述上料机械臂组件20和下料机械臂组件21的结构一致均包括气缸五201、第一回转气缸202、气缸六203、旋转臂204、第二回转气缸205以及气动手抓206,所述的气缸五201通过下固定座9-14固定在机架1的底板1-3上,在下固定座9-14上固定有两根导杆三207,在两个导杆三207上滑动连接有升降板208,所述升降板208固定在所述气缸五201的活塞杆上,所述升降板208上方固定有气缸六203,所述气缸六203的活塞杆上连接有机械臂座209,所述机械臂座209的下方固定有所述第一回转气缸202,所述第一回转气缸202的输出端与所述的旋转臂204连接,在所述的旋转臂204上连接有两个所述的第二回转气缸205,每一个第二回转气缸205的输出端贯穿旋转臂204后连接有一个所述的气动手抓206,所述气动手抓206位于定位滑槽170的上方,且所述的上料机械臂组件20上的气动手抓206位于下料机械臂组件21的气动手抓206上方,在本实施例中为了进行避让,左侧的下料机械臂组件21上的第二回转气缸205位于旋转臂204的下方,右侧的上料机械臂组件20上的第二回转气缸205位于旋转臂204的前端。工作时,通过驱动气缸五201工作带动上方的升降板208沿着两根导杆19上下移动来最终大范围调节上方气动手抓206的高度,同时通过驱动气缸六203工作,带动机械臂座21的高度最终小调节上方气动手抓206的高度,同时通过驱动第一回转气缸202带动上方旋转臂204旋转,改变气动手抓206靠近定子托盘9-4上的定子,然后驱动第二回转气缸205旋转调整定子的位置,并通过气动手抓206夹紧定子,最终实现对定子的上料和下料操作,始终自动上料和下料,作为优选,方便勾线,在所述的调模支架154的下方固定有勾线安装板175,在勾线安装板175上固定有所述的勾线机构8,所述的勾线机构8为双工位勾线机构,在本实施例中所述的机架1包含上固定板1-1、中固定板1-2、底板1-3,上固定板1-1和底板1-3之间通过纵杆1-4连接,在中固定板1-2上贯穿有一根旋转轴1-5,所述中固定板1-2下方通过连接轴与底板1-3连接,所述的分度转盘3-1转动在连接所述的旋转轴1-5上,所述的嵌线机构固定在
底板1-3上,所述的驱动电机3-2固定在所述的中固定板1-2上,所述的主绕线机构6、辅绕线机构7和定子高度自动调节组件9固定在所述的上固定板1-1上,所述的避让通槽158位于所述的上固定板1-1上,在本实施例中驱动电机3-2位于中固定板1-2中心侧边,且保证驱动分度转盘3-1旋转,所述驱动电机3-2输出轴贯穿中固定板1-2后连接有一个小齿轮,在所述的分度转盘3-1的底部设置有与小齿轮对应配合的大齿轮,最终由驱动电机3-2带动小齿轮旋转同步带动大齿轮旋转最终带动分度转盘3-1,而由于上述齿轮驱动的方式为常规技术,故此图中由于部件太多,未将大齿轮与小齿轮如何放置的结构表示出来。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1