一种新型铁路信号电缆成端方法及成端盒与流程
一种新型铁路信号电缆成端方法及成端盒
1.技术领域:本发明涉及电缆成端领域,特别是涉及一种新型铁路信号电缆成端方法及成端盒。
2.
背景技术:
近年来,随着铁路运输效率的不断提高,铁路信号作为列车控制系统,对安全性和可靠性的要求也越来越高。而信号电缆是控制系统的中枢神经,它的可靠运行关系着整个控制系统的安全,其中电缆接地系统的可靠性是系统正常运行的有力保障。
3.传统的电缆成端接地方法是:1、铝护套和铠装钢带与接地连接件(带螺丝的u型卡)的连接采用螺杆压接方式,接地连接件与螺丝的疲劳容易导致松动,造成接触不良,通过大电流时容易导致发热起火,同时,接地连接件为钢材质,采用螺丝与铝护套固定在一起容易造成电化学反应,接触电阻随时间的增加不断增大,通过大电流时会导致发热起火;导线与接地连接件之间的连接采用锡焊的方式,导线为铜材质,用焊锡焊接困难,容易造成假焊、虚焊,大电流通过产生的热量会导致焊锡溶化而脱焊,是导致电缆起火的主要原因。
4.2、电缆芯线屏蔽层与屏敝环和芯线排流线的连接采用压接的方式(大小两个屏敝环套在芯线屏敝层端部,将屏敝层、芯线排流线及接地导线放置在两个屏敝环之间,用专用压线钳将两个屏敝环压接在一起),压接可靠性不稳定,接触不良会导致芯线屏敝层失效,从而影响信号传输的稳定。
5.这种施工工艺制作的成端投入使用后,由于工艺落后,接触不良的现象时有发生,这种情况导致的感应电流回流不畅常常会烧坏电缆。落后的电缆成端工艺已不能满足我国高速发展的铁路设备的安全要求。
6.
技术实现要素:
本发明所要解决的技术问题是:现有电缆成端方法易因连接部位接触不良,造成烧坏电缆的问题。
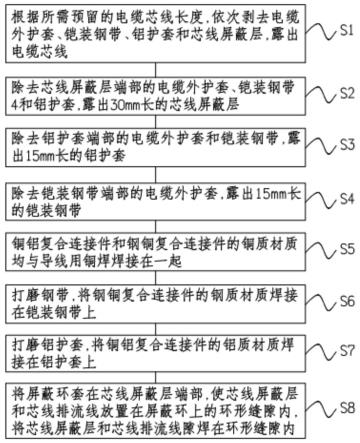
7.为解决上述技术问题,本发明提供的一种技术方案是:一种新型铁路信号电缆成端方法,其步骤是:步骤一、根据所需预留的电缆芯线长度,依次剥去电缆外护套、铠装钢带、铝护套和芯线屏蔽层,露出电缆芯线;步骤二、除去芯线屏蔽层端部的电缆外护套、铠装钢带和铝护套,露出30mm长的芯线屏蔽层;步骤三、除去铝护套端部的电缆外护套和铠装钢带,露出15mm长的铝护套;步骤四、除去铠装钢带端部的电缆外护套,露出15mm长的铠装钢带;步骤五、铜铝复合连接件和钢铜复合连接件的铜质材质均与接地导线用铜焊焊接在一起;步骤六、打磨钢带,将钢铜复合连接件的钢质材质焊接在铠装钢带上;步骤七、打磨铝护套,将铜铝复合连接件的铝质材质焊接在铝护套上;步骤八、从屏蔽环外壁上引出接地导线,并使芯线屏蔽层和芯线排流线放置在屏
蔽环上的环形缝隙内,填充铜导线后将芯线屏蔽层和芯线排流线焊在环形缝隙内。
8.进一步的,所述步骤一、步骤二、步骤三和步骤四中,所述电缆外护套、铠装钢带、铝护套和芯线屏蔽层的除去均采用专用切割工具进行环切除去。
9.进一步的,所述步骤五中,所述铜铝复合连接件为一端为铝另一端为铜的合金件或一面为铝另一面为铜的铜铝复合板合金件,所述钢铜复合连接件为一端为钢另一端为铜的合金件或一面为钢另一面为铜的钢铜复合板合金件。
10.进一步的,所述步骤七中,在铜铝复合连接件与铝护套焊接时,把隔热板插入铝护套和电缆芯线之间,其中,铜铝复合连接件与铝护套的焊接采用低温冷焊技术,且单点焊接温度不超过20摄氏度。
11.进一步的,所述步骤八中,所述屏蔽环为直径不同的两个非闭合铜环(为方便施工考虑)相互嵌套后组成的一体化结构,且两个铜环之间留有环形缝隙。
12.进一步的,所述步骤八中,环形缝隙进行焊接时,先用直径1mm的铜导线填充环形缝隙压紧屏蔽层,把隔热板插入屏蔽环和电缆芯线之间,再用铜焊焊接牢固。
13.为解决上述技术问题,本发明提供的另一种技术方案是:一种新型铁路信号电缆成端盒,包括盒体、接地端子和接地连接件,接地端子由外向内贯穿设置有注胶口的所述盒体,置于所述盒体内的接地端子通过导线与接地连接件电连接,所述壳体套设在电缆上,所述接地连接件与所述电缆中的铠装钢带、铝护套和芯线屏蔽层连接,并通过所述注胶口对盒体内进行注胶,其特征是:所述接地连接件包括铜铝复合连接件、钢铜复合连接件和屏蔽环;所述钢铜复合连接件包括钢质材质和铜质材质,所述钢质材质焊接在所述铠装钢带上,所述铜质材质与所述导线焊接连接;所述铜铝复合连接件包括铜质材质和铝质材质,所述铝质材质焊接在所述铝护套上,所述铜质材质与所述导线焊接连接;所述屏蔽环包括直径不同的两个非封闭铜环,直径小的铜环一端同轴嵌入直径大的铜环内,并固定连接成一体化结构,且两个铜环之间留有供所述芯线屏蔽层嵌入的环形缝隙,屏蔽环套在芯线屏蔽层端部,使芯线屏蔽层和芯线排流线放置在所述环形缝隙内并焊接在所述环形缝隙内,直径大的铜环外壁与导线焊接。
14.进一步的,所述钢铜复合连接件的铜质材质和铜铝复合连接件的铜质材质均通过铜焊与所述导线焊接在一起。
15.进一步的,所述环形缝隙内焊接时填充有铜导线。
16.本发明的有益效果为:采用铜铝复合连接件和钢铜复合连接件替换现有技术中的接地连接件,并采用焊接的连接方式实现铝护套和铠装钢带通过铜铝复合连接件和钢铜复合连接件与导线的连接,从而解决了螺丝压接易引起连接松动的问题,同时通过铜铝复合连接件和钢铜复合连接件的采用,实现了同种材质之间的连接,避免不同材质之间的电化学反应,有效提高连接质量,并对现有技术中的屏蔽环结构进行改进,由压接连接变为焊接连接,提高连接可靠性。
17.本发明将现有技术中的u型卡改为铜铝和钢铜复合材质连接件,与电缆连接时相同材质区别焊接,避免不同材质之间的电化学反应,有效提高连接质量;将现有技术中的压
接连接改为焊接连接,消除接触不良因素;接地导线与接地连接件之间采用铜焊接连接,提高连接可靠性。
18.为了让本发明的上述和其他目的、特征和优点更能明显易懂,下文特举较佳实施例,并配合所附图示,做详细说明如下。
19.附图说明:为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的其中两幅,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为一种新型铁路信号电缆成端方法的流程框图。
21.图2为本技术与电缆的连接结构示意图。
22.图3为屏蔽环的结构示意图。
23.图4为铜铝复合连接件的结构示意图一。
24.图5为铜铝复合连接件的结构示意图二。
25.图6为钢铜复合连接件的结构示意图一。
26.图7为钢铜复合连接件的结构示意图二。
27.图中,1-电缆芯线、2-芯线屏蔽层、3-铝护套、4-铠装钢带、5-电缆外护套、6-屏蔽环、7-铜铝复合连接件、8-钢铜复合连接件、9-导线;61-直径大的铜环、62-直径小的铜环、63-环形缝隙;71-铜质端(面)、72-铝质端(面);81-铜质端(面)、82-钢质端(面)。
28.具体实施方式:下面将参照附图详细地描述本发明的实施例。虽然附图中显示了本发明的某些实施例,然而应当理解的是,本发明可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例,相反提供这些实施例是为了更加透彻和完整地理解本发明。应当理解的是,本发明的附图及实施例仅用于示例性作用,并非用于限制本发明的保护范围。
29.应当理解,本发明的方法实施方式中记载的各个步骤可以按照不同的顺序执行,和/或并行执行。此外,方法实施方式可以包括附加的步骤和/或省略执行示出的步骤。本发明的范围在此方面不受限制。
30.本发明实施方式中的多个装置之间所交互的消息或者信息的名称仅用于说明性的目的,而并不是用于对这些消息或信息的范围进行限制。
实施例
31.如图2-图7所示,一种新型铁路信号电缆成端盒,包括盒体、接地端子和接地连接件,接地端子由外向内贯穿设置有注胶口的盒体,置于盒体内的接地端子通过导线9与接地连接件电连接,壳体套设在电缆上,接地连接件与电缆中的铠装钢带4、铝护套3和芯线屏蔽层2连接,并通过注胶口对盒体内进行注胶,接地连接件包括铜铝复合连接件7、钢铜复合连接件8和屏蔽环6;钢铜复合连接件8包括钢质端(面)82和铜质端(面)81,钢质端(面)82焊接在铠装钢带4上,铜质端(面)81与导线9焊接连接;铜铝复合连接件7包括铜质端(面)71和铝质端(面)72,铝质端(面)72焊接在铝护
套3上,铜质端(面)71与导线9焊接连接;屏蔽环6包括直径不同的两个非封闭铜环,直径小的铜环62一端同轴嵌入直径大的铜环61内,并固定连接成一体化结构,且两个铜环之间留有供芯线屏蔽层2嵌入的环形缝隙63,屏蔽环6套在芯线屏蔽层2端部,使芯线屏蔽层2和芯线排流线放置在环形缝隙63内并焊接在环形缝隙63内,直径大的铜环61外壁与导线9焊接。
32.在本实施例中,钢铜复合连接件8的铜质端71和铜铝复合连接件7的铜质端71均通过铜焊与导线9焊接在一起。
33.在本实施例中,环形缝隙63内焊接时填充有铜导线9。
34.使用时,壳体套设在电缆上,钢铜复合连接件8与电缆中的铠装钢带4连接,铜铝复合连接件7与电缆中的铝护套3连接,屏蔽环6与电缆中的芯线屏蔽层2连接,并通过注胶口对盒体内进行注胶。
35.其中,钢铜复合连接件8与铠装钢带4和导线9的连接步骤、铜铝复合连接件7与铝护套3和导线9的连接步骤及屏蔽环6与芯线屏蔽层2和导线9的连接步骤如一种新型铁路信号电缆成端方法所示。
36.如图1所示,一种新型铁路信号电缆成端方法,其步骤是:步骤s1、根据所需预留的电缆芯线1长度,依次剥去电缆外护套5、铠装钢带4、铝护套3和芯线屏蔽层2,露出电缆芯线1。
37.在本实施例中,根据所需预留的电缆芯线1长度,通过直尺在电缆上确定环切位置,并做标记,采用专用切割工具依次对电缆外护套5、铠装钢带4、铝护套3和芯线屏蔽层2进行环切除去,直至符合长度的电缆芯线1露出。
38.步骤s2、除去芯线屏蔽层2端部的电缆外护套5、铠装钢带4和铝护套3,露出30mm长的芯线屏蔽层2。
39.在本实施例中,根据所需露出的芯线屏蔽层2长度,通过直尺以芯线屏蔽层2端部为起点在电缆上确定环切位置,并做标记,采用专用切割工具依次对电缆外护套5、铠装钢带4和铝护套3进行环切除去,直至符合长度的芯线屏蔽层2露出。
40.步骤s3、除去铝护套3端部的电缆外护套5和铠装钢带4,露出15mm长的铝护套3。
41.在本实施例中,根据所需露出的铝护套3长度,通过直尺以铝护套3端部为起点在电缆上确定环切位置,并做标记,采用专用切割工具依次对电缆外护套5和铠装钢带4进行环切除去,直至符合长度的铝护套3露出。
42.步骤s4、除去铠装钢带4端部的电缆外护套5,露出15mm长的铠装钢带4。
43.在本实施例中,根据所需露出的铠装钢带4长度,通过直尺以铠装钢带4端部为起点在电缆上确定环切位置,并做标记,采用专用切割工具对电缆外护套5进行环切除去,直至符合长度的铠装钢带4露出。
44.步骤s5、铜铝复合连接件7和钢铜复合连接件8的铜质端(面)71均与导线9用铜焊焊接在一起。
45.在本实施例中,铜铝复合连接件7为一端(面)为铝另一端(面)为铜的合金件,且形状不局限于此,钢铜复合连接件8为一端(面)为钢另一端(面)为铜的合金件,且形状不局限于此;铜铝复合连接件7的铜质端(面)71和钢铜复合连接件8的铜质端(面)81为铜材质,与铜线焊在一起,连接牢固,避免了假焊、虚焊及不同材质之间的电化学反应,导电性能优良,
大电流通过时不会因接触不良而产生热量,有效保证了电缆的安全。
46.步骤s6、打磨钢带,将钢铜复合连接件8的钢质端(面)82焊接在铠装钢带4上。
47.在本实施例中,钢铜复合连接件8的钢质端(面)82与钢带同属钢材质,采用焊接工艺进行连接,接触点牢固可靠不易脱落、避免了接触不良和不同材质之间的电化学反应,即使通过大电流也能保证电缆安全运行。
48.步骤s7、打磨铝护套3,将铜铝复合连接件7的铝质端(面)72焊接在铝护套3上。
49.在本实施例中,在铜铝复合连接件7与铝护套3焊接时,把隔热板插入铝护套3和电缆芯线1之间,防止焊接高温损伤电缆芯线1,其中,铜铝复合连接件7与铝护套3的焊接采用低温冷焊技术,且单点焊接温度不超过20摄氏度;铜铝复合连接件7的铝质端(面)72与铝护套3同属铝材质,采用焊接工艺进行连接,接触点牢固可靠不易脱落、避免了接触不良和不同材质之间的电化学反应,即使通过大电流也能保证电缆安全运行。
50.步骤s8、将屏蔽环6套在芯线屏蔽层2端部,使芯线屏蔽层2和芯线排流线放置在屏蔽环6上的环形缝隙63内,将芯线屏蔽层2和芯线排流线隙焊在环形缝隙63内。
51.在本实施例中,屏蔽环6为直径不同的两个非闭合铜环相互嵌套后组成的一体化结构(可理解为一个直径大的铜环61和一个直径小的铜环62),直径小的铜环62长于直径大的铜环61且两个铜环之间留有1mm的环形缝隙63,供容纳芯线屏蔽层2,直径大的铜环61上引出导线9;对环形缝隙63进行焊接时,先用直径1mm的铜导线9填充环形缝隙63,把隔热板插入屏蔽环6和电缆芯线1之间,再用铜焊焊接牢固;屏敝层、芯线排流线及导线9是以焊接的方式连接在一起的,连接可靠稳定,接触优良,确保了电缆的电气特性稳定性。
52.其中,屏蔽铜环采用非闭合铜环,是为了焊接时能将铜环的非闭合缝隙扩大至可自由取放电缆芯线,焊接时能远离电缆芯线,留出足够的作业空间,方便焊接的同时防止烫伤芯线,焊接完成后用专用压接钳将铜环复位至电缆芯线周围。
53.其中,本发明中所采用的焊接均为低温冷焊技术。
54.上文对各个实施例的描述倾向于强调各个实施例之间的不同之处,其相同或相似之处可以互相参考,为了简洁,本文不再赘述。
55.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1