一种自热式橡套软电缆修补模具及修补工艺的制作方法
1.本技术涉及电缆修补技术领域,尤其是涉及一种自热式橡套软电缆修补模具及修补工艺。
背景技术:
2.在实际生产时,电缆随着机器设备频繁往复运动,特别容易受到外物刮擦或撞击,导致护套破裂,从而影响电缆正常使用,尤其是在矿井特殊环境下。现有技术基本都是用树脂浇铸固化成型,由于修补料与电缆本体材料不一致,导致此方式修补好的护套连接处粘接性能一般,不耐弯曲,使用性能受到极大的限制。
3.如在专利cn107275991b一种电缆修补装置及电缆修补方法中,是通过修补模具壳向电缆破裂处注入液体修补胶,此修补胶与原护套材料不一致,且修补胶固化后变硬,这样就会导致接口处粘接性能一般。而且,待胶料凝固后,与修补外壳一起作为电缆破损护套的修补层,这样接口处的一段电缆是不能弯曲的。一旦此处再次受到外力,弯曲或挤压,接口处会再次开裂,导致使用性能受到极大的限制。目前国内外并没有一种模具可以实现在矿井下修补受损的电缆,尤其是热补,因为矿井下的特殊环境限制。
4.在矿井特殊工作环境下,电缆随机器设备运行时特别容易受到外物刮擦或撞击,导致护套破裂,从而影响电缆正常使用,导致停工停产,直接影响生产效益。由于环境特殊,用以往的修补方式,修补时间长,修补好的电缆使用性能会大打折扣,而且在矿井下不一定好修补。
技术实现要素:
5.为了克服现有技术中存在的问题,本技术提供一种自热式橡套软电缆修补模具及修补工艺。
6.本技术提供的一种自热式橡套软电缆修补模具及修补工艺采用如下的技术方案:
7.一种自热式橡套软电缆修补模具,包括中空模具,中空模具包括上模具和下模具,上模具和下模具的相对面内开设有对应的u型槽,u型槽中还安装有内模具,其中上模具中的内模具和下模具中的内模具上开设有相同的半圆形凹槽,且凹槽的直径与待修补电缆护套的直径相同;中空模具上设有弹簧式安全阀、压力表、放气孔、定位销、螺孔以及反应棒入口,弹簧式安装阀、压力表以及放气孔均分别安装在上模具和下模具上,且均与两者的内部连通;定位销安装在中空模具的四周,且上模具和下模具中的定位销中的螺孔一一对应,中空模具的侧面还安装有反应棒放入口,且与中空模具的内部贯通,其中反应棒放入口上安装有螺纹密封塞。
8.通过采用上述技术方案,中空模具包括上模具和下模具的组合,其中上模具和下模具中的u型槽中放置有需要修补的电缆直径适配的内模具,实现对电缆修补过程中的限位。弹簧式安全阀安装在中空模具上,并且与中空模具的内部联通,当压力超过设定值的时候,会自动泄压确保压力稳定。压力表安装在中空模具上,并且也和中空模具的内部联通,
能够实时监测中空模具内部的压力变化。放气孔开设在中空模具上,其通过开关进行控制,反应前用于注水到中空模具内,与通过反应棒入口投入的反应棒进行反应,反应棒由一些溶于水放热的化学品组成,遇水发生反应,在中空模具的腔体内放出热量,为模具提供足够的热量。当修补时间到后,打开此放气孔排气泄压,并且在反应棒入口上安装有螺纹密封塞,能够在加入反应棒之后对中空模具进行密封,避免热量和蒸汽的散失。设置在上模具和下模具两侧的定位销上开设的螺孔能够用于上模具和下模具之间的固定连接。
9.优选的,中空模具中上模具和下模具中开设的腔体的横切面均为u型机构,其中上模具和下模具中腔体的腔壁厚度均相同。
10.通过采用上述技术方案,上模具和下模具中的腔体和上模具和下模具的外部结构形状相同,且两者的腔壁厚度也均相同,能够充分利用两者的腔体,使得其内部加热效率得到有效的提高,有效的提高腔体内对橡胶软电缆的加热效率。
11.优选的,定位销安装在中空槽体的两侧面上,其中定位销设置在中空槽体的侧面中心,且上模具和下模具自身两侧的定位销通过加强筋固定连接,加强筋贯穿u型槽底部的腔壁。
12.通过采用上述技术方案,定位销安装在中空槽体的两侧面中心,定位销通过分别贯穿上模具和下模具的加强筋进行连接,提高了定位销所在位置的固定强度,加强筋还贯穿u型槽底部的腔壁,配合使用,能够加腔定位销与中心槽体主体的连接强度,有效减少在上模具和下模具连接过程中两者发生形变的情况。
13.优选的,上模具和下模具中的定位销均为四个,且均匀分布在其侧边的两端,加强筋分别连接对角上的定位销,其中加强筋交叉处固定连接。
14.通过采用上述技术方案,上模具和下模具中的定位销均设有相同的四个,并且定位销之间的加强筋呈对角线的形式连接,且交叉部位固定连接有效提高整体的强度。
15.优选的,u型槽的底面的两端设有固定凸起,内模具的底部设有与固定凸起适配的固定凹槽,其中上模具的内模具顶面开设有若干限位槽,下模具的内模具的顶部设有与限位槽适配的限位卡块。
16.通过采用上述技术方案,u型槽底部设有的固定凸起与内模具底部设有的固定凹槽卡接固定,从而在u型槽上对内模具进行固定,并且上模具顶部的内模具上开设有的限位槽与下模具的内模具顶部的限位卡块适配固定,从而将上下两个内模具进行有效的固定,保证其整体对电缆的包裹高效稳定。
17.优选的,上模具中的u型槽的两侧设有条状槽,下模具的对应处设有与条状槽适配的条状凸起,其中条状槽的槽体方向与u型槽的方向相同,内模具上设有的限位槽和限位卡块的方向与u型槽的方向垂直。
18.通过采用上述技术方案,上模具上的条状槽与下模具上的条状凸起适配,并且条状槽与u型槽的槽体方向相同,内模具上的设有的限位槽与u型槽的槽体方向相同,垂直分布的条状槽和限位槽,能够提高上模具和下模具以及两者内部的内模具的连接稳定性。
19.优选的,内模具的两端设有收束口,内模具的收束口之间的容纳腔底面相对于收束口的位置向下凹陷,收束口和容纳腔之间还设有密封条,且密封条采用弧形结构。
20.通过采用上述技术方案,内模具的中间为容纳腔,两端通过弧形结构的密封条与收束口连接,能够将用于修补电缆橡胶套的材料限制在容纳腔中,有效避免了其外漏的情
况,大大提高了电缆修补的质量。
21.优选的,上模具和下模具中的弹簧式安全阀、压力表、放气孔均设置在其侧面,且三者水平等距分布在中空模具的侧面上。
22.通过采用上述技术方案,上模具和下模具上设有的弹簧式安全阀、压力表、放气孔水平分布,让整体布局紧凑方便操作。
23.一种自热式橡套软电缆修补工艺,其特征在于:包括以下步骤,
24.(1)找出与待修补电缆外径一致的内模具,并放入u型中空模具中,固定好;
25.(2)处理电缆破裂处,用美工刀把破裂处伤口削出平滑斜口,用酒精湿巾擦干净,把混炼胶按形状剪好,尽可能多的放进破裂处,外面用长条混炼胶缠好;
26.(3)把处理好的电缆放进选好的内模具中,模具中喷上脱模剂,把四个定位销对称锁紧;
27.(4)设置弹簧式安全阀,压力为1.0-1.2mpa,当模具内超过该压力时,自动泄压保持稳定;
28.(5)将反应棒装入上下模具中,旋紧保持密封;
29.(6)从放气孔注入适量的水,关闭放气孔保持密封;
30.(7)随着反应的进行,压力、温度会逐渐升高,此时进一步锁紧定位销;
31.(8)当压力到达1.0-1.2mpa时,保持30-40分钟硫化;
32.(9)硫化结束后,打开放气孔开关,把中空模具中的水蒸气等气体排出,然后开模,拧开四个定位销,把电缆取出,剪去飞边。
33.综上所述,本技术包括以下至少一种有益技术效果:
34.1.本发明是通过自热式模具和配套修补工艺,使得破损接口处原护套与修补混炼胶料在一定的温度和时间内发生共硫化反应,从而实现分子级别的粘接,接口处可以随意弯曲而不发生断裂,这样可以有效延长电缆的使用寿命,降低企业的成本。且该自热式模具可以在矿井下使用,操作简单,方便快捷,不会直接影响生产效益;
35.2.弹簧式安全阀安装在中空模具上,并且与中空模具的内部联通,当压力超过设定值的时候,会自动泄压确保压力稳定。压力表安装在中空模具上,并且也和中空模具的内部联通,能够实时监测中空模具内部的压力变化。放气孔开设在中空模具上,其通过开关进行控制,反应前用于注水到中空模具内,与通过反应棒入口投入的反应棒进行反应,反应棒由一些溶于水放热的化学品组成,遇水发生反应,在中空模具的腔体内放出热量,为模具提供足够的热量;
36.3.通过这种自发热式模具,可以在矿井下对受损的电缆进行热修补,通过胶料间的共硫化粘接融为一体,这样电缆就能和受损前使用性能一样,且接口处粘接性能优异。修补好的电缆可以随意弯曲,接口处不会再次开裂。而且修补起来操作简单、方便快捷,不耽误生产时间。这样大大延长了电缆的使用寿命,为企业降本增效。
附图说明
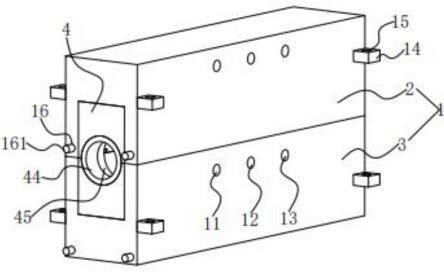
37.图1是一种自热式橡套软电缆修补模具整体结构示意图;
38.图2是一种自热式橡套软电缆修补模具整体结构爆炸图;
39.图3是一种自热式橡套软电缆修补模具俯视图;
40.图4是图3中a-a剖面图;
41.图5是一种自热式橡套软电缆修补工艺流程图。
42.附图标记说明:1、中空模具;11、弹簧式安全阀;12、压力表;13、放气孔;14、定位销;141、加强筋;15、螺孔;16、反应棒入口;161、螺纹密封塞;2、上模具;21、条状槽;3、下模具;31、条状凸起;4、内模具;41、固定凹槽;42、限位槽;43、限位卡块;44、收束口;45、密封条;46、容纳腔;5、u型槽;51、固定凸起。
具体实施方式
43.以下结合附图1-5对本技术作进一步详细说明。
44.本技术实施例公开一种自热式橡套软电缆修补模具及修补工艺。
45.实施例1
46.参照图1-图4,一种自热式橡套软电缆修补模具,包括中空模具1,中空模具1包括上模具2和下模具3,上模具2和下模具3的相对面内开设有对应的u型槽5,u型槽5中还安装有内模具4,其中上模具2中的内模具4和下模具3中的内模具4上开设有相同的半圆形凹槽,且凹槽的直径与待修补电缆护套的直径相同;中空模具1上设有弹簧式安全阀11、压力表12、放气孔13、定位销14、螺孔15以及反应棒入口16,弹簧式安装阀11、压力表12以及放气孔13均分别安装在上模具2和下模具3上,且均与两者的内部连通;定位销14安装在中空模具1的四周,且上模具2和下模具3中的定位销14中的螺孔15一一对应,中空模具1的侧面还安装有反应棒放入口,且与中空模具1的内部贯通,其中反应棒放入口上安装有螺纹密封塞161。中空模具1包括上模具2和下模具3的组合,其中上模具2和下模具3中的u型槽5中放置有需要修补的电缆直径适配的内模具4,实现对电缆修补过程中的限位。弹簧式安全阀11安装在中空模具1上,并且与中空模具1的内部联通,当压力超过设定值的时候,会自动泄压确保压力稳定。压力表12安装在中空模具1上,并且也和中空模具1的内部联通,能够实时监测中空模具1内部的压力变化。放气孔13开设在中空模具1上,其通过开关进行控制,反应前用于注水到中空模具1内,与通过反应棒入口16投入的反应棒进行反应,反应棒由一些溶于水放热的化学品组成,遇水发生反应,在中空模具1的腔体内放出热量,为模具提供足够的热量。当修补时间到后,打开此放气孔13排气泄压。并且在反应棒入口16上安装有螺纹密封塞161,能够在加入反应棒之后对中空模具1进行密封,避免热量和蒸汽的散失。设置在上模具2和下模具3两侧的定位销14上开设的螺孔15能够用于上模具2和下模具3之间的固定连接。
47.参照图1-图4,中空模具1中上模具2和下模具3中开设的腔体的横切面均为u型机构,其中上模具2和下模具3中腔体的腔壁厚度均相同。上模具2和下模具3中的腔体和上模具2和下模具3的外部结构形状相同,且两者的腔壁厚度也均相同,能够充分利用两者的腔体,使得其内部加热效率得到有效的提高,有效的提高腔体内对橡胶软电缆的加热效率。
48.参照图1-图4,定位销14安装在中空槽体的两侧面上,其中定位销14设置在中空槽体的侧面中心,且上模具2和下模具3自身两侧的定位销14通过加强筋141固定连接,加强筋141贯穿u型槽5底部的腔壁。定位销14安装在中空槽体的两侧面中心,定位销14通过分别贯穿上模具2和下模具3的加强筋141进行连接,提高了定位销14所在位置的固定强度,加强筋141还贯穿u型槽5底部的腔壁,配合使用,能够加腔定位销14与中心槽体主体的连接强度,有效减少在上模具2和下模具3连接过程中两者发生形变的情况。
49.参照图1-图4,上模具2和下模具3中的定位销14均为四个,且均匀分布在其侧边的两端,加强筋141分别连接对角上的定位销14,其中加强筋141交叉处固定连接。上模具2和下模具3中的定位销14均设有相同的四个,并且定位销14之间的加强筋141呈对角线的形式连接,且交叉部位固定连接有效提高整体的强度。
50.参照图1-图4,u型槽5的底面的两端设有固定凸起51,内模具4的底部设有与固定凸起51适配的固定凹槽41,其中上模具2的内模具4顶面开设有若干限位槽42,下模具3的内模具4的顶部设有与限位槽42适配的限位卡块43。u型槽5底部设有的固定凸起51与内模具4底部设有的固定凹槽41卡接固定,从而在u型槽5上对内模具4进行固定,并且上模具2顶部的内模具4上开设有的限位槽42与下模具3的内模具4顶部的限位卡块43适配固定,从而将上下两个内模具4进行有效的固定,保证其整体对电缆的包裹高效稳定。
51.参照图1-图4,上模具2中的u型槽5的两侧设有条状槽21,下模具3的对应处设有与条状槽21适配的条状凸起31,其中条状槽21的槽体方向与u型槽5的方向相同,内模具4上设有的限位槽42和限位卡块43的方向与u型槽5的方向垂直。上模具2上的条状槽21与下模具3上的条状凸起31适配,并且条状槽21与u型槽5的槽体方向相同,内模具4上的设有的限位槽42与u型槽5的槽体方向相同,垂直分布的条状槽21和限位槽42,能够提高上模具2和下模具3以及两者内部的内模具4的连接稳定性。
52.参照图1-图4,内模具4的两端设有收束口44,内模具4的收束口44之间的容纳腔46底面相对于收束口44的位置向下凹陷,收束口44和容纳腔46之间还设有密封条45,且密封条45采用弧形结构。内模具4的中间为容纳腔46,两端通过弧形结构的密封条45与收束口44连接,能够将用于修补电缆橡胶套的材料限制在容纳腔46中,有效避免了其外漏的情况,大大提高了电缆修补的质量。
53.参照图1-图4,上模具2和下模具3中的弹簧式安全阀11、压力表12、放气孔13均设置在其侧面,且三者水平等距分布在中空模具1的侧面上。上模具2和下模具3上设有的弹簧式安全阀11、压力表12、放气孔13水平分布,让整体布局紧凑方便操作。
54.参照图5,选取外径45mm的电缆,将外护套剥掉一块,用剪好的混炼胶将其补上。选取45mm内模,放入中空模具1中固定好。将反应棒装进中空模具1中,旋紧密闭。将缠绕好混炼胶的电缆放入内模中,定位螺丝拧紧。从放气孔13注入水,然后关闭放气孔13,保持密封。随着模具温度的上升,进一步拧紧螺丝。当中空模具1内压力到达1.0mpa时,保持40分钟硫化,然后开模,冷却后得到修补成品。将修补后的电缆用于弯曲试验,电缆负重100kg,弯曲半径2d,弯曲30000次后修补处无开裂现象。
55.实施例2
56.参照图1-图4,一种自热式橡套软电缆修补模具部分与上述实施例1一致。
57.参照图5,选取外径60mm的电缆,将外护套剥掉一块,用剪好的混炼胶将其补上。选取60mm内模,放入中空模具1中固定好。将反应棒装进中空模具1中,旋紧密闭。将缠绕好混炼胶的电缆放入内模中,定位螺丝拧紧。从放气孔13注入水,然后关闭放气孔13,保持密封。随着模具温度的上升,进一步拧紧螺丝。当中空模具1内压力到达1.1mpa时,保持35分钟硫化,然后开模,冷却后得到修补成品。将修补后的电缆用于弯曲试验,电缆负重150kg,弯曲半径1.8d,弯曲25000次后修补处无开裂现象。
58.实施例3
59.参照图1-图4,一种自热式橡套软电缆修补模具部分与上述实施例1一致。
60.参照图5,选取外径80mm的电缆,将外护套剥掉一块,用剪好的混炼胶将其补上。选取80mm内模,放入中空模具1中固定好。将反应棒装进中空模具1中,旋紧密闭。将缠绕好混炼胶的电缆放入内模中,定位螺丝拧紧。从放气孔13注入水,然后关闭放气孔13,保持密封。随着模具温度的上升,进一步拧紧螺丝。当中空模具1内压力到达1.2mpa时,保持30分钟硫化,然后开模,冷却后得到修补成品。将修补后的电缆用于弯曲试验,电缆负重200kg,弯曲半径1.5d,弯曲20000次后修补处无开裂现象。
61.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1