轴向电机转子、轴向电机、动力总成及电动设备的制作方法
1.本技术涉及电机技术领域,特别涉及一种轴向电机转子、轴向电机、动力总成及电动设备。
背景技术:
2.传统径向磁场永磁电机相比,轴向磁场永磁电机具有结构紧凑、转矩密度高、效率高等显著优点。现有技术中,轴向磁场永磁电机在实际应用中,其转速不高,且结构多为表贴式结构,随着转子的运行频率的增加,传统表贴式永磁转子结构的涡流损耗明显增加,会使得电机性能下降,同时转子磁阻转矩分量小,高速下功率下降快;考虑到结构强度和高速下功率保持较大的需求,将转子的铁芯做成整体环形的结构,将磁钢内嵌于转子铁芯之中是优选方案,但是环形铁芯结构一般是由硅钢片卷绕而成,其内环壁为阿基米德渐开线而非圆形,造成这种转子铁芯内外环壁难以和其它电机转子结构件通过过盈的方式实现有效配合,使得磁钢的内环壁与电机轴之间连接不可靠,结构强度难以提升;而如果将磁钢做成扇形,多个扇形拼接成环形结构,使得磁钢整体结构可靠性降低。
技术实现要素:
3.本技术提供一种轴向电机转子、轴向电机、动力总成及电动设备。
4.第一方面,本技术提供一种轴向电机转子,包括转子背板、多个磁极单元和固定件,所述转子背板用于套设于轴向电机的电机轴,所述转子背板设有背板固定孔;所述多个磁极单元位于所述转子背板沿所述转子背板的轴向的一侧,且沿所述转子背板的周向依次排布,所述多个磁极单元的至少部分所述磁极单元设有磁极固定孔;所述固定件穿设在所述磁极固定孔和所述背板固定孔中,以将所述转子背板、所述磁极单元和所述固定件固定。
5.在本方案中,磁极单元位于转子背板朝向定子的一侧,由多个磁极单元环绕转子背板的轴向依次排布形成环形的磁体结构,每个磁极单元仅占据环形磁体结构的一部分,相较于整体呈环形的磁体结构,由多个磁极单元环绕拼接形成的磁体结构加工更简单。对于整体呈环形的磁体结构,需要套设在电机轴上,整体环形的磁体结构内壁需要加工为圆形才能与电机轴较好的安装,但加工成为圆形一般比较困难,工艺精度难以达到,如果精度不够磁体结构的内壁与电机轴不匹配,轴向电机转子与电机轴之间连接可靠性变差,进而使得轴向电机整体的可靠性变差,容易损坏。而在本技术中,对于每个磁极单元的加工工艺更简单,每个磁极单元沿径向的两端为弧形,弧形相较于圆形更好加工,且加工精度更高,每个磁极单元的尺寸可相同,磁极单元加工完成后,再将多个磁极单元环绕拼接在转子背板朝向定子的一侧。据此可知,本技术中由多个磁极单元环绕转子背板的轴向依次排布形成环形的磁体结构更好加工,且加工精度更高,有利于提升轴向电机的可靠性。
6.在本方案中,采用固定件穿设在磁极单元和转子背板中来固定磁极单元和转子背板,无需额外的固定部件固定在磁极单元的周侧,可节约磁极单元周侧的空间,提升轴向电机转子周向上磁体填充量,提升轴向电机转子的磁性能;并且相邻的两个磁极单元之间无
需设置固定部件,可减小磁极单元的磁力线从相邻的两个磁极单元之间的固定部件漏磁的风险。
7.在本技术中,轴向电机转子通过将多个磁极单元环绕排布,每个磁极单元为环形磁体结构的一部分,相较于整体为环形的磁体结构,每个磁极单元的加工工艺更简单;并且将固定件穿入磁极单元和转子背板,以将磁极单元与转子背板固定,提升磁极单元与转子背板之间的连接稳定性。
8.在一种可能的实现方式中,所述磁极固定孔贯穿所述磁极单元沿所述转子背板的轴向相对的两个表面,所述固定件包括相互连接的固定件主体和固定帽,所述固定帽设置在所述固定件远离所述转子背板的一端,所述固定帽的径向尺寸大于所述固定件主体的径向尺寸;所述磁极固定孔包括磁极固定孔主体和位于所述磁极固定孔主体远离所述转子背板一端的磁极固定凹槽,所述磁极固定凹槽与所述磁极固定孔主体连通,所述磁极固定凹槽的径向尺寸大于所述磁极固定孔主体的径向尺寸,所述固定件主体穿设在所述磁极固定孔主体和所述背板固定孔中,所述固定帽位于所述磁极固定凹槽内且与所述磁极固定凹槽的槽底接触。在本实现方式中,通过固定帽与磁极固定凹槽的槽底接触并锁紧磁极单元和转子背板,可避免磁极单元在轴向上方脱离转子背板。
9.在一种可能的实现方式中,位于所述转子背板内的部分固定件与所述背板固定孔的内壁螺纹连接。在本实现方式中,固定件主体靠近转子背板的一端的周侧表面具有螺纹,背板固定孔内设有螺纹,通过旋转固定件将固定件主体靠近转子背板的一端与背板固定孔螺纹连接并锁紧固定。
10.在一种可能的实现方式中,所述磁极固定孔贯穿所述磁极单元沿所述转子背板的轴向相对的两个表面,所述固定件包括固定件主体和固定螺母;所述磁极固定孔包括磁极固定孔主体和位于所述磁极固定孔主体远离所述转子背板一端的磁极固定凹槽,所述磁极固定凹槽与所述磁极固定孔主体连通,所述磁极固定凹槽的径向尺寸大于所述磁极固定孔主体的径向尺寸,所述固定件主体穿设在所述磁极固定孔和所述背板固定孔中,且所述固定件主体远离所述转子背板的一端延伸至所述磁极固定凹槽内,所述固定螺母位于所述磁极固定凹槽内,且所述固定螺母套设在所述固定件主体远离所述转子背板的一端并与所述固定件主体远离所述转子背板的一端螺纹连接。在本实现方式中,固定件主体远离转子背板的一端的周侧表面上设有螺纹,固定螺母与固定件主体远离转子背板的一端螺纹连接,以将磁极单元与转子背板固定连接。
11.在一种可能的实现方式中,磁极固定孔贯穿磁极单元沿转子背板的轴向相对的两个表面,固定件包括相互连接的固定件主体和固定帽,固定帽设置在固定件主体远离转子背板的一端,固定帽的径向尺寸大于固定件主体的径向尺寸,固定件主体穿过磁极固定孔和背板固定孔中,固定帽位于磁极单元背离转子背板的表面上且与磁极单元背离转子背板的表面接触。在本实现方式中,固定帽位于磁极单元背离转子背板的表面,通过固定帽与磁极单元的表面接触,可避免磁极单元在轴向上方脱离转子背板。
12.在一种可能的实现方式中,所述背板固定孔贯穿所述转子背板沿所述转子背板的轴向相对的两个表面,所述固定件邻近所述转子背板的一端位于所述背板固定孔内或者穿过所述背板固定孔延伸至所述背板固定孔外。当固定件邻近转子背板的一端穿过背板固定孔延伸至背板固定孔外侧时,还可采用螺母固定位于背板固定孔外侧的部分固定件,可通
过将盖板朝向轴向电机转子的一侧设置凹槽,用于收容穿出背板固定孔外侧的部分固定件,以使得盖板平整。
13.在一种可能的实现方式中,所述磁极单元朝向所述转子背板的表面设有磁极定位凸部,所述转子背板朝向所述磁极单元的表面设有背板定位凹槽,所述磁极定位凸部位于所述背板定位凹槽内。通过磁极定位凸部与背板定位凹槽配合以实现磁极单元与转子背板的定位,提升安装效率和准确度。其中一个磁极定位凸部和一个背板定位凹槽称为一对定位部件,在一实现方式中,定位部件的数量可为一对或者两对以上。在一实现方式中,当定位部件为两对时,两对定位部件可沿径向排列,或者沿转子背板的周向排列,在其他实施定位部件为两对或者两对以上时,定位部件的排列方式可根据需要来设置。
14.在一种可能的实现方式中,所述磁极定位凸部环绕所述磁极固定孔的周侧设置,所述磁极定位凸部内设有磁极定位通孔,所述磁极定位通孔与所述磁极固定孔连通,所述背板定位凹槽环绕所述背板固定孔的周侧设置,所述固定件依次穿过所述磁极固定孔、所述磁极定位通孔、所述背板固定孔。在本实现方式中,背板定位凹槽与背板固定孔连通,在一些实施方式中,也可以将背板固定孔靠近磁极单元的一端的径向尺寸设置较大,用于收容磁极定位凸部。在本实现方式中,磁极定位凸部环绕磁极固定孔的周侧设置,可节约占据磁极单元的位置,避免在磁极单元的不同位置设置定位部件而影响磁极单元的磁性能,背板定位凹槽环绕背板固定孔的周侧设置,可避免在转子背板的不同位置设置槽孔,保证转子背板的结构强度。
15.在一种可能的实现方式中,所述磁极单元朝向所述转子背板的表面设有磁极定位凹槽,所述转子背板朝向所述磁极单元的表面设有背板定位凸部,所述背板定位凸部位于所述磁极定位凹槽内。在本实现方式中,在磁极单元设置磁极定位凹槽,在转子背板上设置背板定位凸部,通过背板定位凸部与磁极定位凹槽配合以实现磁极单元与转子背板的定位,提升安装效率和准确度。
16.在一种可能的实现方式中,所述磁极定位凹槽环绕所述磁极固定孔设置,所述背板定位凸部环绕所述背板固定孔设置。
17.在一种可能的实现方式中,所述磁极定位凸部与所述磁极固定孔间隔设置,所述背板定位凹槽与所述背板固定孔间隔设置。在本实现方式中,可提升磁极定位凸部和背板定位凹槽加工灵活度,便于加工。
18.在一种可能的实现方式中,所述磁极定位凹槽与所述磁极固定孔间隔设置,所述背板定位凸部与所述背板固定孔间隔设置。在本实现方式中,可提升磁极定位凹槽和背板定位凸部加工灵活度,便于加工。
19.在一种可能的实现方式中,所述磁极单元包括第一软磁体和第一永磁体,且至少部分所述第一软磁体和至少部分所述第一永磁体沿所述转子背板的轴向层叠设置,所述磁极固定孔贯穿所述第一软磁体和所述第一永磁体。其中,第一软磁体有利于磁力线流通,为磁力线提供顺畅的流通路径。当第一软磁体位于第一永磁体背离气隙的一侧时,第一永磁体向外流通的磁力线可通过第一软磁体流入相邻的磁极单元中的第一永磁体中,相较于第一永磁体的磁力线通过空气流入相连的磁极单元中的第一永磁体中,第一软磁体比空气更利于磁力线流通,可减小磁通损耗。
20.在一种可能的实现方式中,所述磁极单元的周向尺寸自靠近所述转子内支撑部一
端向远离所述转子内支撑部的一端逐渐增大。由于转子内支撑部位于内侧,转子外支撑部位于外侧,转子外支撑部的周向尺寸大于转子内支撑部的周向尺寸,使得转子外支撑部和转子内支撑部之间的空间从靠近转子内支撑部的区域面积向靠近转子外支撑部的区域面积逐渐增大,而在本实施方式中,将磁极单元如上设置,使得磁极单元呈扇形,以可以适配转子外支撑部和转子内支撑部之间的空间,使得磁极单元更大面积的填充在转子外支撑部和转子内支撑部之间,充分利用转子背板的内部空间,增大磁极单元的面积,提升磁密,增加输出转矩。
21.在一种可能的实现方式中,所述第一永磁体沿所述转子背板的径向连续。如果第一永磁体沿转子背板的径向不连续,永磁体包括沿径向分布的三个子磁极单元,永磁体一般结构强度高,比较难加工,例如永磁体为磁钢,三个永磁体沿周向两侧的表面加工对齐比较困难,加工成本高,如果三个永磁体沿周向两侧的表面如果不对齐,就会浪费背板凹槽内的空间,使得永磁体填充量减小,进而降低轴向电机的性能;并且三个子磁极单元需三套冲压模具,磁钢磨具量较多,且为保证三个子磁极单元内外弧形壁的同轴度,加工精度要求高,使得加工工艺复杂。在本实现方式中,第一永磁体沿转子背板的径向连续不断的,在径向上为连续整体的结构可以使得第一永磁体的沿周向两侧的表面对齐,不仅加工简单,而且还有利于增加磁极单元体积,提升磁密。
22.在一种可能的实现方式中,所述第一永磁体沿所述转子背板的轴向在所述第一软磁体的投影位于所述第一软磁体内。在本实现方式中的设置,使得第一软磁体的周向尺寸大于第一永磁体的周向尺寸,有利于聚拢磁通线,且有利于导磁。在本实施方式中,使得第一永磁体的最大表面的面积小于第一软磁体的最大表面的面积,使得从第一永磁体流出的磁力线能够大部分或者全部进入第一软磁体中,并通过第一软磁体聚拢,以及通过第一软磁体流入相邻的磁极单元中。其中,第一软磁体的最大表面、第一永磁体的最大表面均与转子背板的轴向垂直相交。
23.在一种可能的实现方式中,所述磁极单元还包括第二软磁体,所述第一永磁体包括第一主体部、第一分部和第二分部,所述第一软磁体、所述第一主体部和所述第二软磁体沿所述转子背板的轴向层叠设置,所述第一分部和所述第二分部沿所述转子背板的周向排布在所述第一主体部和所述第二软磁体的两侧。在本实现方式中,在第一永磁体沿轴向的两侧分别设置第一软磁体和第二软磁体,使得第一永磁体沿轴向两侧的磁力线均被软磁体聚拢,增加气隙磁密。在本实现方式中,第一分部和第二分部的设置,有利于聚拢磁力线,当第一分部和第二分部朝向气隙的一侧突出,使得磁力线汇聚进入定子上的绕组线圈中,使得气隙磁密波形接近正弦波,可增加输出扭矩,减小转矩波动。
24.在一种可能的实现方式中,所述第一永磁体为磁钢,其中所述第一主体部的周向尺寸自靠近所述转子内支撑部一端向远离所述转子内支撑部的一端逐渐增大。使得第一主体部呈扇形,其中第一主体部也为磁钢,磁钢为扇形,可充分利用背板凹槽内的空间,不至于造成外径处磁钢占据的磁极单元尺寸较小耐导致的电机性能不足,磁钢呈扇形,可有效提升轴向电机性能;并且磁钢采用内置于磁极单元中的方案,提升了轴向电机磁阻转矩分量,使轴向电机在高速工况下仍能保持较大的功率。
25.在一种可能的实现方式中,所述磁极单元还包括第二永磁体,所述第二软磁体背离所述第一主体部的表面设有第二软磁凹槽,所述第二永磁体位于所述第二软磁凹槽内。
在本实现方式中,第二永磁体和第一永磁体共同用于产生磁力线,增加磁通,增加输出扭矩,提升电机性能。
26.在一种可能的实现方式中,所述磁极单元还包括第三软磁体,所述第三软磁体位于所述第二永磁体远离所述转子背板的一侧,且所述第三软磁体沿周向的两侧至多部分与所述第二软磁体接触。在本实现方式中,第三软磁体有利于将第二永磁体和第一永磁体产生的磁力线导入气隙中,将第三软磁体沿周向的两侧至多部分与第二软磁体接触,可使得第二软磁体、第二永磁体和第三软磁体之间围成磁内间隙,避免第二永磁体产生的磁力线通过第三软磁体周向两侧进入第二软磁体中。在本实现方式中,将第三软磁体沿轴向的两侧的一部分与第二软磁体的内壁接触,以提升第三软磁体与第二软磁体的结构强度,当至多部分相接触,避免漏磁而减小进入气隙的磁力线。
27.在一种可能的实现方式中,所述轴向电机转子还包括同轴设置的转子内支撑部和转子外支撑部,所述转子内支撑部位于所述转子背板的内周侧且相对所述转子背板朝向所述转子背板的一侧突出,所述转子外支撑部位于所述转子背板的外周侧且相对所述转子背板朝向所述一侧突出,每个所述磁极单元沿所述转子背板径向的两端分别与所述转子内支撑部和所述转子外支撑部连接。在本实现方式中,将磁极单元沿转子背板径向的两端分别与转子内支撑部和转子外支撑部连接,提升磁极单元与转子背板之间的连接稳定性,避免磁极单元相对转子背板在径向上移动。
28.在一种可能的实现方式中,所述转子背板、所述转子内支撑部和所述转子外支撑部围合成背板凹槽,所述多个磁极单元位于所述背板凹槽内,在所述多个磁极单元和所述背板凹槽的内壁之间填充粘结胶。在本实现方式中,在背板凹槽内填充粘结胶,以增强磁极单元与转子背板、转子内支撑部和转子外支撑部之间连接可靠性。
29.在一种可能的实现方式中,所述转子背板、所述转子内支撑部和所述转子外支撑部构成转子固定套,所述转子固定套套设在所述电机轴上,其中所述转子固定套为一体成型结构。在实现方式中,转子背板、转子内支撑部和转子外支撑部构成一体化结构的转子固定套,以提升结构强度。
30.在一种可能的实现方式中,所述转子背板、所述转子内支撑部和所述转子外支撑部采用非导磁材料制备。以避免漏磁,提升磁极单元产生的磁力线进入气隙的密度。
31.在一种可能的实现方式中,所述轴向电机转子还包括加强环,所述加强环套设在所述转子外支撑部的外侧。在转子外支撑部的外侧缠绕或压入过盈的高强度的加强环,提升界都强度。在一实施方式中,加强环为碳纤维环或者玻璃纤维环。
32.在一种可能的实现方式中,相邻两个所述磁极单元之间具有磁间间隙,所述轴向电机转子还包括填充磁体,所述填充磁体填充在所述磁间间隙中,且所述填充磁体沿所述转子背板径向的两端分别与所述转子内支撑部和所述转子外支撑部间隔设置。其中间隔设置包括保持物理间隔,使得转子内支撑部与填充磁体之间具有一定距离,转子外支撑部与填充磁体之间具有一定距离,或者在填充磁体的两端设置绝缘材料,以避免填充磁体与转子内支撑部、转子外支撑部导电连通,进而避免因为填充磁体与转子内支撑部、转子外支撑部导电而增加涡流,降低磁极单元磁力线损耗。在一实施方式中,填充磁体为软磁复合磁体,软磁复合磁体由软磁复合材料制备,软磁复合材料是指将磁性微粒均匀分散在非磁性物中形成的软磁材料,为相邻的两个磁极单元提供磁力线传导的通路。
33.第二方面,本技术提供一种轴向电机,其特征在于,所述轴向电机包括电机轴、定子和如上面任一项所述的轴向电机转子,所述定子安装于所述电机轴且与所述电机轴转动连接,所述轴向电机转子安装于所述电机轴且与所述电机轴固定连接,所述磁极单元位于所述转子背板朝向所述定子的一侧。
34.第三方面,本技术提供一种动力总成,包括变速箱和如上面所述的轴向电机,所述轴向电机与所述变速箱的动力输入轴传动连接,用于向所述动力输入轴输出动力。
35.第四方面,本技术提供一种电动设备,其特征在于,所述电动设备包括设备本体和如上面所述的轴向电机,所述轴向电机安装于所述设备本体;或者
36.所述电动设备包括设备本体和如上面所述的动力总成,所述动力总成安装于所述设备本体。
附图说明
37.为了更清楚地说明本技术实施例中的技术方案,下面将对本技术实施例中所需要使用的附图进行说明。
38.图1a为本技术一实施例提供的轴向电机的整体示意图;
39.图1b为本技术图1a提供的轴向电机的爆炸图;
40.图2为本技术一实施例提供的轴向电机的剖面图;
41.图3为本技术一实施例提供的动力总成的结构示意图;
42.图4为本技术一实施例提供的电动设备的结构示意图;
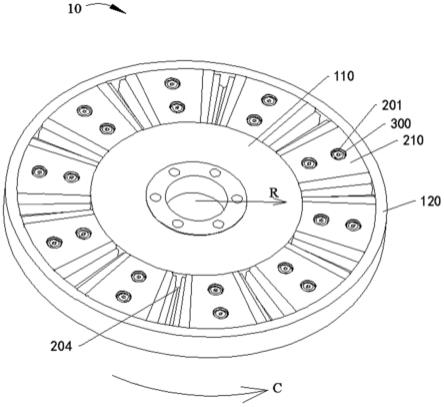
43.图5为本技术一实施例提供的轴向电机转子的结构示意图;
44.图6为本技术一实施例提供的轴向电机转子中的磁体结构的结构示意图;
45.图7为本技术一实施例提供的轴向电机转子中的转子固定套的结构示意图;
46.图8为本技术一实施例提供的轴向电机转子剖开后的结构示意图;
47.图9为本技术图8中m部分的局部放大图;
48.图10为本技术一实施例提供的磁极单元、转子背板与固定件的结构示意图;
49.图11为本技术一实施例提供的磁极单元、转子背板与固定件的结构示意图;
50.图12为本技术一实施例提供的磁极单元、转子背板与固定件的结构示意图;
51.图13为本技术一实施例提供的磁极单元、转子背板与固定件的结构示意图;
52.图14为本技术一实施例提供的磁极单元、转子背板与固定件的结构示意图;
53.图15为本技术一实施例提供的转子固定套的结构示意图;
54.图16为本技术一实施例提供的轴向电机转子的局部示意图;
55.图17为本技术一实施例提供的磁极单元的结构示意图(一);
56.图18为本技术一实施例提供的磁极单元的结构示意图(二);
57.图19为本技术图17中磁极单元的爆炸图;
58.图20为本技术一实施例提供的轴向电机转子的磁路图;
59.图21为本技术一实施例提供的磁极单元的结构示意图;
60.图22为本技术一实施例提供的磁极单元中第一永磁体和第二永磁体的结构示意图;
61.图23为本技术一实施例提供的轴向电机转子中的磁极单元的结构示意图;
62.图24为本技术一实施例提供的轴向电机转子中的磁极单元的结构示意图;
63.图25为本技术一实施例提供的轴向电机转子中的磁极单元的结构示意图;
64.图26为本技术一实施例提供的轴向电机转子中的磁极单元的结构示意图。
具体实施方式
65.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
66.本文中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
67.此外,本文中,“上”、“下”等方位术语是相对于附图中的结构示意置放的方位来定义的,应当理解到,这些方向性术语是相对的概念,它们用于相对于的描述和澄清,其可以根据结构所放置的方位的变化而相应地发生变化。
68.为方便理解,下面先对本技术实施例所涉及的英文简写和有关技术术语进行解释和描述。
69.软磁复合材料:smc,全称为soft magnetic composite,软磁复合材料是指将磁性微粒均匀分散在非磁性物中形成的软磁材料。
70.本技术提供一种轴向电机转子,轴向电机转子包括转子背板、多个磁极单元和固定件,转子背板用于套设于轴向电机的电机轴,所述转子背板设有背板固定孔;所述多个磁极单元位于所述转子背板沿所述转子背板的轴向的一侧,且沿所述转子背板的周向依次排布,所述多个磁极单元中的至少部分所述磁极单元上设有磁极固定孔;所述固定件穿设在所述磁极固定孔和所述背板固定孔中,以将所述转子背板、所述磁极单元和所述固定件固定。本技术提供的轴向电机转子通过将固定件贯穿磁极单元和转子背板,以将磁极单元与转子背板固定,提升磁极单元与转子背板之间的连接稳定性。
71.请参阅图1a和图1b,图1a为本技术一实施例提供的轴向电机1的整体示意图,图1b为本技术图1a提供的轴向电机1的爆炸图。轴向电机1包括轴向电机转子10、电机轴11和定子12,定子12安装于电机轴11且与电机轴11转动连接,轴向电机转子10安装于电机轴11且与电机轴11固定连接。其中,当定子12的电枢绕组中通入交流电时,产生的交变磁通与轴向电机转子10产生的永磁磁通之间相互作用,使得轴向电机转子10相对定子12转动。轴向电机转子10与电机轴11固定连接,使得电机轴11跟随轴向电机转子10转动,定子12与电机轴11转动连接,使得电机轴11能够相对定子12转动。在轴向电机1工作时,定子12不动,轴向电机转子10和电机轴11同步转动。其中电机轴11的输出端用于驱动外部部件转动。
72.在一种可能的实现方式中,轴向电机1还包括壳体13和端盖14(如图1b所示),壳体13位于定子12的外侧,端盖14位于轴向电机转子10远离定子12的一侧。端盖14与壳体13固定,轴向电机转子10位于端盖14与定子12之间。
73.在一种可能的实现方式中,轴向电机1包括两个轴向电机转子10(如图1b所示),两个轴向电机转子10均安装在电机轴11上且与电机轴11固定连接,两个轴向电机转子10位于定子12沿电机轴11轴向的两侧。两个轴向电机转子10提升轴向电机1工作效率。在本实施方
式中,轴向电机1包括两个端盖14,如图1b所示,两个端盖14和壳体13围合成收容空间,两个轴向电机转子10和定子12位于收容空间内。
74.在一种可能的实现方式中,电机轴11上设有轴承(图中未示出),定子12通过轴承套设在电机轴11上,其中定子12通过轴承与电机轴11转动连接。在一实施方式中,在电机轴11上设有第一固定盘(图中未示出)和第二固定盘(图中未示出),其中第一固定盘用于与其中一个轴向电机转子10固定连接,第二固定盘17用于与另一个轴向电机转子10固定连接,示例性的,可通过螺钉连接第一固定盘和轴向电机转子10,可通过螺钉连接第二固定盘17和轴向电机转子10。
75.在一种可能的实现方式中,电机轴11包括第一电机半轴和第二电机半轴,其中第一电机半轴和第二电机半轴固定连接,在第一电机半轴上设有第一固定盘,第二电机半轴上设有轴承和第二固定盘。在一些实施例中,电机轴11也可以为一个整体,在电机轴11上设有第一固定盘、轴承和第二固定盘。
76.在一种可能的实现方式中,轴向电机1包括一个轴向电机转子10和一个定子12。
77.在一种可能的实现方式中,轴向电机1包括一个轴向电机转子10和两个定子12,沿电机轴11的轴向,两个定子12分布在轴向电机转子10的两侧。
78.在一种可能的实现方式中,轴向电机1包括多个轴向电机转子10和多个定子12,轴向电机转子10和定子12沿电机轴11的轴向依次交替排布。示例性的,轴向电机1包括三个轴向电机转子10和两个定子12。
79.在一种可能的实现方式中,定子12可为卷绕式绕组定子或者分布式绕组定子。其中卷绕式绕组定子是指包括多个环绕电机轴11分布的定子铁心,将绕组卷绕在每一个定子铁心上,形成卷绕式绕组。其中,图1b示出的定子12为卷绕式绕组定子。分布式绕组定子是指整体环绕电机轴11设置的定子铁心,定子铁心为整体结构,再通过在定子铁心上冲压绕线槽,将绕组卷绕在绕线槽中,形成分布式绕组。
80.请参阅图2,图2为本技术一实施例提供的轴向电机1的剖面图。在本实施例中,在定子12和轴向电机转子10之间具有气隙q,轴向电机转子10中产生的磁力线l通过气隙q进入定子12中。在本实施例中,两个轴向电机转子10与定子12之间的间隙形成两个气隙q。
81.轴向电机1采用本技术的轴向电机转子10,通过将多个磁极单元环绕排布构成轴向电机转子的磁体结构,每个磁极单元为环形磁体结构的一部分,相较于整体为环形的磁体结构,每个磁极单元的加工工艺更简单;并且将固定件贯穿磁极单元和转子背板,以将磁极单元与转子背板固定,提升磁极单元与转子背板之间的连接稳定性。
82.请参阅图3,图3为本技术一实施例提供的动力总成3的结构示意图,动力总成3包括变速箱31和如上所述的轴向电机10,轴向电机10与变速箱31的动力输入轴32传动连接,用于向动力输入轴32输出动力。在本实施例中,动力总成3中的变速箱31与轴向电机10可以是分体式的或者集成为一体式的。其中,轴向电机10的电机轴11与变速箱31的动力输入轴32固定连接,以使得轴向电机10的动力传输至动力输入轴32。
83.在一种可能的实现方式中,变速箱31内设有车轮驱动轴(图中未示出),车轮驱动轴在接收轴向电机10输出的动力后向车轮提供动力。在本实施方式中,变速箱31内设有齿轮部件以实现轴向电机10到车轮驱动轴之间的动力传递。
84.在一种可能的实现方式中,动力总成3还包括发动机33和发电机34,发动机33与变
速箱31中的另一个动力输入轴传动连接,用于向所述的另一个动力输入轴输出动力,发电机34通过变速箱31内的齿轮部件与发动机33传动连接。发动机33输出的动力通过变速箱31传输给发电机34,发电机34发电并用于将电能储存在动力电池中,给动力电池充电。需要说明的是,在图3中提供的动力总成3包括发动机33和发电机34,动力总成3为混合动力系统,在一些实施方式中,可不设置发动机33和发电机34,仅包括轴向电机10和变速箱31,此时动力总成3为纯电动力系统。
85.在一种可能的实现方式中,动力总成3还包括mcu、obc、dc-dc、pdu和bcu中的至少一种。其中mcu为电机控制器,英文全称为motor control unit;obc为车载充电器,英文全称为on-board charger;dc-dc为直流转换器;pdu为电源分配单元,英文全称为power distribution unit;bcu为电池控制单元,英文全称battery control unit。其中动力总成3可根据需要集成上述部件中的至少一种。
86.请参阅图4,图4为本技术一实施例提供的电动设备2的结构示意图,电动设备2包括设备本体21和如上所述的轴向电机1,轴向电机1安装在设备本体21上。
87.其中电动设备2包括车辆、机器人或者其他形式的行驶设备,其中车辆包括电动车/电动汽车(electric vehicle,简称ev)、纯电动汽车(pure electric vehicle/batteryelectric vehicle,简称:pev/bev)、混合动力汽车(hybrid electric vehicle,简称:hev)、增程式电动汽车(range extended electric vehicle,简称reev)、插电式混合动力汽车(plug-in hybrid electric vehicle,简称:phev)、新能源汽车(new energy vehicle)等。在一些实施方式中,车辆包括乘用车、各种具有特定功能的专项作业车,例如工程抢险车、洒水车、吸污车、水泥搅拌车、起重车、医疗车等。
88.示例性的,如图4所示,电动设备2为车辆,电动设备2还包括车轮22,车轮22安装在设备本体21上,轴向电机1与车轮22传动连接,用于驱动车轮22运转,以驱动车辆行驶。
89.下面详细介绍本技术的轴向电机转子。
90.请参阅图5、图6、图7和图8,图5为本技术一实施例提供的轴向电机转子10的结构示意图,图6为本技术提供的轴向电机转子10中的磁体结构200的结构示意图,图7为本技术提供的轴向电机转子10中的转子固定套100的结构示意图,图8为本技术提供的轴向电机转子10剖开后的结构示意图。在本实施例中,轴向电机转子10包括转子背板110(如图7所示)、多个磁极单元210和固定件300;转子背板110用于套设在轴向电机1的电机轴11上,转子背板110上设有背板固定孔101(如图7所示);多个磁极单元210位于转子背板110沿转子背板110的轴向o的一侧,且沿转子背板110的周向c依次排布,多个磁极单元210中的至少部分磁极单元210上设有磁极固定孔201(如图6所示);固定件300穿设在磁极固定孔201和背板固定孔101中,以将转子背板110、磁极单元210和固定件300固定。
91.在本实施例中,转子背板110的轴线与电机轴11的轴线重合,转子背板110的轴向o与电机轴11的轴向重合,转子背板110的轴线的延伸方向即为转子背板110的轴向o,其中转子背板110的径向r与电机轴11的径向相同。在本实施例中,转子背板110为环形结构。其中转子背板110的周向c是指环绕转子背板110的轴向o的圆周方向。
92.在本实施例中,磁极单元210位于转子背板110朝向定子12的一侧,由多个磁极单元210环绕转子背板110的轴向o依次排布形成环形的磁体结构200(如图6所示),每个磁极单元210仅占据环形磁体结构200的一部分,相较于整体呈环形的磁体结构,由多个磁极单
元210环绕拼接形成的磁体结构200加工更简单。对于整体呈环形的磁体结构200,需要套设在电机轴11上,整体环形的磁体结构200内壁需要加工为圆形才能与电机轴11较好的安装,但加工成为圆形一般比较困难,工艺精度难以达到,如果精度不够磁体结构200的内壁与电机轴11不匹配,轴向电机转子10与电机轴11之间连接可靠性变差,进而使得轴向电机1整体的可靠性变差,容易损坏。而在本技术中,对于每个磁极单元210的加工工艺更简单,每个磁极单元210沿径向r的两端为弧形,弧形相较于圆形更好加工,且加工精度更高,每个磁极单元210的尺寸可相同,磁极单元210加工完成后,再将多个磁极单元210环绕拼接在转子背板110朝向定子12的一侧。据此可知,本技术中由多个磁极单元210环绕转子背板110的轴向o依次排布形成环形的磁体结构200更好加工,且加工精度更高,有利于提升轴向电机10的可靠性。
93.请参阅图9,图9为本技术图8中m部分的局部放大图,在本实施例中,转子背板110中的背板固定孔101沿轴向o延伸,磁极单元210中的磁极固定孔201沿轴向o延伸,固定件300的延伸方向与轴向o相同,使得固定件300以垂直磁极单元210表面的方向或者垂直转子背板110表面的方向穿过磁极固定孔201和背板固定孔101中,可提升固定件300与转子背板110和磁极单元210的连接稳定性,避免磁极单元210从转子背板110上脱落。
94.在一些实施方式中,背板固定孔101的延伸方向与轴向o相交,磁极固定孔201的延伸方向与轴向o相交,且背板固定孔101与磁极固定孔201的延伸方向相同。也就是说磁极固定孔201和背板固定孔101是倾斜方向延伸的,固定件300倾斜穿设在转子背板110和磁极单元210中,同样也可以将转子背板110和磁极单元210连接固定,避免磁极单元210从转子背板110上脱落。
95.在一实施方式中,固定件300为螺钉、插销等。示例性的,当固定件300为螺钉时,通过螺钉将磁极单元210锁紧在转子背板110上,提升磁极单元210与转子背板110的结构可靠性。
96.在本实施例中,采用固定件300穿设在磁极单元210和转子背板110中来固定磁极单元210和转子背板110,无需额外的固定部件固定在磁极单元210的周侧,可节约磁极单元210周侧的空间,提升轴向电机转子10周向上磁体填充量,提升轴向电机转子10的磁性能;并且相邻的两个磁极单元210之间无需设置固定部件,可减小磁极单元210的磁力线从相邻的两个磁极单元210之间的固定部件漏磁的风险。
97.在本技术中,轴向电机转子10通过将多个磁极单元210环绕排布,每个磁极单元210为环形磁体结构200的一部分,相较于整体为环形的磁体结构,每个磁极单元210的加工工艺更简单;并且将固定件300穿入磁极单元210和转子背板110,以将磁极单元210与转子背板110固定,提升磁极单元210与转子背板110之间的连接稳定性。
98.请结合图5和图6,在一实施方式中,所有磁极单元210中的每一个磁极单元210上设有磁极固定孔201,且转子背板110上设有与磁极固定孔201相同数量的背板固定孔101,转子背板110的多个背板固定孔101与多个磁极固定孔201一一对应设置,且轴向电机转子10包括与磁极固定孔201相同数量的固定件300,用于将每一个磁极单元210固定在转子背板110上。
99.在一实施方式中,所有磁极单元210中的一部分磁极单元210上设有磁极固定孔201,在转子背板110上设有与磁极固定孔201相同数量的背板固定孔101以及相同数量的固
定孔201,用于将一部分磁极单元210固定在转子背板110上,另一个部分磁极单元210可采用其他方式固定,例如采用粘结胶固定。
100.在一实施方式中,在一个磁极单元210上设置一个或者两个以上磁极固定孔201,该磁极单元210对应的部分转子背板110上设有与该磁极单元210中的磁极固定孔201相同数量的背板固定孔101。示例性的,在一个磁极单元210上设置两个磁极固定孔201,该磁极单元210对应的部分转子背板110上设有两个背板固定孔101,并通过两个固定件300穿设在磁极固定孔201和背板固定孔101中,以固定磁极单元210和转子背板110。
101.在一实施方式中,所有的磁极单元210中的磁极固定孔201的数量相同,或者部分磁极单元210中的磁极固定孔201的数量相同,部分磁极单元210中的磁极固定孔201的数量不相同,所有的磁极单元210中的磁极固定孔201的位置相同或者不相同或者部分相同、部分不相同,在本技术中不做限定。为了简化加工工艺,可所有的磁极单元210中的磁极固定孔201的数量相同,且每一个磁极单元210中的磁极固定孔201的位置相同。
102.请继续参阅图9,在一种可能的实现方式中,磁极固定孔201贯穿磁极单元210沿转子背板110的轴向o相对的两个表面,固定件300包括相互连接的固定件主体310和固定帽320,固定帽320设置在固定件主体310远离转子背板110的一端,固定帽320的径向尺寸大于固定件主体310的径向尺寸;磁极固定孔201包括磁极固定孔主体2011和位于磁极固定孔主体2011远离转子背板110一端的磁极固定凹槽2012,磁极固定凹槽2012与磁极固定孔主体2011连通,磁极固定凹槽2012的径向尺寸大于磁极固定孔主体2011的径向尺寸,固定件主体310穿过磁极固定孔主体2011和背板固定孔101中,固定帽320位于磁极固定凹槽2012内且与磁极固定凹槽2012的槽底接触。
103.在本实施方式中,固定件300为螺钉,固定帽320即为螺钉帽,通过螺钉将磁极单元210和转子背板110锁紧固定连接,提升结构可靠性。
104.在本实施方式中,通过固定帽320与磁极固定凹槽2012的槽底接触,可避免磁极单元210在轴向o上方脱离转子背板110。
105.在一种可能的实现方式中,位于转子背板110内的部分固定件300与背板固定孔101的内壁螺纹连接。在本实施方式中,固定件主体310靠近转子背板110的一端的周侧表面具有螺纹,背板固定孔101内设有螺纹,通过旋转固定件300将固定件主体310靠近转子背板110的一端与背板固定孔101螺纹连接并锁紧固定。
106.在一种可能的实现方式中,位于磁极固定孔主体2011内的部分固定件主体310的周侧表面没有螺纹,这是因为磁极单元210的材质一般比较硬,不便于加工,此时螺钉为局部光杆的螺钉。当采用容易加工的磁极材料时,也可以在磁极固定孔主体2011内设置螺纹,此时螺钉的主体周侧具有螺纹。
107.请参阅图10,图10为本技术一实施方式提供的磁极单元210、转子背板110与固定件300的结构示意图。在一种可能的实现方式中,磁极固定孔201贯穿磁极单元210沿转子背板110的轴向o相对的两个表面,固定件300包括固定件主体310和固定螺母330;磁极固定孔201包括磁极固定孔主体2011和位于磁极固定孔主体2011远离转子背板110一端的磁极固定凹槽2012,磁极固定凹槽2012与磁极固定孔主体2011连通,磁极固定凹槽2012的径向尺寸大于磁极固定孔主体2011的径向尺寸,固定件主体310穿过磁极固定孔主体2011和背板固定孔101中,且固定件主体310远离转子背板110的一端延伸至磁极固定凹槽2012内,固定
螺母330位于磁极固定凹槽2012内,且固定螺母330套设在固定件主体310远离转子背板110的一端并与固定件主体310远离转子背板110的一端螺纹连接。在本实施方式中,固定件主体310远离转子背板110的一端的周侧表面上设有螺纹,固定螺母330与固定件主体310远离转子背板110的一端螺纹连接,以将磁极单元210与转子背板110固定连接。
108.请参阅图11,图11为本技术一实施方式提供的磁极单元210、转子背板110与固定件300的结构示意图。在一种可能的实现方式中,磁极固定孔201贯穿磁极单元210沿转子背板110的轴向o相对的两个表面,固定件300包括相互连接的固定件主体310和固定帽320,固定帽320设置在固定件主体310远离转子背板110的一端,固定帽320的径向尺寸大于固定件主体310的径向尺寸,固定件主体310穿过磁极固定孔201和背板固定孔101中,固定帽320位于磁极单元210背离转子背板110的表面上且与磁极单元210背离转子背板110的表面接触。在本实施方式中,固定帽320位于磁极单元210背离转子背板110的表面,通过固定帽320与磁极单元210的表面接触,可避免磁极单元210在轴向上方脱离转子背板110。
109.在一种可能的实现方式中,背板固定孔101贯穿转子背板110沿转子背板110的轴向相对的两个表面,固定件300邻近转子背板110的一端位于背板固定孔101内(如图10和图11所示)或者穿过背板固定孔101延伸至背板固定孔101外(如图18所示)。当固定件300邻近转子背板110的一端穿过背板固定孔101延伸至背板固定孔101外侧时,还可采用螺母固定位于背板固定孔101外侧的部分固定件300,可通过将盖板14朝向轴向电机转子10的一侧设置凹槽,用于收容穿出背板固定孔101外侧的部分固定件300,以使得盖板14平整。
110.请继续参阅图9,在一种可能的实现方式中,磁极单元210朝向转子背板110的表面设有磁极定位凸部202,转子背板110朝向磁极单元210的表面设有背板定位凹槽102,磁极定位凸部202位于背板定位凹槽102内。通过磁极定位凸部202与背板定位凹槽102配合以实现磁极单元210与转子背板110的定位,提升安装效率和准确度。其中一个磁极定位凸部202和一个背板定位凹槽102称为一对定位部件,在一实施方式中,定位部件的数量可为1对或者两对以上。在一实施方式中,当定位部件为两对时,两对定位部件可沿径向排列,或者沿转子背板110的周向c排列,在其他实施定位部件为两对或者两对以上时,定位部件的排列方式可根据需要来设置。
111.请继续参阅图9,在一种可能的实现方式中,磁极定位凸部202环绕磁极固定孔201的周侧设置,磁极定位凸部202内设有磁极定位通孔2021,磁极定位通孔2021与磁极固定孔201连通,背板定位凹槽102环绕背板固定孔101的周侧设置,固定件300依次穿过磁极固定孔201、磁极定位通孔2021、背板固定孔101。在本实施方式中,背板定位凹槽102与背板固定孔101连通,在一些实施方式中,也可以将背板固定孔101靠近磁极单元210的一端的径向尺寸设置较大,用于收容磁极定位凸部202。在本实施方式中,磁极定位凸部202环绕磁极固定孔201的周侧设置,可节约占据磁极单元210的位置,避免在磁极单元210的不同位置设置定位部件而影响磁极单元210的磁性能,背板定位凹槽102环绕背板固定孔101的周侧设置,可避免在转子背板110的不同位置设置槽孔,保证转子背板110的结构强度。
112.请参阅图12,图12为本技术一实施方式提供的磁极单元210、转子背板110与固定件300的结构示意图。在一种可能的实现方式中,磁极单元210朝向转子背板110的表面设有磁极定位凹槽203,转子背板110朝向磁极单元210的表面设有背板定位凸部103,背板定位凸部103位于磁极定位凹槽203内。在本实施方式中,在磁极单元210设置磁极定位凹槽203,
在转子背板110上设置背板定位凸部103,通过背板定位凸部103与磁极定位凹槽203配合以实现磁极单元210与转子背板110的定位,提升安装效率和准确度。在一实施方式中,可将磁极定位凹槽203环绕磁极固定孔201设置,将背板定位凸部103环绕背板固定孔101设置。
113.请参阅图13,图13为本技术一实施方式提供的磁极单元210、转子背板110与固定件300的结构示意图。在一种可能的实现方式中,磁极定位凸部202与磁极固定孔201间隔设置,背板定位凹槽102与背板固定孔101间隔设置。其中磁极定位凸部202与磁极固定孔201的形状可为圆形、方形、三角形或者扇形,在此不做限定。
114.请参阅图14,图14为本技术一实施方式提供的磁极单元210、转子背板110与固定件300的结构示意图。在一种可能的实现方式中,磁极定位凹槽203与磁极固定孔201间隔设置,背板定位凸部103与背板固定孔101间隔设置。其中磁极定位凹槽203与磁极固定孔201的形状可为圆形、方形、三角形或者扇形,在此不做限定。
115.请继续参阅图7和图8,在一种可能的实现方式中,轴向电机转子10还包括同轴设置的转子内支撑部120和转子外支撑部130(如图7所示),转子内支撑部120位于转子背板110的内周侧且相对转子背板110朝向转子背板110的一侧突出,转子外支撑部位于转子背板110的外周侧且相对转子背板110朝向所述的一侧突出,每个磁极单元210沿转子背板110径向r的两端分别与转子内支撑部120和转子外支撑部130连接(如图8所示)。
116.其中转子内支撑部120和转子外支撑部130相对转子背板110朝向转子背板110的同一侧凸出,在本实施方式中,转子内支撑部120和转子外支撑部130相对转子背板110朝向定子12的一侧凸出。转子内支撑部120和转子外支撑部130呈圆环形,多个磁极单元210沿转子背板110的径向r位于转子内支撑部120和转子外支撑部130之间,每个磁极单元210的两端分别与转子内支撑部120和转子外支撑部130连接。其中,转子背板110通过转子内支撑部120套设在电机轴11上,转子内支撑部120可通过螺钉与电机轴11固定连接。在本实施方式中,转子背板110、转子内支撑部120和转子外支撑部130构成转子固定套100,转子固定套100套设在电机轴11上,转子背板110、转子内支撑部120和转子外支撑部130围合成背板凹槽104(如图7和图9所示),多个磁极单元210位于背板凹槽104内,在多个磁极单元210和背板凹槽104的内壁之间填充粘结胶以增强磁极单元210与转子背板110、转子内支撑部120和转子外支撑部130之间连接可靠性。在装配时,可先将磁极单元210与转子背板110之间通过粘结胶预固定,再通过固定件300固定,最后填充粘结胶,增强轴向电机转子10的结构可靠性,增强结构强度。
117.本实施方式中,转子背板110、转子内支撑部120和转子外支撑部130为一体化结构,以提升结构强度。在本实施方式中,转子背板110、转子内支撑部120和转子外支撑部130采用非导磁材料制备。
118.在一些实施方式中,转子固定套100可只包括转子背板110,将磁极单元210通过固定件300固定在转子背板110,可将粘结胶设置在转子背板110和磁极单元210相对的表面上,以增强结构稳定性。
119.在一些实施方式中,转子固定套100可只包括转子背板110和转子内支撑部120,通过粘结胶粘结磁极单元210与转子背板110和转子内支撑部120相对的表面上,以增强结构稳定性。
120.在一些实施方式中,转子固定套100可只包括转子背板110和转子外支撑部130,通
过粘结胶粘结磁极单元210与转子背板110和转子外支撑部130相对的表面上,以增强结构稳定性。
121.请参阅图15,图15为本技术一实施方式提供的转子固定套100的结构示意图,在一种可能的实现方式中,轴向电机转子10还包括加强环500,加强环500套设在转子外支撑部130的外侧。在转子外支撑部130的外侧缠绕或压入过盈的高强度的加强环500,提升界都强度。在一实施方式中,加强环500为碳纤维环或者玻璃纤维环。
122.请继续参阅图5和图16,图16为本技术一实施方式提供的轴向电机转子10的局部示意图,在一种可能的实现方式中,相邻两个磁极单元210之间具有磁间间隙204,轴向电机转子10还包括填充磁体205,填充磁体205填充在磁间间隙204中,且填充磁体205沿转子背板110径向r的两端分别与转子内支撑部120和转子外支撑部130间隔设置。其中间隔设置包括保持物理间隔,使得转子内支撑部120与填充磁体205之间具有一定距离,转子外支撑部130与填充磁体205之间具有一定距离,或者在填充磁体205的两端设置绝缘材料,以避免填充磁体205与转子内支撑部120、转子外支撑部130导电连通,进而避免因为填充磁体205与转子内支撑部120、转子外支撑部130导电而增加涡流,降低磁极单元210磁力线损耗。在一实施方式中,填充磁体205为软磁复合磁体,软磁复合磁体由软磁复合材料制备,软磁复合材料是指将磁性微粒均匀分散在非磁性物中形成的软磁材料,为相邻的两个磁极单元210提供磁力线传导的通路。
123.请参阅图17、图18和图19,图17和图18为本技术一实施方式提供的磁极单元210的结构示意图,图19为图17中磁极单元210的爆炸图。在一种可能的实现方式中,磁极单元210包括第一软磁体211和第一永磁体212,且至少部分第一软磁体211和至少部分第一永磁体212沿转子背板110的轴向o层叠设置,磁极固定孔201贯穿第一软磁体211和第一永磁体212。第一软磁体211有利于磁力线l流通,为磁力线l提供顺畅的流通路径。请参阅图20,图20为本技术一实施方式提供的轴向电机转子10的磁路图,当第一软磁体211位于第一永磁体212背离气隙q的一侧时,第一永磁体212向外流通的磁力线l可通过第一软磁体211流入相邻的磁极单元210中的第一永磁体212中,相较于第一永磁体212的磁力线l通过空气流入相连的磁极单元210中的第一永磁体212中,第一软磁体211比空气更利于磁力线l流通,可减小磁通损耗。
124.在一种可能的实现方式中,相邻的两个磁极单元210为一对极磁极单元。其中,相邻的两个磁极单元210中的第一永磁体212的充磁方向相反,使得相邻两个磁极单元210的磁通形成回路。在一实施方式中,包括偶数个磁极单元210。示例性的,当具有n个磁极单元210时,说明轴向电机转子10具有n/2对极磁极单元,其中n为偶数。
125.在一实施方式中,第一永磁体212也称为磁钢,常用的永磁材料分为铝镍钴系永磁合金、铁铬钴系永磁合金、永磁铁氧体、稀土永磁材料(钕铁硼nd2fe14b)和复合永磁材料等。在一实施方式中,第一软磁体211为由软磁复合材料制备的磁体。
126.再次参阅图17,在一种可能的实现方式中,磁极单元210的周向尺寸自靠近转子内支撑部120一端向远离转子内支撑部120的一端逐渐增大。由于转子内支撑部120位于内侧,转子外支撑部130位于外侧,转子外支撑部130的周向尺寸大于转子内支撑部120的周向尺寸,使得转子外支撑部130和转子内支撑部120之间的空间从靠近转子内支撑部120的区域面积向靠近转子外支撑部130的区域面积逐渐增大,而在本实施方式中,将磁极单元210如
上设置,使得磁极单元210呈扇形,以可以适配转子外支撑部130和转子内支撑部120之间的空间,使得磁极单元210更大面积的填充在转子外支撑部130和转子内支撑部120之间,充分利用转子背板110的内部空间,增大磁极单元210的面积,提升磁密,增加输出转矩。
127.在一种可能的实现方式中,第一永磁体212沿转子背板110的径向连续。如果第一永磁体212沿转子背板110的径向不连续,永磁体包括沿径向分布的三个子磁极单元,永磁体一般结构强度高,比较难加工,例如永磁体为磁钢,三个永磁体沿周向c两侧的表面加工对齐比较困难,加工成本高,如果三个永磁体沿周向c两侧的表面如果不对齐,就会浪费背板凹槽104内的空间,使得永磁体填充量减小,进而降低轴向电机1的性能;并且三个子磁极单元需三套冲压模具,磁钢磨具量较多,且为保证三个子磁极单元内外弧形壁的同轴度,加工精度要求高,使得加工工艺复杂。在本实施方式中,第一永磁体212沿转子背板110的径向r连续不断的,在径向r上为连续整体的结构可以使得第一永磁体212的沿周向c两侧的表面对齐,不仅加工简单,而且还有利于增加磁极单元210体积,提升磁密。
128.在一种可能的实现方式中,第一永磁体212沿转子背板110的轴向o在第一软磁体211的投影位于第一软磁体211内(如图17所示)。在本实施方式中的设置,使得第一软磁体211的周向尺寸大于第一永磁体212的周向尺寸,有利于聚拢磁通线l,且有利于导磁。在本实施方式中,使得第一永磁体212的最大表面的面积小于第一软磁体211的最大表面的面积,使得从第一永磁体212流出的磁力线l能够大部分或者全部进入第一软磁体211中,并通过第一软磁体211聚拢,以及通过第一软磁体211流入相邻的磁极单元210中。其中,第一软磁体211的最大表面、第一永磁体212的最大表面均与转子背板110的轴向o垂直相交。
129.请继续参阅图17、图18和图19,在一种可能的实现方式中,磁极单元210还包括第二软磁体213,第一永磁体212包括第一主体部2121、第一分部2122和第二分部2123,第一软磁体211、第一主体部2121和第二软磁体213沿转子背板110的轴向o层叠设置,第一分部2122和第二分部2123沿转子背板110的周向c排布在第一主体部2121和第二软磁体213的两侧。如图21所示,在本实施方式中,在第一永磁体212沿轴向o的两侧分别设置第一软磁体211和第二软磁体213,使得第一永磁体212沿轴向o两侧的磁力线l均被软磁体聚拢,增加气隙磁密。在本实施方式中,第一分部2122和第二分部2123的设置,有利于聚拢磁力线l,当第一分部2122和第二分部2123朝向气隙q的一侧突出,使得磁力线l汇聚进入定子11上的绕组线圈中,使得气隙磁密波形接近正弦波,可增加输出扭矩,减小转矩波动。在本实施方式中,第一永磁体212的剖面为“u”字形。
130.在一种可能的实现方式中,第一永磁体212为磁钢,其中第一主体部2121的周向尺寸自靠近转子内支撑部120一端向远离转子内支撑部120的一端逐渐增大。使得第一主体部2121呈扇形,其中第一主体部2121也为磁钢,磁钢为扇形,可充分利用背板凹槽104内的空间,不至于造成外径处磁钢占据的磁极单元210尺寸较小耐导致的电机性能不足,磁钢呈扇形,可有效提升轴向电机性能;并且磁钢采用内置于磁极单元210中的方案,提升了轴向电机1磁阻转矩分量,使轴向电机1在高速工况下仍能保持较大的功率。
131.在一种可能的实现方式中,第一主体部2121的充磁方向与转子背板110的轴向o相同(如图21所示),第一分部2122和第二分部2123的充磁方向与转子背板110的轴向o相交。使得第一分部2122和第二分部2123中的磁力线l从两者中的中间流入或者流出,而从第一分部2122和第二分部2123的中间流入或者流出的磁力线l会吸引第一主体部2121流入或者
流出的磁力线l更加集中聚拢(如图21所示),进而使得经过气隙的磁密波形接近正弦波,可增加输出扭矩,减小转矩波动。在本实施方式中,第一主体部2121的充磁方向与第一主体部2121的最大表面垂直,第一分部2122的充磁方向与第一分部2122的最大表面垂直,第二分部2123的充磁方向与第二分部2123的最大表面垂直。
132.在一种可能的实现方式中,在第一永磁体212中,第一主体部2121、第一分部2122和第二分部2123为各自独立的结构,有利于加工。示例性的,当第一永磁体212为磁钢时,磁钢的强度较大,不易塑形,在本实施方式中,采用三个独立的结构设置成“u”字形结构的第一永磁体212,有利于加工。
133.请继续参阅图17,在一种可能的实现方式中,磁极单元210还包括第二永磁体214,第二软磁体213背离第一主体部2121的表面设有第二软磁凹槽2131,第二永磁体214位于第二软磁凹槽2131内。在本实施方式中,第二永磁体214和第一永磁体212共同用于产生磁力线l,增加磁通,增加输出扭矩,提升电机性能。
134.在一实施方式中,第二永磁体214的充磁方向为垂直于第二永磁体214最大表面的方向,或者第二永磁体214的充磁方向为轴向o。在一实施方式中,第一主体部2121和第二永磁体214为轴向充磁永磁体,第一分部2122和第二分部2123为切向充磁永磁体。
135.在一种可能的实现方式中,第一软磁体211和第二软磁体213为软磁复合材料磁体。软磁复合材料磁体是指采用软磁复合材料加工形成的磁体,可减少高频涡流损耗,提高应用频率,并且软磁复合材料易塑形,可加工成所需形状的软磁体结构。例如第二软磁体213中可加工成第二软磁凹槽2131(如图17所示),其中第二软磁凹槽2131与第二永磁体214的形状匹配,使得第二永磁体214可收容于第二软磁凹槽2131中,第二永磁体214沿周向c的两侧被第二软磁凹槽2131的两侧壁间隔设置,第二永磁体214的磁力线传入第二软磁体213中,而减少进入气隙q的磁力线。
136.在一种可能的实现方式中,第一永磁体212和第二永磁体214为磁钢。
137.在一种可能的实现方式中,第二永磁体214沿转子背板110的轴向o在第一主体部2121的投影位于第一主体部2121内(如图17所示)。在本实施方式中,第二永磁体214和第一主体部2121的如上设置,使得第二永磁体214沿周向c的尺寸小于第一主体部2121沿周向c的尺寸,当第二永磁体214相较于第一主体部2121更靠近气隙q时,第二永磁体214的磁力线的面积小于第一主体部2121的磁力线l的面积,磁力线l自第一主体部2121向气隙q的方向逐渐聚拢,有利于增加经过气隙q的磁密。在本实施方式中,第二永磁体214的最大表面小于第一主体部2121的最大表面,第二永磁体214的最大表面和第一主体部2121的最大表面均与转子内支撑部120的轴向o相交。
138.请参阅图22,图22为本技术一实施方式提供的磁极单元210中第一永磁体212和第二永磁体214的结构示意图。在一种可能的实现方式中,第二永磁体214沿转子背板110周向c的弧度小于第一主体部2121沿转子背板110周向c的弧度。如图22所示,第二永磁体214沿周向c的弧度为γ1,第一主体部2121沿周向c的弧度为γ2,其中γ1小于γ2,使得磁极单元210更利于聚拢磁力线,使得进入气隙q的磁密更接近正弦波。
139.请继续参阅图17、图18和图19,在一种可能的实现方式中,磁极单元210还包括第三软磁体215,第三软磁体215位于第二永磁体214远离转子背板110的一侧,且第三软磁体215沿周向c的两侧至多部分与第二软磁体213接触。在本实施方式中,第三软磁体215有利
于将第二永磁体214和第一永磁体212产生的磁力线l导入气隙q中,将第三软磁体215沿周向c的两侧至多部分与第二软磁体213接触,可使得第二软磁体213、第二永磁体214和第三软磁体215之间围成磁内间隙206(如图17所示),避免第二永磁体214产生的磁力线l通过第三软磁体215周向c两侧进入第二软磁体213中。在本实施方式中,将第三软磁体215沿轴向c的两侧的一部分与第二软磁体213的内壁接触,以提升第三软磁体215与第二软磁体213的结构强度,当至多部分相接触,避免漏磁而减小进入气隙q的磁力线l。
140.在一些实施方式中,可在第三软磁体215与第二软磁体213之间设置永磁体,或者将第二永磁体214做成剖切面为“u”字形的结构,第二永磁体214周向c两端的部分将第三软磁体215与第二软磁体213间隔,不仅可提升结构强度,还可以提升气隙磁密。
141.在一种可能的实现方式中,第一软磁体211、第二软磁体213和第三软磁体215中的至少一种为软磁复合材料磁体。在本实施例中,第一软磁体211、第二软磁体213和第三软磁体215均为软磁体复合材料磁体。
142.在一实施方式中,可根据需要来调整磁极单元210中各部分的尺寸参数,例如可设置第一永磁体212、第一主体部2121的厚度、弧度、径向尺寸等参数,以及设置第一分部2122和第二分部2123的厚度、径向尺寸和宽度等参数,以及可以设置第一软磁体211和第二软磁体213的厚度、弧度、径向尺寸等参数,来使得轴向电机1具有较佳的性能,例如可得到所需要的永磁体用量、转矩输出、交直轴电感等性能指标。
143.请继续参阅图19,在一种可能的实现方式中,第一软磁体211上设有贯穿第一软磁体211两表面的第一子孔2111,第一永磁体212中的第一主体部2121上设有贯穿第一主体部2121两表面的第二子孔2124,第二软磁体213上设有贯穿第二软磁体213两表面的第三子孔2132,第二永磁体214上设有贯穿第二永磁体214两表面的第四子孔2144,第三软磁体215上设有贯穿第三软磁体215两表面的第五子孔2151。在本实施方式中,第一子孔2111、第二子孔2124、第三子孔2132、第四子孔2144、第五子孔2151连通,且第一子孔2111、第二子孔2124、第三子孔2132、第四子孔2144和第五子孔2151构成磁极固定孔201中的磁极固定孔主体2011,在本实施方式中,在第三软磁体215上设有前面所述的磁极固定凹槽2012,磁极固定凹槽2012与第五子孔2151连通。
144.在一实施方式中,当磁极单元210中具有两个或者两个以上的磁极固定孔201时,在第一软磁体211、第一永磁体212中的第一主体部2121、第二软磁体213、第二永磁体214和第三软磁体215上分别设有相同数量的第一子孔2111、第二子孔2124、第三子孔2132、第四子孔2144、第五子孔2151,以构成多个磁极固定孔201。
145.在一种可能的实现方式中,当磁极单元210仅包括第一软磁体211和第一永磁体212时,磁极固定凹槽2012设置在第一永磁体212上,第一软磁体211和第一永磁体212上分别设有第一子孔2111和第二子孔2124,第二子孔2124与磁极固定凹槽2012连通,第一子孔2111和第二子孔2124构成磁极固定孔主体2011。
146.在一种可能的实现方式中,当磁极单元210仅包括第一软磁体211、第一永磁体212和第二软磁体213时,磁极固定凹槽2012设置在第二永磁体214上,第一软磁体211、第一永磁体212和第二软磁体213上分别设有第一子孔2111、第二子孔2124和第三子孔2132,第三子孔2132与磁极固定凹槽2012连通。
147.请参阅图23,图23为本技术第二实施例提供的轴向电机转子10的结构示意图。在
本实施例中,与第一实施例不同的是,没有第三软磁体215,磁极单元210包括第一软磁体211、第一永磁体212、第二软磁体213和第二永磁体214,其中第一软磁体211、第一永磁体212中的第一主体部2121、第二软磁体213和第二永磁体214沿轴向o依次层叠设置。在本实施方式中,磁极固定孔201贯穿第一软磁体211、第一永磁体212中的第一主体部2121、第二软磁体213和第二永磁体214,固定件300穿设在第一软磁体211、第一永磁体212中的第一主体部2121、第二软磁体213和第二永磁体214中。
148.在一种可能的实现方式中,当磁极单元210仅包括第一软磁体211、第一永磁体212、第二软磁体213和第二永磁体214时,磁极固定凹槽2012设置在第二永磁体214上,第一软磁体211、第一永磁体212、第二软磁体213和第二永磁体214上分别设有第一子孔2111、第二子孔2124、第三子孔2132和第四子孔2144,第四子孔2144与磁极固定凹槽2012连通,第一子孔2111、第二子孔2124、第三子孔2132和第四子孔2144构成磁极固定孔主体2011。
149.请参阅图24,图24为本技术第三实施例提供的轴向电机转子10中的磁极单元210的结构示意图。在本实施例中,与第二实施例不同的是,第二永磁体214的剖面的尺寸自靠近第一主体部2121的一端向远离第一主体部2121的一端逐渐减小,其中,第二永磁体214的剖面是指以与第二永磁体214相同弧度的弧线沿转子内支撑部120的轴向o剖切第二永磁体214所得到的剖面。
150.在本实施例中,第二永磁体214的剖面的尺寸自靠近第一主体部2121的一端向远离第一主体部2121的一端逐渐减小,使得靠近气隙q侧的一端的尺寸小于远离气隙q侧的一端的尺寸,使得磁力线l更加向气隙q一侧聚拢,使得气隙磁密波形更接近正弦波,提升气隙磁密。
151.请参阅图25,图25为本技术第四实施例提供的轴向电机转子10中的磁极单元210的结构示意图。在本实施例中,与第一实施例不同的是,第二永磁体214包括第二主体部2141、第三分部2142和第四分部2143,第三软磁体215位于第二主体部2141远离第二软磁体213的一侧,第三分部2142和第四分部2143沿转子内支撑部120的周向c排布在第二主体部2141和第三软磁体215的两侧。在本实施例中,第二永磁体214中的第三分部2142和第四分部2143相对第二主体部2141向气隙q侧突出,提升聚拢磁力线l的效果,进而使得气隙磁密波形更接近正弦波,提升气隙磁密。
152.在一种可能的实现方式中,第一软磁体211、第二软磁体213和第三软磁体215中的至少一种为软磁复合材料磁体。在本实施例中,第一软磁体211、第二软磁体213和第三软磁体215均为软磁体复合材料磁体。
153.请参阅图26,图26为本技术第五实施例提供的轴向电机转子10中的磁极单元210的结构示意图。在本实施例中,与第一实施例不同的是,没有第三软磁体215,且第一永磁体212和第二永磁体214的剖面为“一”字形结构,具体的,磁极单元210包括第一软磁体211、第一永磁体212、第二软磁体213和第二永磁体214,第一软磁体211、第一永磁体212和第二软磁体213沿转子内支撑部120的轴向o层叠设置,第二软磁体213背离第一永磁体212的表面设有第二软磁凹槽2131,第二永磁体214位于第二软磁凹槽2131内,第二永磁体214沿转子内支撑部120的轴向o在第一永磁体212的投影位于第一永磁体212内。在本实施例中,第二永磁体214位于第二软磁体213的第二软磁凹槽2131内,第二永磁体214沿周向c的两侧被第二软磁体213覆盖,使得从第二永磁体214沿周向c的两侧流出的磁力线能够被第二软磁体
213聚拢,进而增加气隙磁密。
154.在一种可能的实现方式中,第二永磁体214沿轴向o在第一永磁体212的投影位于第一永磁体212内。在一实施方式中,第二永磁体214的弧度小于第一永磁体212的弧度。当将本实施例中的轴向电机转子10安装在轴向电机1上时,第二永磁体214相较于第一永磁体212靠近定子12设置,或者说第二永磁体214相较于第一永磁体212靠近气隙q设置,第二永磁体214产生的磁力线l的范围比第一永磁体212产生的磁力线l的范围小,使得第二永磁体214的磁力线l更聚拢,而第二永磁体214更聚拢的磁力线l会吸引聚拢第一永磁体212产生的磁力线l,使得第一永磁体212和第二永磁体214的磁力线l更聚拢,进而使得进入气隙的磁力线l更多,提升气隙磁密,使得气隙磁密波形更接近正弦波,增加输出扭矩,提升轴向电机1的性能。
155.在其他实施例中,磁极单元210中的永磁体和软磁体的形状和层叠关系还可以为其他,可根据需要来设置。
156.需要说明的是,第二实施例、第三实施例、第四实施例和第五实施例中的磁极单元210朝向转子背板110的一侧可设置磁极定位凸部或者磁极定位凹槽,与转子背板110上的背板定位凹槽或者背板定位凸部配合,以实现预先定位,在此不再赘述。
157.以上对本技术实施例所提供的轴向电机转子、轴向电机、动力总成及电动设备进行了详细介绍,本文中应用了具体个例对本技术的原理及实施例进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施例及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1