新能源电机转子全自动插磁钢设备的制作方法
1.本发明涉及电机生产技术领域,特别是新能源电机转子全自动插磁钢设备。
背景技术:
2.新能源一般是指在新技术基础上加以开发利用的可再生能源,包括太阳能、生物质能、水能、风能、地热能、波浪能、洋流能和潮汐能,以及海洋表面与深层之间的热循环等;此外,还有氢能、沼气、酒精、甲醇等,而已经广泛利用的煤炭、石油、天然气、水能等能源,称为常规能源。随着常规能源的有限性以及环境问题的日益突出,以环保和可再生为特质的新能源越来越得到各国的重视。
3.电动汽车是指以车载电源为动力,用电机驱动车轮行驶,符合道路交通、安全法规各项要求的车辆,电机主要由转子和定子构成,常见的转子铁芯采用内插式磁钢块的结构形式,在转子铁芯内插入由永磁体材料制成的磁钢块,作为电机的旋转机构,与定子产生的旋转磁场发生相互作用,使转子旋转并产生电机的输出,电机在生产过程中,需要进行插磁钢操作,现有的插磁钢操作采用人工进行,此方式导致电机的生产效率低,生产精度差,无法保证电机转子生产的一致性,为此,需要设计新能源电机转子全自动插磁钢设备。
技术实现要素:
4.本发明的目的是为了解决上述问题,设计了新能源电机转子全自动插磁钢设备。
5.实现上述目的本发明的技术方案为,新能源电机转子全自动插磁钢设备,包括支撑组件,所述支撑组件中部位置设置有换工位动力组件,所述换工位动力组件上设置有旋转盘,所述旋转盘上设置有若干个电机转子存放组件,所述支撑组件上位于旋转盘一侧设置有点胶组件,所述支撑组件上位于所述旋转盘另一侧设置有磁钢搬运插装组件,所述支撑组件上位于所述磁钢搬运插装组件的两侧设置有磁钢供料组件。
6.作为本技术方案的进一步描述,所述支撑组件包括支撑主架,所述支撑主架上设置有支撑平板,所述换工位动力组件包括设置在支撑平板上的旋转电机,所述旋转电机的输出端设置有旋转盘,所述电机转子存放组件包括设置在旋转盘上呈圆周分布的若干个电机转子存放限位治具。
7.作为本技术方案的进一步描述,所述旋转盘上设置有呈圆周分布转子放置工位、转子点胶工位、磁钢插装工位、磁钢压合工位。
8.作为本技术方案的进一步描述,所述支撑组件上位于所述磁钢插装工位一侧设置有磁钢插装辅助机构,所述支撑组件上位于所述磁钢压合工位一侧设置有辅助压合组件。
9.作为本技术方案的进一步描述,所述磁钢插装辅助机构包括设置在支撑组件上位于磁钢插装工位一侧磁钢插装辅助气缸,所述磁钢插装辅助气缸的输出端设置有辅助连接组件,所述辅助连接组件上设置有若干组磁钢插装槽,每组所述磁钢插装槽呈圆周分布。
10.作为本技术方案的进一步描述,所述辅助压合组件包括设置在支撑组件上位于磁钢压合工位一侧的辅助支架,所述辅助支架上设置有辅助压合气缸,所述辅助压合气缸的
输出端设置有磁钢辅助压合板。
11.作为本技术方案的进一步描述,所述点胶组件包括设置在支撑组件上位于旋转盘一侧的第一支撑座,所述第一支撑座上设置有点胶旋转控制机构,所述点胶旋转控制机构上设置有点胶升降控制机构,所述点胶升降控制机构的底端设置有安装板,所述安装板一侧设置有呈倾斜设置的辅助夹板,所述辅助夹板上设置有点胶枪。
12.作为本技术方案的进一步描述,所述磁钢搬运插装组件包括设置在支撑组件上位于旋转盘一侧的第二支撑座,所述第二支撑座上设置有磁钢搬运旋转控制机构,所述磁钢搬运旋转控制机构上设置有磁钢升降搬运控制组件,所述磁钢升降搬运控制组件的底端设置有辅助板,所述辅助板上设置有磁钢搬运夹爪。
13.作为本技术方案的进一步描述,所述磁钢供料组件包括设置在支撑组件上位于磁钢搬运插装组件一侧的s极磁钢供料组件、位于磁钢搬运插装组件另一侧的n极磁钢供料组件,s极磁钢供料组件上存放s极磁钢,n极磁钢供料组件上存放n极磁钢,所述s极磁钢供料组件和所述n极磁钢供料组件的结构相同。
14.作为本技术方案的进一步描述,所述磁钢供料组件包括设置在支撑组件上的供料架,所述供料架上设置有若干组磁钢存放料盒,所述磁钢存放料盒内设置有若干片磁钢,所述供料架一侧设置有顶升接料气缸,所述顶升接料气缸的输出端设置有升降板,所述升降板上设置有水平接料气缸,所述水平接料气缸的输出端设置有磁钢暂存座,所述磁钢暂存座上设置有磁钢暂存块,所述磁钢暂存块上设置有磁钢暂存槽。
15.其有益效果在于,此新能源电机转子全自动插磁钢设备,结构设计巧妙,实用性较强,且工作运行稳定,运用此新能源电机转子全自动插磁钢设备,代替了人工对电机转子进行插磁钢操作,有效提高了电机转子插磁钢的作业效率,同时,也有效提高了电机的生产精度,减低了电机的生产成本。
附图说明
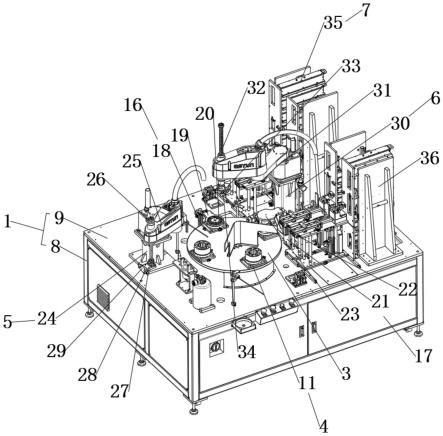
16.图1是本发明的整体结构示意图;
17.图2是本发明另一视角的整体结构示意图;
18.图3是本发明磁钢供料组件的结构示意图;
19.图4是本发明点胶组件的结构示意图;
20.图5是本发明磁钢插装辅助机构的结构示意图。
21.图中,1、支撑组件;2、换工位动力组件;3、旋转盘;4、电机转子存放组件;5、点胶组件;6、磁钢搬运插装组件;7、磁钢供料组件;8、支撑主架;9、支撑平板;10、旋转电机;11、电机转子存放限位治具;12、转子放置工位;13、转子点胶工位;14、磁钢插装工位;15、磁钢压合工位;16、磁钢插装辅助机构;17、辅助压合组件;18、磁钢插装辅助气缸;19、辅助连接组件;20、磁钢插装槽;21、辅助支架;22、辅助压合气缸;23、磁钢辅助压合板;24、第一支撑座;25、点胶旋转控制机构;26、点胶升降控制机构;27、安装板;28、辅助夹板;29、点胶枪;30、第二支撑座;31、磁钢搬运旋转控制机构;32、磁钢升降搬运控制组件;33、辅助板;34、搬运夹爪;35、s极磁钢供料组件;36、n极磁钢供料组件;37、供料架;38、磁钢存放料盒;39、顶升接料气缸;40、升降板;41、水平接料气缸;42、磁钢暂存座;43、磁钢暂存块;44、磁钢暂存槽。
具体实施方式
22.首先说明本发明的设计初衷,电机主要由转子和定子构成,常见的转子铁芯采用内插式磁钢块的结构形式,在转子铁芯内插入由永磁体材料制成的磁钢块,作为电机的旋转机构,与定子产生的旋转磁场发生相互作用,使转子旋转并产生电机的输出,电机在生产过程中,需要进行插磁钢操作,现有的插磁钢操作采用人工进行,此方式导致电机的生产效率低,生产精度差,因此,本发明设计了新能源电机转子全自动插磁钢设备。
23.下面结合附图对本发明进行具体描述,如图1-图5所示,新能源电机转子全自动插磁钢设备,包括支撑组件1,下面将详细介绍支撑组件1,所述支撑组件1包括支撑主架8,所述支撑主架8上设置有支撑平板9。
24.为了实现工位的转换,在所述支撑组件1中部位置设置有换工位动力组件2,下面将详细介绍换工位动力组件2,所述换工位动力组件2包括设置在支撑平板9上的旋转电机10,所述旋转电机10的输出端设置有旋转盘3,
25.在所述换工位动力组件2上设置有旋转盘3,在所述旋转盘3上设置有若干个电机转子存放组件4,下面将详细介绍电机转子存放组件4,所述电机转子存放组件4包括设置在旋转盘3上呈圆周分布的若干个电机转子存放限位治具11。
26.电子转子在安装磁钢前需要进行点胶操作,为此,在所述支撑组件1上位于旋转盘3一侧设置有点胶组件5,下面将详细介绍点胶组件5,所述点胶组件5包括设置在支撑组件1上位于旋转盘3一侧的第一支撑座24,所述第一支撑座24上设置有点胶旋转控制机构25,所述点胶旋转控制机构25上设置有点胶升降控制机构26,所述点胶升降控制机构26的底端设置有安装板27,所述安装板27一侧设置有呈倾斜设置的辅助夹板28,所述辅助夹板28上设置有点胶枪29。
27.为了便于对磁钢进行搬运插装,在所述支撑组件1上位于所述旋转盘3另一侧设置有磁钢搬运插装组件6,下面将详细介绍磁钢搬运插装组件6,所述磁钢搬运插装组件6包括设置在支撑组件1上位于旋转盘3一侧的第二支撑座30,所述第二支撑座30上设置有磁钢搬运旋转控制机构31,所述磁钢搬运旋转控制机构31上设置有磁钢升降搬运控制组件32,所述磁钢升降搬运控制组件32的底端设置有辅助板33,所述辅助板33上设置有磁钢搬运夹爪34。
28.为了便于磁钢的供料,在所述支撑组件1上位于所述磁钢搬运插装组件6的两侧设置有磁钢供料组件7,下面将详细介绍磁钢供料组件7,所述磁钢供料组件7包括设置在支撑组件1上位于磁钢搬运插装组件6一侧的s极磁钢供料组件35、位于磁钢搬运插装组件6另一侧的n极磁钢供料组件36,s极磁钢供料组件35上存放s极磁钢,n极磁钢供料组件36上存放n极磁钢,所述s极磁钢供料组件35和所述n极磁钢供料组件36的结构相同。
29.所述磁钢供料组件7包括设置在支撑组件1上的供料架37,所述供料架37上设置有若干组磁钢存放料盒38,所述磁钢存放料盒38内设置有若干片磁钢,所述供料架37一侧设置有顶升接料气缸39,所述顶升接料气缸39的输出端设置有升降板40,所述升降板40上设置有水平接料气缸41,所述水平接料气缸41的输出端设置有磁钢暂存座42,所述磁钢暂存座42上设置有磁钢暂存块43,所述磁钢暂存块43上设置有磁钢暂存槽44。
30.在所述旋转盘3上设置有呈圆周分布转子放置工位12、转子点胶工位13、磁钢插装工位14、磁钢压合工位15,在所述支撑组件1上位于所述磁钢插装工位14一侧设置有磁钢插
装辅助机构16,下面将详细介绍磁钢插装辅助机构16,所述磁钢插装辅助机构16包括设置在支撑组件1上位于磁钢插装工位14一侧磁钢插装辅助气缸18,所述磁钢插装辅助气缸18的输出端设置有辅助连接组件19,所述辅助连接组件19上设置有若干组磁钢插装槽20,每组所述磁钢插装槽20呈圆周分布。
31.在所述支撑组件1上位于所述磁钢压合工位15一侧设置有辅助压合组件17,下面将详细介绍辅助压合组件17,所述辅助压合组件17包括设置在支撑组件1上位于磁钢压合工位15一侧的辅助支架21,所述辅助支架21上设置有辅助压合气缸22,所述辅助压合气缸22的输出端设置有磁钢辅助压合板23。
32.上面详细的说明了本发明的具体结构,下面将说明本发明的工作原理:s极磁钢存放在s极磁钢供料组件357上,n极磁钢存放在n极磁钢供料组件367上,将电机转子放置在转子放置工位12的电机转子存放限位治具11上,通过旋转电机10带动旋转盘3旋转90度,电机转子旋转至转子点胶工位13,通过点胶组件5对电机转子进行点胶操作,点胶完成后通过旋转电机10带动旋转盘3再次旋转90度,此时,点完胶的电机转子旋转至磁钢插装工位14,磁钢插装辅助气缸18将辅助连接组件19压合在电机转子上,此时s极磁钢通过磁钢搬运插装组件6一侧的s极磁钢供料组件357,将s极磁钢放置在磁钢暂存槽44内备用,n极磁钢通过磁钢搬运插装组件6一侧的n极磁钢供料组件367,将n极磁钢放置在磁钢暂存槽44内备用,通过磁钢搬运插装组件6将n极磁钢、s极磁钢,按照间隔顺序依次搬运插装在电机转子上,n极磁钢、s极磁钢插装完成后,辅助压合组件17对插装后的n极磁钢、s极磁钢进行辅助压合,即完成电机转子的插磁钢操作,此新能源电机转子全自动插磁钢设备,结构设计巧妙,实用性较强,且工作运行稳定,运用此新能源电机转子全自动插磁钢设备,代替了人工对电机转子进行插磁钢操作,有效提高了电机转子插磁钢的作业效率,同时,也有效提高了电机的生产精度,减低了电机的生产成本。
33.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1