定子单齿、定子铁芯、电机及电梯的制作方法
1.本实用新型属于发动机技术领域,具体涉及一种定子单齿、定子铁芯、电机及电梯。
背景技术:
2.在现有的电机中,定子铁芯通常包括整圆式定子铁芯或拼块式定子铁芯两种。其中,对于采用了整圆式定子铁芯的定子而言,如图1所示,需要在其定子槽中预留一定空间供绕线设备的绕线针通过以确保顺利绕线,这就造成绕线完毕后定子槽的槽满率较低,并导致电机单位体积的功率密度不高。并且,在对整圆式定子铁芯绕线时,通常只能采用手工嵌线,效率低,劳动强度大,并需要轭部形成磁路,材料利用率低。另外,对于拼接式定子铁芯而言,如图2所示,由于其采用单齿拼接铁芯,单齿可用机器自动绕线,绕线单齿拼接成整个定子铁芯,此方案解决了自动绕线问题及提高了材料利用率,但拼接精确度要求较高,也较繁琐。
技术实现要素:
3.本实用新型的目的在于提供一种定子铁芯,便于进行自动绕线,无需增加轭部形成磁路,提高材料利用率,且结构精确度要求较低。
4.实现上述目的包括如下技术方案。
5.一种定子铁芯,所述定子铁芯包括机座和多个定子单齿;
6.所述定子单齿包括依次设置的第一连接部、绕线部和第二连接部;所述第一连接部、第二连接部均开设有贯穿的第一连接孔;所述机座上开设有多个第二连接孔;所述第一连接部、第二连接部均通过紧固件依次穿设于所述第一连接孔和第二连接孔以固定于所述机座上,各所述定子单齿独立设置并在所述机座中配合形成环体结构。
7.在其中一些实施例中,所述第一连接部和所述第二连接部各自远离所述绕线部的末端均形成弧状结构;各所述定子单齿固定于所述机座中时,各所述第一连接部的末端位于第一圆周上,各所述第二连接部的末端位于第二圆周上。
8.在其中一些实施例中,所述第一连接部和所述第二连接部各自远离所述绕线部的末端均形成向外凸出的弧状结构,所述第一连接部的弧状结构具有第一弧形高点位置,各所述第一连接部的第一弧形高点位置位于所述第一圆周上;所述第二连接部的弧状结构具有第二弧形高点位置,所述第二连接部的第二弧形高点位置位于所述第二圆周上。
9.在其中一些实施例中,所述第一圆周和所述第二圆周同心设置。
10.在其中一些实施例中,所述定子单齿还包括第一绝缘板和第二绝缘板,所述第一绝缘板套设于所述第一连接部和所述绕线部的过渡位置,所述第二绝缘板套设于所述第二连接部和所述绕线部之间的过渡位置。
11.在其中一些实施例中,所述第一连接部、所述第二连接部的宽度均大于所述绕线部的宽度。
12.在其中一些实施例中,所述第一连接部和所述第二连接部各自相对两侧均向所述定子单齿的中心轴倾斜设置。
13.一种电机,所述电机包括第一转子、第二转子、第一永磁体、第二永磁体、线圈和如上所述的定子铁芯;
14.所述第一转子设置于所述环体结构的环外侧,所述第二转子设置于所述环体结构的环内侧,所述第一永磁体设置于所述第一转子和所述第一连接部之间,所述第二永磁体设置于所述第二转子和所述第二连接部之间,所述线圈绕设于所述绕线部上,所述第一永磁体和所述第二永磁体磁性相反。
15.一种电梯,所述电梯包括如上所述的电机。
16.一种定子单齿,所述定子单齿包括依次设置的第一连接部、绕线部和第二连接部;所述第一连接部、第二连接部均开设有竖向贯穿的第一连接孔,所述第一连接部、第二连接部均通过紧固件穿设于所述第一连接孔以固定于外部载体上。
17.本实用新型所提供的技术方案具有以下的优点及效果:
18.该定子铁芯设置多个独立的定子单齿通过紧固件固定于机座上,使得定子单齿可以先绕制铜线形成有绕组定子单齿后,再通过紧固件将定子单齿固定于机座上以形成定子铁芯,一方面方便进行绕线处理,且能够形成绕线自动化操作,另一方面无需采用拼接结构进行连接,结构精确度要求较低,能够降低加工成本,且连接方便快捷。
附图说明
19.图1是现有技术中整圆式定子铁芯的结构示意图;
20.图2是现有技术中拼块式定子铁芯的结构示意图;
21.图3是图2的拼块式定子铁芯的磁力线分布示意图;
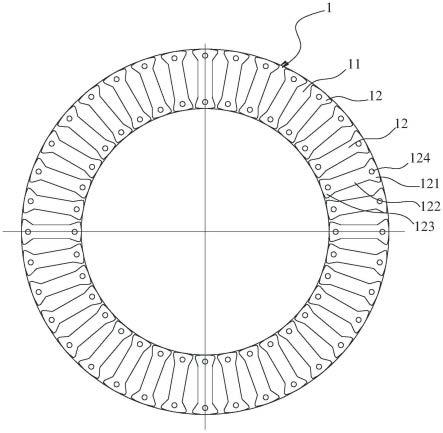
22.图4是本实用新型实施例的定子铁芯的结构示意图;
23.图5是本实用新型实施例的定子单齿与线圈的绕设结构示意图;
24.图6是图5的定子单齿的结构示意图;
25.图7是图5的定子单齿的俯视结构示意图;
26.图8是本实用新型实施例的电机的结构示意图;
27.图9是图8的电机的部分结构示意图;
28.图10是图8的电机的磁力线分布示意图。
29.附图标记说明:
30.100、电机;
31.1、定子铁芯;11、机座;111、第二连接孔;12、定子单齿;121、第一连接部;122、绕线部;123、第二连接部;124、第一连接孔;125、第一绝缘板;126、第二绝缘板;
32.2、第一转子;3、第二转子;4、第一永磁体;5、第二永磁体;6、线圈;
33.7、整圆式定子铁芯;8、拼块式定子铁芯;81、定子齿件;82、第三转子;83、第三永磁体。
具体实施方式
34.为了便于理解本实用新型,下面将参照说明书附图对本实用新型的具体实施例进
行更详细的描述。
35.除非特别说明或另有定义,本文所使用的“第一、第二
…”
仅仅是用于对名称的区分,不代表具体的数量或顺序。
36.除非特别说明或另有定义,本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.需要说明的是,本文中“固定于”、“连接于”,可以是直接固定或连接于一个元件,也可以是间接固定或连接于一个元件。
38.本实用新型公开一种定子铁芯1,如图4至图10所示,该定子铁芯1包括机座11和多个定子单齿12;定子单齿12包括依次设置的第一连接部121、绕线部122和第二连接部123。第一连接部121、第二连接部123均开设有贯穿的第一连接孔124;机座11上开设有多个第二连接孔111;第一连接部121、第二连接部123均通过紧固件依次穿设于第一连接孔124和第二连接孔111以固定于机座11上,各定子单齿12独立设置并在机座11中配合形成环体结构。其中该绕线部122用于绕制铜线形成线圈6。
39.需要说明的是,如图6所示,该定子单齿12具有一定的厚度,该定子单齿12的厚度即为定子铁芯1的长度,无需多个定子单齿12堆叠形即可满足定子铁芯1所需的长度。此外,该定子单齿12可以是为一体成型结构,第一连接部121、绕线部122和第二连接部123可以是根据功能不同进行具体命名以进行区分的具体区域。
40.可以理解地,该定子铁芯1通过多个定子单齿12独立设置,相比于整圆冲片的整圆式定子铁芯7而言,本实施例的定子铁芯1的定子单齿12可以先绕制铜线形成有绕组定子单齿12,方便进行绕线处理,其中绕线操作可以直接采用机器自动绕线,能够形成绕线自动化操作,然后再通过紧固件将定子单齿12固定于机座11上即可形成定子铁芯1。此外,相比于拼块式定子铁芯8的结构,本实施例的定子铁芯1的定子单齿12直接通过紧固件依次穿设于第一连接孔124和第二连接孔111以固定于机座11上,无需采用拼接结构进行连接,结构精确度要求较低,能够降低加工成本,且连接方便快捷。
41.综上,该定子铁芯1通过设置多个独立的定子单齿12通过紧固件固定于机座11上,使得定子单齿12可以先绕制铜线形成有绕组定子单齿12后,再通过紧固件将定子单齿12固定于机座11上以形成定子铁芯1,一方面方便进行绕线处理,且能够形成绕线自动化操作,另一方面无需采用拼接结构进行连接,结构精确度要求较低,能够降低加工成本,且连接方便快捷。
42.此外,进一步地,该定子铁芯1应用于电机100时,如图8和图9所示,该电机100的结构具体包括:第一转子2、第二转子3、第一永磁体4、第二永磁体5、线圈6和上述的定子铁芯1。
43.第一转子2设置于环体结构的环外侧,第二转子3设置于环体结构的环内侧,第一永磁体4设置于第一转子2和第一连接部121之间,第二永磁体5设置于第二转子3和第二连接部123之间,线圈6绕设于绕线部122上,第一永磁体4和第二永磁体5磁性相反,即第一永磁体4为n极,对应第二永磁体5为s极,该电机100通过两个转子和两个永磁体与该定子铁芯1的定子单齿12能够形成一种新型磁路的电磁转换系统,此磁路不需要定子铁芯1的轭部即可以形成磁通回路,具体地,本实施例的电机100中,磁力线通过第一转子2的轭部、第一永磁体4、定子单齿12、第二永磁体5、第二转子3的轭部形成磁通回路(其磁力线分布如图10所
示),相比于拼块式定子铁芯8的磁力线通过第三转子82的轭部、第三永磁体83、定子齿件81配合形成磁通回路(其磁力线分布如图3所示),本实施例的电机100的磁路能够直接贯穿整个定子铁芯1的定子单齿12,该定子铁芯1无轭部,可减小磁损,在同等功率、转矩情况下,可减少定子铁芯1的长度,节省空间,更好地实现电机100的薄形化,降低制造成本。
44.在一些实施例中,如图4和图9所示,第一连接部121和第二连接部123各自远离绕线部122的末端均形成弧状结构;各定子单齿12固定于机座11中时,各第一连接部121的末端位于第一圆周上,各第二连接部123的末端位于第二圆周上。第一连接部121和第二连接部123均设置为弧状结构,能够在定子单齿12固定于机座11上时,多个定子单齿12能够配合形成圆环状结构,从而在应用于电机100时,各个定子单齿12的第一连接部121、第二连接部123的末端分别能够与第一永磁体4、第二永磁体5接触,且第一转子2、第一永磁体4、定子铁芯1、第二永磁体5和第二转子3能够依次套设形成套接结构,提高结构紧凑性,并便于形成多个磁通回路以共同形成驱动力。
45.具体在本实施例中,如图7和图9所示,第一连接部121和第二连接部123各自远离绕线部122的末端均形成向外凸出的弧状结构,第一连接部121的弧状结构具有第一弧形高点位置,各第一连接部121的第一弧形高点位置位于第一圆周上;第二连接部123的弧状结构具有第二弧形高点位置,第二连接部123的第二弧形高点位置位于第二圆周上.该结构的设置无需第一连接部121的弧状结构的各个位置均位于该第一圆周上,以及无需第二连接部123的弧状结构的各个位置均位于该第二圆周上,一方面保证第一连接部121、第二连接部123的末端连线均能在同一圆上以与第一永磁体4、第二永磁体5接触,保证磁通回路的形成,另一方面能够降低结构精确度,降低加工成本。具体在本实施例中,第一圆周和第二圆周同心设置,以使第一转子2、第一永磁体4、定子铁芯1、第二永磁体5和第二转子3能够依次套设形成同心套接结构。
46.在一些实施例中,如图5所示,定子单齿12还包括第一绝缘板125和第二绝缘板126,第一绝缘板125套设于第一连接部121和绕线部122的过渡位置,第二绝缘板126套设于第二连接部123和绕线部122之间的过渡位置。可以理解地,该第一绝缘板125和第二绝缘板126能够在定子单齿12上形成绝缘骨架,便于绕线操作,此外,通过第一绝缘板125和第二绝缘板126的配合设置能够形成绕线限制区域,使得绕线时线圈6仅局限于绕线部122,避免自动绕线或者手工绕线时线圈6绕出至第一连接部121和第二连接部123的位置,并能够使线圈6与其他部件相隔绝。
47.在一些实施例中,如图4和图7所示,第一连接部121、第二连接部123的宽度均大于绕线部122的宽度,以使该定子单齿12对应于绕线部122的位置内凹形成有放置线圈6的空间,便于进行绕线操作。且第一连接部121的宽度大于第二连接部123的宽度,以使多个该定子单齿12在机座11中配合形成环体结构,其中第一连接部121位于环体结构的环外侧,第二连接部123位于环体结构的环内侧。
48.在一些实施例中,如图7所示,第一连接部121和第二连接部123各自相对两侧均向定子单齿12的中心轴倾斜设置,以使第一连接部121、绕线部122和第二连接部123形成平滑过渡的结构,制备简单,美观性高。
49.在一些实施例中,该第一连接孔124和第二连接孔111均为螺纹孔,该紧固件为螺钉,通过螺钉依次螺纹连接于第一连接孔124和第二连接孔111,能够使定子单齿12稳固固
定于机座11上,且便于拆卸。
50.本实用新型还提供一种电梯,该电梯包括如上的电机100,通过设置该电机100,磁力线通过第一转子2的轭部、第一永磁体4、定子单齿12、第二永磁体5、第二转子3的轭部形成磁通回路,磁路能够直接贯穿整个定子铁芯1的定子单齿12,该定子铁芯1无轭部,可减小磁损,在同等功率、转矩情况下,可减少定子铁芯1的长度,节省空间,更好地实现电机100的薄形化,降低制造成本,能够很好的应用于无机房电梯曳引机。
51.本实用新型还提供一种定子单齿12,如图5至图7所示,该定子单齿12包括依次设置的第一连接部121、绕线部122和第二连接部123;第一连接部121、第二连接部123均开设有竖向贯穿的第一连接孔124,第一连接部121、第二连接部123均通过紧固件穿设于第一连接孔124以固定于外部载体上。
52.上述,该定子单齿12可以先绕制铜线形成有绕组定子单齿12,便于进行绕线处理,其中绕线操作可以直接采用机器自动绕线,能够形成绕线自动化操作。此外,该定子单齿12能够直接通过紧固件穿设于第一连接孔124以固定于外部载体如机座11上,无需采用拼接结构进行连接,结构精确度要求较低,能够降低加工成本,且连接方便快捷。
53.以上实施例也并非是基于本实用新型的穷尽性列举,在此之外,还可以存在多个未列出的其他实施方式。在不违反本实用新型构思的基础上所作的任何替换与改进,均属本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1