一种定子线棒防晕结构及其成型方法与流程
本发明涉及电机设计,具体是一种定子线棒防晕结构及其成型方法。
背景技术:
1、防晕技术是高压电机定子线棒设计、制造和运行的关键核心“要素”,定子线棒出槽口和端部高电阻防晕区域电位高、电场分布复杂、热应力集中,防晕在制造和运行过程中出现损伤的比例占定子线棒绝缘故障的一半以上。电机绕组在试验和运行时,线棒之间的电位差恒定,电场强度与间距之间成反比关系,增大绕组的定子线棒斜边间距会降低斜边电场强度,提高绕组端部的起晕电压,反之,减小绕组的定子线棒斜边间距会增加斜边电场强度,降低绕组端部的起晕电压。
2、随着空冷电机额定容量和额定电压的提高,为了提高定子绕组端部的起晕电压水平,传统高压电机的防晕设计方法是将定子绕组端部斜边间距设计的越来越大,以避免定子绕组电晕试验时出现电晕放电和长期运行过程中出现电腐蚀问题,影响机组的正常安装试验和运行安全可靠性。上述传统的定子绕组防晕设计方法不断增加绕组斜边间距,导致定子线棒端部长度增长、电机体积增大、制造成本增加。
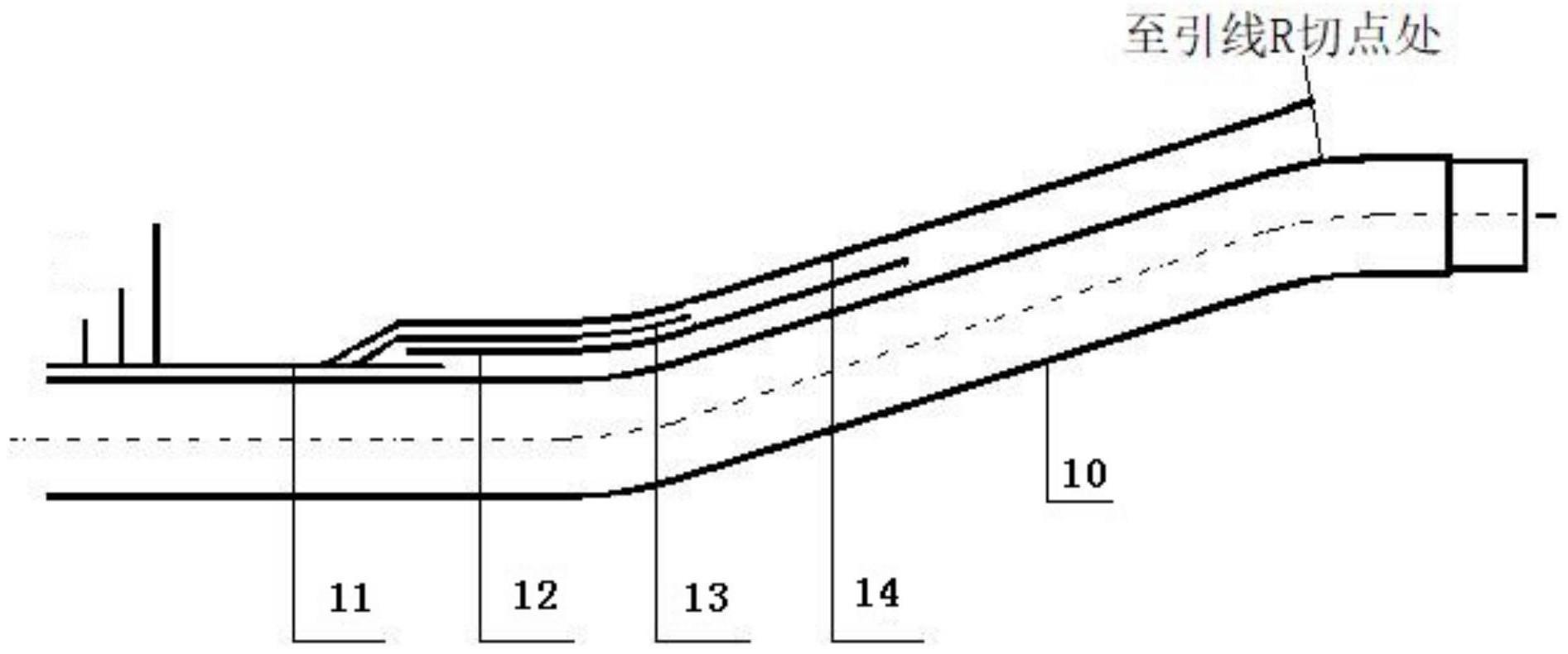
3、传统的空冷电机定子线棒防晕通常采用“一次成型”结构,即在定子线棒主绝缘表面半叠包低电阻防晕带(线棒内层低电阻防晕带1、线棒外层低电阻防晕漆6)、高电阻防晕带(第一线棒内层高电阻防晕带2、第二线棒内层高电阻防晕带3、第三线棒内层高电阻防晕带4)和防晕保护层(线棒端部防晕保护层5),定子线棒主绝缘、防晕层和防晕保护层一起在模具内热压固化成型。如图1所示。定子线棒高电阻防晕层热压成型后的厚度为0.7mm,防晕保护层热压成型后的厚度为2.4mm~3.0mm、长度通常是整个线棒端部渐开线长度。防晕保护层的主要作用是为了避免在搬抬、转运和安装过程中损伤线棒端部高电阻防晕层(线棒内层高电阻防晕带2、3、4),随着电机智能化制造和数字化制造技术的提升,线棒端部高电阻防晕层在搬抬、转运和安装过程中损伤的几率越来越小,传统的厚防晕保护层的作用已经完全弱化,反而增加了绝缘材料用量、减小了定子绕组端部斜边间隙,降低了绕组的起晕电压水平。
技术实现思路
1、为克服现有技术的不足,本发明提供了一种定子线棒防晕结构及其成型方法,解决现有技术存在的定子绕组起晕电压水平低、绕组绝缘电气性能可靠性低等问题。
2、本发明解决上述问题所采用的技术方案是:
3、一种定子线棒防晕结构,包括定子线棒、套设于定子线棒外的低电阻防晕层、套设于低电阻防晕层外的内层高电阻防晕层、套设于内层高电阻防晕层外的防晕保护层、套设于防晕保护层外的外层保护层;若定子线棒所属机组额定电压<15.75kv,外层保护层为耐电弧红瓷漆层;若定子线棒所属机组额定电压≥15.75kv,外层保护层为外层高电阻防晕层;其中,低电阻指电阻值为500ω~50000ω,高电阻指电阻值为108ω~1012ω。
4、作为一种优选的技术方案,记内层高电阻防晕层的长度为l1,则:
5、l1=c1×un+100;
6、其中,l1单位为mm,c1为常数,c1单位为mm/kv,un表示电机额定线电压,un单位为kv,数字100的公式单位为mm。
7、作为一种优选的技术方案,c1的取值范围为5~7,6≤un≤30。
8、作为一种优选的技术方案,记防晕保护层的长度为l2,则:
9、l2=c2×un+60;
10、其中,l2单位为mm,c2为常数,c2单位为mm/kv,un表示电机额定线电压,un单位为kv,数字60的公式单位为mm。
11、作为一种优选的技术方案,c2的取值范围为3.0~3.8,6≤un≤30。
12、作为一种优选的技术方案,记防晕保护层的厚度为d1,则:
13、
14、其中,d1单位为mm,c3为常数,c3单位为kv/mm,un表示电机额定线电压,un单位为kv。
15、作为一种优选的技术方案,c3的取值范围为2.8~3.2,6≤un≤30。
16、作为一种优选的技术方案,记外层高电阻防晕层的长度为l3,则:
17、l3=c4×un+180;
18、其中,l3单位为mm,c4为常数,c4单位为mm/kv,un表示电机额定线电压,un单位为kv,数字180的公式单位为mm。
19、作为一种优选的技术方案,c4的取值范围为9~15,15.75≤un≤30。
20、一种定子线棒防晕结构的成型方法,包括以下步骤:
21、s1,定子线棒绝缘热压固化成型:定子线棒vpi浸渍完成后,在定子线棒的直线部分表面包扎一层低电阻防晕层,将定子线棒放入成型模具,加压加热固化成型;
22、s2,定子线棒表面打磨清理:定子线棒热压固化成型后,将定子线棒端部表面打磨成花白状,将定子线棒表面清理干净,在室温条件下晾干;
23、s3,定子线棒表面低电阻防晕漆辊涂:在定子线棒上标注低电阻防晕层的首、末端位置,并用粘带沿着定子线棒周向粘贴一圈,粘带与定子线棒中心线垂直,沿着线棒长度方向均匀辊涂一层低电阻防晕漆,低电阻防晕漆辊涂长度与低电阻防晕层包扎长度一致,在室温条件下晾干;
24、s4,定子线棒内层高电阻防晕漆辊涂:根据内层高电阻防晕层设计长度,在定子线棒上标注内层高电阻防晕层的首、末端位置,并用粘带沿着定子线棒周向粘贴一圈,粘带与定子线棒中心线垂直,在定子线棒端部表面辊涂三层双组分室温固化高电阻防晕漆,在室温条件下晾干;
25、s5,机组额定电压<15.75kv的定子线棒防晕保护层处理:根据防晕保护层设计长度和厚度,在标记防晕保护层内涂刷一层环氧树脂胶,包扎无碱玻璃纤维带,每一层间涂刷环氧树脂胶,包扎完成后蘸去多余的环氧树脂胶,室温条件下固化;
26、机组额定电压≥15.75kv的定子线棒防晕保护层处理:根据防晕保护层设计长度和厚度,在标记防晕保护层内涂刷一层环氧树脂胶,包扎云母带,每一层云母带间涂刷环氧树脂胶;云母带包扎完成后蘸去多余的环氧树脂胶,将定子线棒烘焙固化;
27、s6,定子线棒防晕保护层清理:防晕保护层烘焙固化后,清理防晕保护层表面;
28、s7,耐电弧红瓷漆层涂刷:当机组额定电压<15.75kv时,在定子线棒上标注耐电弧红瓷漆层的首、末端位置,并用粘带沿着定子线棒周向粘贴一圈,粘带与定子线棒中心线垂直,在定子线棒端部表面辊涂一层耐电弧红瓷漆层,沿着定子线棒端部方向均匀辊涂,辊涂至耐电弧红瓷漆层末端至定子线棒引线r切点处辊涂完成,室温条件下晾干;
29、定子线棒外层高电阻防晕漆辊涂:当机组额定电压≥15.75kv时,根据外层高电阻防晕层设计长度,在定子线棒上标注外层高电阻防晕层的首、末端位置,并用粘带沿着定子线棒周向粘贴一圈,粘带与定子线棒中心线垂直,在定子线棒端部表面辊涂两层双组分室温固化高电防晕漆,沿着定子线棒端部方向均匀辊涂,在室温条件下晾干;
30、s8,对定子线棒进行防电晕试验,观察定子线棒端部的耐电晕性能。
31、本发明相比于现有技术,具有以下有益效果:
32、(1)传统的空冷电机定子线棒端部防晕结构的长度通常是整个线棒端部直线部分,端部防晕保护层的厚度达到2.4mm~3.0mm;本发明通过缩短和减薄防晕保护层长度和厚度,使防晕保护层长度缩短至线棒端部r区域,有效减薄线棒端部直线部分的厚度尺寸,相对绕组斜边间隙设计尺寸可有效增大15%~30%,大幅提升绕组起晕电压,降低绕组电晕放电和电腐蚀发生的风险,提高绕组绝缘电气性能的可靠性;
33、(2)以机组额定电压15.75kv为例,传统的空冷电机定子线棒端部“一次成型”防晕结构的闪络电压典型值为90kv,本发明的定子线棒闪络电压典型值为120kv,定子线棒闪络电压值提升33.3%;
34、(3)以机组额定电压15.75kv为例,传统的空冷电机定子线棒端部“一次成型”防晕结构的起晕电压典型值为31kv,本发明的定子线棒起晕电压典型值为47kv,定子线棒起晕电压值提升51.6%;
35、(4)本发明开发出一种减薄定子线棒端部防晕保护层的新型防晕结构,减少了定子线棒防晕保护层材料用量,降低定子线棒重量;不改变绕组端部斜边间隙尺寸的前提下可以缩短定子线棒端部尺寸、减少电机整体尺寸、降低电机整体重量,达到降本增效的目的;
36、(5)对于定子绕组斜边间距偏小、存在端部电腐蚀的改造机组,采用本发明的减薄防晕结构,可以有效增加改造后绕组的端部斜边间距,避免绕组端部电晕放电和电腐蚀现象的发生,提高定子绕组运行的安全稳定性。
- 还没有人留言评论。精彩留言会获得点赞!