一种大型电机转子断轴取出方法与流程
本发明涉及大型电机转子主轴拆卸,具体涉及一种大型电机转子断轴取出方法。
背景技术:
1、目前随着社会生产力的发展,对于动力设备的动力输出要求越来越高,因此大型电机的使用范围越来越大。大型电机由于长期过载或疲劳运行会导致转子主轴发生断裂,是目前大型电机常见的机械故障。
2、电机转子主轴与转子铁芯都是采用过盈配合的安装方式,导致了在常规条件下电机转子主轴与转子铁芯之间很难拆除。例如中国专利zl201621207303.1-一种电机断轴辅助取出装置中,该装置公开了一种采用螺杆顶出的方式将断轴从电机转子铁芯中顶出。但是该专利使用局限性小,仅限于小型电机的断轴顶出,无法对大型电机的断轴实现顶出。
3、而大型电机无论体型还是重量都远大于常规的小型电机,大型电机的转子主轴长度大部分超2m,直径大于0.25m,单单一个转子的重量就可以达到几吨。由于大型电机转子的尺寸相对较大,常规的顶压设备很难适配;同时由于转子主轴发生断裂,断裂时的应力会导致横断面区域发生形变,进而会导致转子主轴靠近横断面区域发生开裂、局部形变的情况,甚至出现转子主轴靠近横断面的一端整体形变撑大的情况。为此在实际的操作中,大型电机的转子主轴拆装工作明显难于常规小型电机转子主轴的拆装工作,如果这时采用大型液压设备顶出,转子主轴的横断面在应力作用下不规则的边沿会刮花转子铁芯的内圈,同时转子主轴的横断面发生形变有可能撑坏转子铁芯的内圈,甚至会出现两者相互卡死的情况。由于大型电机的部件一般都是定制,其为非标产品,为此转子铁芯一旦出现损坏,如果重新定制除了制作周期长外,同时也会增加成本。因此急需一种能够有效保护转子铁芯并且能够安全将断轴从转子铁芯中取出的方法来解决上述的问题。
技术实现思路
1、为了克服现有技术的不足之一,本发明的目的在于提供一种大型电机转子断轴取出方法。本大型电机转子断轴取出方法能够有效保护转子铁芯并且能够安全将断轴从转子铁芯中取出,实用性高。
2、为解决上述问题,本发明所采用的技术方案如下:
3、一种大型电机转子断轴取出方法,包括以下步骤:
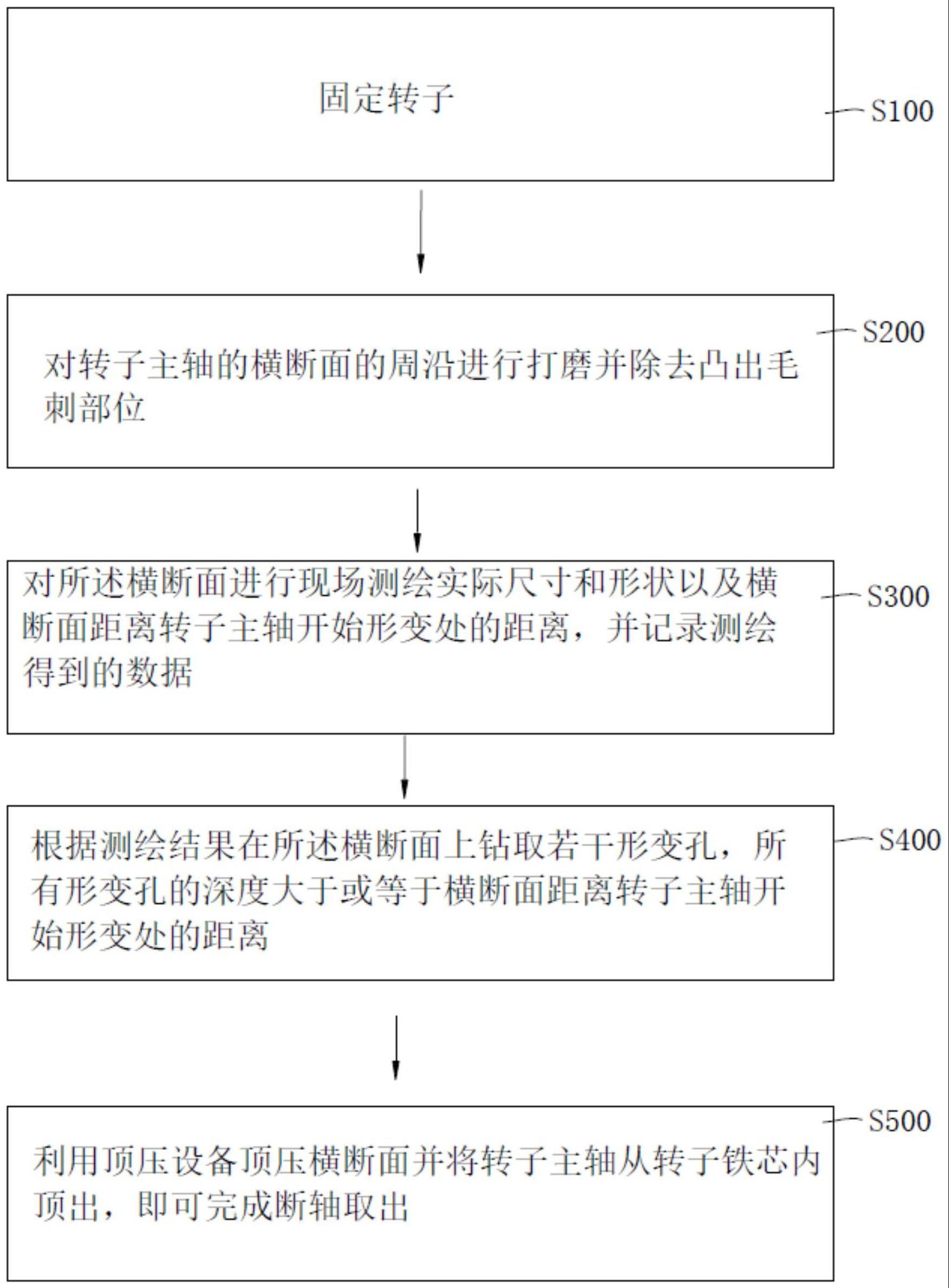
4、准备步骤:固定转子;
5、修整步骤:对转子主轴的横断面的周沿进行打磨并除去凸出毛刺部位;
6、测量步骤:对所述横断面进行现场测绘实际尺寸和形状以及横断面距离转子主轴开始形变处的距离,并记录测绘得到的数据;
7、钻孔步骤:根据测绘结果在所述横断面上钻取若干形变孔,所有形变孔的深度大于或等于横断面距离转子主轴开始形变处的距离;
8、顶压步骤:利用顶压设备顶压横断面并将转子主轴从转子铁芯内顶出,即可完成断轴取出;
9、其中,所有形变孔的总直径dn为:
10、
11、其中,d为转子主轴的直径,单位为m;τu为转子主轴的极限剪应力,单位为pa;α为转子主轴所用材料的膨胀系数;t为转子主轴的温度,单位为℃;t为常温23℃;σmaxc为转子主轴的极限压应力,单位为pa。
12、进一步地,所述测量步骤具体包括:
13、测量转子主轴的横断面的周沿距离转子主轴转动轴心线的实际距离,记录测数据;
14、根据上述测量数据绘制出所述横断面的实际水平面投影图,即得到所述横断面的一次投影图形;
15、绘制一次投影图形相对转子主轴横截面图形的位置关系图;
16、将所述横断面至少四等分,并测量出所述横断面上的每个等分区域距离转子主轴开始形变处所在的水平面的平均投影距离,记录测量数据。
17、进一步地,所述钻孔步骤具体包括:
18、根据位置关系图在转子主轴的横断面上投影标示出点位标记;
19、磨平点位标记区域;
20、利用小口径的钻孔设备在横断面上的点位标记上钻出定位孔;
21、更换大口径的钻孔设备在定位孔的基础上钻出所述形变孔;
22、任意相邻的两个所述形变孔外周之间的间距要小于任一所述形变孔直径的三分之一。
23、进一步地,所述根据位置关系图在转子主轴的横断面上投影标示出点位标记的具体步骤包括以下步骤:
24、在所述一次投影图形上相应画出等分区域,并在所述一次投影图形上的等分区域内标示出钻孔的点位,其中平均投影距离越大的等分区域内所标示的点位越多;
25、将所述一次投影图形上的点位标记通过印章法转移标记在转子主轴的横断面上。
26、进一步地,在上述标注钻孔的点位的步骤中,所述一次投影图形相对转子主轴横截面图形偏差越大的等分区域上的点位越多。
27、进一步地,在上述标注钻孔的点位的步骤中,所述投影图形相对转子主轴横截面图形偏差的区域不标注钻孔的点位。
28、进一步地,越靠近所述横断面边沿的形变孔的孔径越小,靠近所述横断面边沿的形变孔距离所述横断面边沿的距离要大于对应的所述形变孔的直径。
29、进一步地,所述顶压步骤具体包括以下步骤:
30、在转子主轴的外壁与转子铁芯内圈之间的缝隙上浸满润滑油以及在转子主轴靠近横断面一端的外壁上涂覆润滑油;
31、利用顶压设备正向顶压转子主轴的横断面,使得转子主轴相对转子铁芯滑移,直至转子主轴开始形变处与转子铁芯的端面接触,顶压速度为3-10mm/min;
32、重新测绘转子主轴的横断面在水平面上的二次投影图形;将二次投影图形与所述一次投影图形进行比对,若二次投影图形与一次投影图形的重合区域比例小于95%,则对相对偏差程度最大的等分区域进行增加形变孔的数量或利用工具破坏相邻两个形变孔之间的连接部分;若二次投影图形与一次投影图形的重合区域比例大于或等于95%,则继续顶压,顶压速度为2-6mm/min,每次顶压时间不超过4min;
33、重复多次测绘和投影比对操作,直至转子主轴的横断面完全不凸出转子铁芯内圈的端面;
34、顶压设备持续正向顶压转子主轴的横断面,顶压速度为3-10mm/min,直至将转子主轴从转子铁芯内完全顶出。
35、进一步地,在顶压设备顶压转子主轴的横断面时,利用冷却设备对转子主轴进行冷却,冷却温度为零度以下。
36、进一步地,所述测量步骤中的转子主轴开始形变处具体是指转子主轴位于横断面的一端圆跳动度开始超过规定圆跳动标准值的区域。
37、相比现有技术,本发明的有益效果在于:
38、本发明的一种大型电机转子断轴取出方法通过测量步骤能够有效地了解转子主轴靠近横断面一端的具体形变情况以及发生形变的长度,这样便于钻取形变孔。其中本技术通过在横断面上钻取若干形变孔,利用形变孔破坏转子主轴位于横断面一端的内部应力,这样在后期顶出时可以有效避免这部分应力对转子铁芯内圈的破坏。同时利用所有形变孔可以在一定程度上降低转子主轴位于横断面一端的强度,这样在顶出过程中利用转子铁芯的内圈挤压并迫使转子主轴位于横断面一端向内形变,这样可以避免转子主轴位于横断面一端在顶压过程中撑坏转子铁芯的内圈或者卡死在转子铁芯的内圈内。此外,修整步骤能够有效对横断面的边沿进行打磨,避免横断面边沿的毛刺或者凸出部分刮花或者划伤转子铁芯的内圈,保证转子铁芯后期的安装。
39、下面结合附图和具体实施方式对本发明作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!