一种大型口岸机电控制柜安装施工装置及工艺的制作方法
本发明涉及机电控制柜安装,具体为一种大型口岸机电控制柜安装施工装置及工艺。
背景技术:
1、机电控制柜是由钢材质加工而成用来保护元器件正常工作的柜子,其主要用于化工行业,环保行业,电力系统,冶金系统,工业,核电行业,消防安全监控,交通行业等。
2、在安装机电控制柜时,一般需要使用专业的搬运工具和设备与人工配合,使变压器柜、进线柜、电容柜与出线柜构成的一组柜体对齐排列安装,确认柜体平稳地放置在位置上,保证柜体从侧面观察在同一平面内,并保证柜体均单独与基础型钢之间做接地保护连接,且基础型钢的接地安装不应少于两处,然后将机电控制柜与电源线连接起来,并按照制造商提供的指示进行接线,安装并接好地线,以确保机电控制柜可以正常工作。
3、整个安装过程中,搬运设备与人工相互配合,且在安装过程中,需要人工对柜体进行测量,保证其安装结果符合标准要求,因此整个安装过程需要花费大量的时间,安装装置的安装效率较低,且安装过程中需要人工不断进行检测与调整,安装过程中极易存在误差,导致柜体的安装与标准要求存在一定差距,影响后期机电控制柜与电源线之间的连接以及机电控制柜的正常使用。
技术实现思路
1、鉴于上述问题,本技术实施例提供一种大型口岸机电控制柜安装施工装置及工艺,以解决相关技术中机电控制柜的安装效率较低与安装后的机电控制柜与标准要求之间差距较大的技术问题。为了实现上述目的,本技术实施例提供如下技术方案。
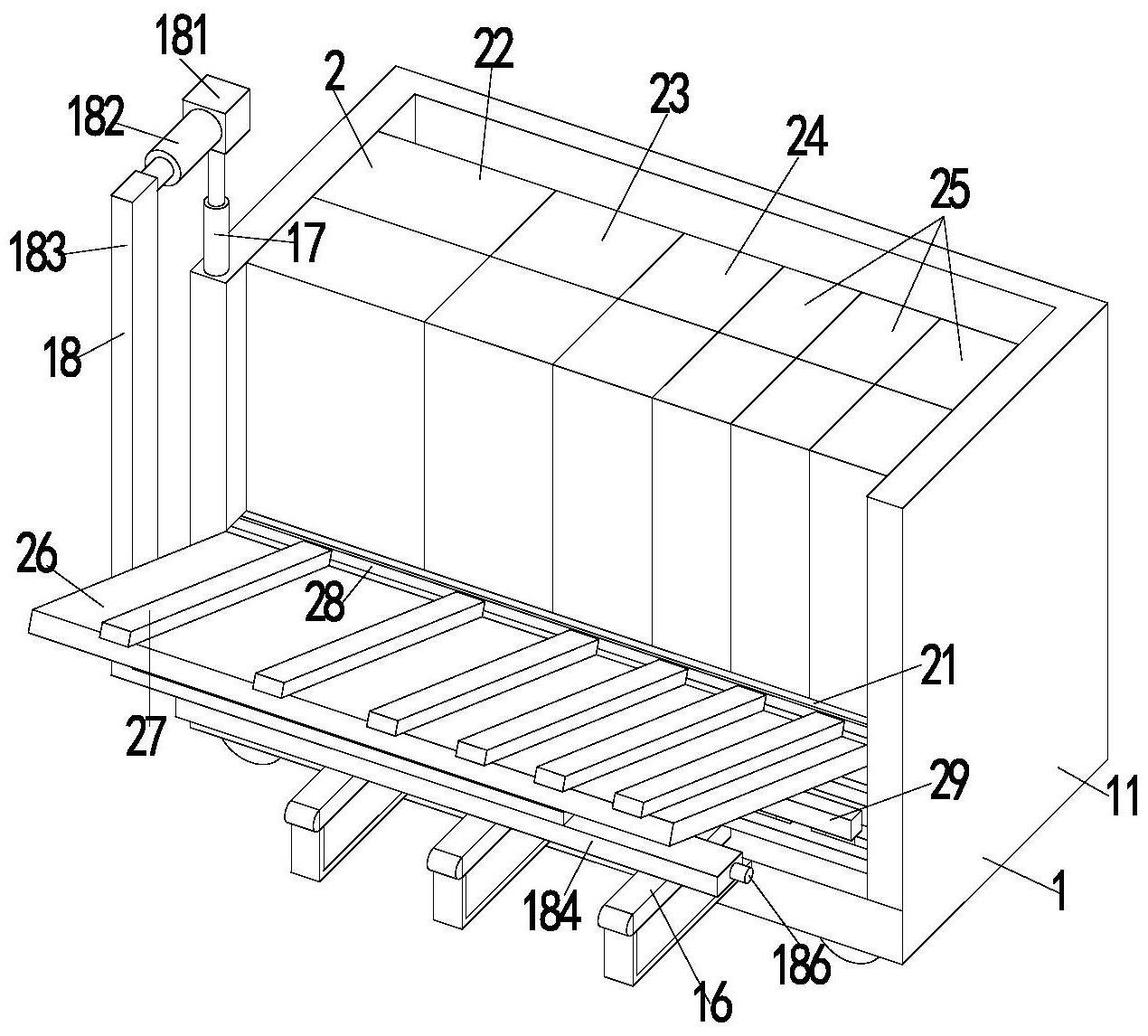
2、本技术实施例的第一方面提供一种大型口岸机电控制柜安装施工装置,包括底座安装单元与柜体安装单元:柜体安装单元,设于底座安装单元上端,用于对机机电控制柜柜体进行安装;所述底座安装单元包括输送柜体的运输车,运输车内部放置有对柜体进行定位的水平底座板,水平底座板下端左右对称固定安装有对水平底座板进行定位并对柜体进行接地保护连接的型钢板,型钢板下端固定安装有便于插入地面的圆锥件,圆锥件上均匀开设有齿槽,水平底座板上端均匀固定安装有对柜体进行导向的导向板,运输车前端均匀固定连接有对水平底座板进行支撑的支撑柱,运输车上端固定安装有控制气缸,控制气缸上端固定安装有对水平底座板进行挤压并使水平底座板向下移动插入地面的挤压支架,运输车后端固定安装有对水平底座板进行挤压并使水平底座板移动至支撑柱上的挤压架;所述柜体安装单元包括分隔板,运输车内端上侧固定安装有对柜体进行支撑的分隔板,分隔板上端从左至右分别设置有变压器柜、进线柜、电容柜与三个出线柜,分隔板前端通过销轴转动连接有对柜体进行导向的倾斜导柜板,销轴上套有扭簧,扭簧一端与倾斜导柜板之间固定连接,扭簧另一端与分隔板之间固定连接,倾斜导柜板上端且位于导向板上侧均固定安装有对每一个柜体进行限位的导向轨道,分隔板底部固定安装有对柜体进行矫正的矫正架,挤压支架下侧后端固定安装有对柜体进行挤压推动的拉件架,运输车后端且位于分隔板上侧固定安装有推件架。
3、根据本发明的实施例,所述运输车内部均匀固定安装有圆柱弹簧二,圆柱弹簧二上端共同固定安装有支撑板,支撑板上放置有堆叠整齐的水平底座板。
4、根据本发明的实施例,所述导向板左右两端对称固定安装有矩形板,矩形板表面光滑,矩形板上下两端对称均匀转动连接有转动柱,导向板前侧左右对称固定安装有限位块,导向板左右对称开设有限位槽,限位槽内固定安装有圆柱弹簧一,圆柱弹簧一末端固定安装有组合块,组合块由前后固定连接的限位半球与限位半圆柱构成。
5、根据本发明的实施例,所述支撑柱下端固定安装有直角支架,直角支架与运输车之间固定连接,支撑柱前端固定安装有橡胶块。
6、根据本发明的实施例,所述挤压支架包括固定块,控制气缸伸缩端固定安装有固定块,固定块前端固定安装有电动伸缩杆一,电动伸缩杆一末端固定安装有直角板,直角板下端固定安装有水平挤压板,水平挤压板下端均匀固定安装有橡胶吸盘,橡胶吸盘之间联通,水平挤压板右端固定安装有气泵一,气泵一与相邻的橡胶吸盘之间通过联通管固定连接,水平挤压板下端且位于导向板正上端开设有防干涉槽。
7、根据本发明的实施例,所述挤压架包括电动推杆一,运输车后端固定安装有电动推杆一,电动推杆一末端固定安装有推件板。
8、根据本发明的实施例,所述矫正架包括电动伸缩杆二,分隔板底部固定安装有电动伸缩杆二,电动伸缩杆二上端固定安装有矩形挡板,矩形挡板后端固定安装有橡胶板。
9、根据本发明的实施例,所述拉件架包括电动推杆二,水平挤压板后端固定安装有电动推杆二,电动推杆二末端转动连接有抵件板,抵件板前端均匀固定安装有电磁板,推件架的结构与拉件架的结构相同,仅零件安装方向相反。
10、根据本发明的实施例,上述一种大型口岸机电控制柜安装施工装置还使用了一种大型口岸机机电控制柜安装施工工艺,包括以下步骤:s1、移动运输:首先通过运输车将水平底座板与柜体一同输送至合适的位置,然后通过挤压架将水平底座板推出运输车。
11、s2、推出水平底座板:通过支撑柱对被挤压架挤出的水平底座板进行支撑,当水平底座板移动至合适的位置后,通过挤压支架对水平底座板进行挤压,使水平底座板下端的型钢板下端的圆锥件插入地面,直至水平底座板下端面与地面接触。
12、s3、推出柜体:当挤压支架将水平底座板与地面之间固定后,通过推件架对最后侧的柜体进行推动,通过矫正架对最前侧的柜体进行矫正,使最前侧的柜体侧面齐平,通过挤压支架带动拉件架移动,使拉件架与最前侧的柜体之间连接。
13、s4、对接定位:当拉件架与最前侧的柜体之间连接后,矫正架回复至初始位置,拉件架继续拉动最前侧的柜体,使柜体沿着倾斜导柜板上的导向轨道移动,直至柜体与水平底座板上的导向板接触,此时继续通过拉件架拉动柜体,使柜体沿着导向板移动,直至柜体无法再移动,此时拉件架与柜体分离并回复至初始位置,完成机电控制柜的安装。
14、从以上技术方案可以看出,本发明具有以下优点:1、本发明中,柜体沿着导向板向前移动并接触限位半球时,限位半球受到挤压进入限位槽,使柜体顺利沿着矩形板向前移动,当柜体与限位块之间卡紧不再向前移动时,限位半球不再受到挤压,限位半球部分在圆柱弹簧一的带动下伸出限位槽,限位半圆柱对柜体进行限位防止柜体回复至初始位置,以达到快速对柜体进行限位的目的。
15、2、本发明中,当水平挤压板上的橡胶吸盘与水平底座板之间接触后,通过气泵一将橡胶吸盘与水平底座板之间的空气吸出,从而使橡胶吸盘与水平底座板相吸,当水平底座板移动至待安装位置正上方时,通过控制气缸带动水平挤压板向下移动,对水平底座板进行挤压,圆锥件插入地面,直至水平底座板与地面紧贴,通过防干涉槽防止干涉橡胶吸盘与水平底座板之间接触。
16、3、本发明中,通过橡胶板防止柜体与矩形挡板直接接触受到刮擦,通过矩形挡板与橡胶板相配合对柜体进行阻挡,使柜体前端对齐,保证柜体一同移动与被定位,从而进一步保证柜体侧面对齐。
17、4、本发明中,通过电动推杆二带动抵件板向后移动,从而使电磁板与柜体前端接触,对电磁板进行通电,使电磁板与柜台相吸,电动推杆二带动抵件板向前移动,从而带动柜体向前移动,直至柜体沿着导向轨道移动进入导向板内被定位。
18、除了上面所描述的本技术实施例解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果外,本技术实施例提供的基于一种大型口岸机电控制柜安装施工装置及工艺所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将在具体实施方式中作出进一步的详细说明
- 还没有人留言评论。精彩留言会获得点赞!