配电网工厂化车间自动化流水线自动控制方法及系统与流程
本发明涉及自动化流水线,具体涉及一种配电网工厂化车间自动化流水线自动控制方法及系统。
背景技术:
1、关于电缆剥线的配电网工厂化车间流水线,现有的流水线往往采用人工和相应的机械设备结合的方式,导致在流水线的各个过程或者步骤中仍需要进行手动控制或者人工处理,降低了配电网工厂化车间流水线的自动化程度,导致电缆剥线的生产效率低。
2、在中国专利文献上公开的“一种圆形电连接器与多芯电缆自动焊接生产线”,其公开号为cn109818230b,授权公告日为2020年07月28日,涉及一种圆形电连接器与多芯电缆自动焊接生产线,其包括沿加工工序依次设置在工作台上的剥线工位、第一转位装置、用于识别内芯线并在同一根内芯线的两端套好线号的内芯线检测及标号工位、第二转位装置以及用于将电缆与电连接器对应编号进行焊接的焊接工位;但是公开号为cn109818230b的中国专利部分过程仍需要进行手动控制或者人工处理,自动化程度不高。
技术实现思路
1、本发明解决了目前配电网工厂化车间流水线仍采用手动控制或者人工处理的方式,导致自动化程度不高的问题,提出一种配电网工厂化车间自动化流水线自动控制方法及系统,通过控制系统,对电缆的测量、定位以及剥线过程进行自动控制,保证整个配电网工厂化车间自动化流水线的高度自动化,提高电缆剥线的生产效率。
2、为了实现上述目的,本发明采用以下技术方案:一种配电网工厂化车间自动化流水线自动控制方法,包括以下步骤:
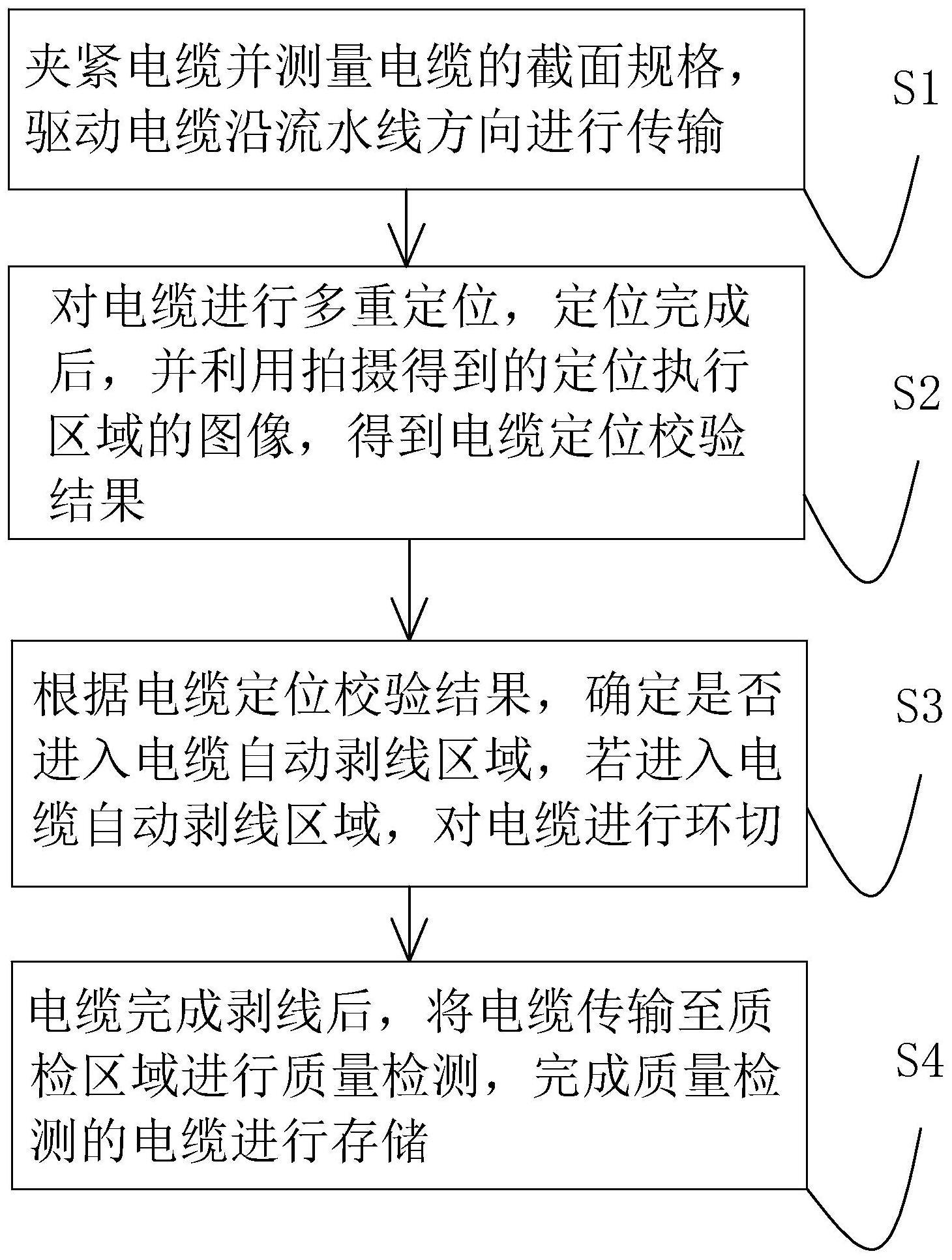
3、s1,夹紧电缆并测量电缆的截面规格,驱动电缆沿流水线方向进行传输;
4、s2,对电缆进行多重定位,定位完成后,并利用拍摄得到的定位执行区域的图像,得到电缆定位校验结果;
5、s3,根据电缆定位校验结果,确定是否进入电缆自动剥线区域,若进入电缆自动剥线区域,对电缆进行环切;
6、s4,电缆完成剥线后,将电缆传输至质检区域进行质量检测,完成质量检测的电缆进行存储。
7、本发明中,利用夹线器夹紧电缆之后,测量得到电缆的截面规格,测量完成之后,驱动电缆进行传输;在传输至定位执行区域后,结合拍摄所得的图像,得到相应的电缆定位校验结果,继而决定是否进行剥线,在剥线完成之后,进行质量检测,通过质量检测后进行电缆的存储;本发明的技术方案能够实现整个电缆剥线的自动化,保证生产效率,降低人工成本。
8、作为优选,所述步骤s1包括以下步骤:
9、s11,利用夹线器对夹取电缆,待夹线器靠近电缆的内侧设置的压力传感器检测得压力符合夹紧标准后,即完成夹紧;
10、s12,根据夹线器在夹紧时的状态直接得到电缆的截面规格;
11、s13,夹线器松开电缆,在流水线上弧形支撑架的导向作用下,电缆沿流水线方向进行传输,并测量出电缆的长度。
12、本发明中,对于步骤s1的过程,首先使用机械臂移动相应的电缆至夹线器端,夹线器夹取到电缆后根据压力传感器测得的压力示数进行不断夹紧,直至压力示数符合夹紧标准后,随后根据夹线器的即时状态测得电缆的截面规格,完成测量后,电缆继续传输,在继续传输的同时测量出电缆的长度;对于测得的电缆的截面规格,包括电缆的直径参数以及绝缘层参数。
13、作为优选,所述步骤s2包括以下步骤:
14、s21,电缆沿流水线达到定位执行区域后,定位执行区域的红外检测器检测到电缆后发送信号至定位控制模块,并控制流水线停止;
15、s22,定位控制模块根据电缆的长度发送不同的适应性定位指令,确定定位器的作用个数并进行定位;
16、s23,利用设置在定位执行区域的若干个摄像头,拍摄得到不同角度的图像,并将图像进行拼接,利用拼接后的图像进行校验,得到电缆定位校验结果。
17、本发明中,在电缆的定位过程中,红外检测器检测到电缆达到指定的定位执行区域后,发送信号使流水线停止;随后根据不同长度的电缆,确定需要产生作用的定位器个数,每个定位器呈等距阵列排布,至少选取其中的两个定位器进行作用定位,保证多重定位效果。
18、作为优选,所述步骤s23包括以下步骤:
19、s231,若干个摄像头拍摄所得的图像进行图像的拼接处理,对生成的拼接图像中提取中关于各个定位器与电缆接触区域以及电缆整体的特征,并对该特征进行增强处理;
20、s232,对该特征进行识别,识别出的电缆整体的弯曲程度以及定位器与电缆接触区域的空隙大小分别与标准值进行比对,以得到电缆定位校验结果。
21、本发明中,在具体的定位拍摄校验过程中,首先获取设置在定位执行区域各个角落的摄像头拍摄所得到的图像,随后对图像进行整体拼接处理,对于生成的拼接图像进行特征的提取并且进行特征的增强,根据特征识别出电缆的弯曲程度和接触区域的空隙大小,并且分别与标准值进行比对,若两者均在标准值的误差范围内,则所得到的电缆定位校验结果能够进入至电缆自动剥线区域进行剥线操作。
22、作为优选,所述步骤s3具体包括:
23、进入电缆自动剥线区域后,流水线开始传输,并且电缆自动剥线区域对电缆开始环切剥线。
24、本发明中,检测到电缆进入电缆自动剥线区域后,流水线随即开始传输,并且在该区域的剥线工具对电缆进行环切。
25、作为优选,所述质检区域包括有若干个质检摄像头,根据质检摄像头获取的剥线完成的电缆的表面图像信息,确定剥线完成的电缆的质量情况。
26、本发明中,若干个质检摄像头具体采用红外摄像头,所得到的表面图像为红外图像信息,在对红外图像信息进行处理后,便能观测到剥线之后的电缆的具体表面状况。
27、一种配电网工厂化车间自动化流水线自动控制系统,适用上述的配电网工厂化车间自动化流水线自动控制方法,包括
28、流水线控制中心,发送调度指令至各个控制模块,接收各个控制模块的数据信息;
29、夹线控制模块,对夹线测量过程进行直接控制和调控;
30、剥线控制模块,对进入电缆自动剥线区域的电缆进行剥线控制;
31、定位控制模块,对定位执行区域的电缆进行直接控制,发送适应性定位指令进行个性化定位操作。
32、本发明中,流水线控制中心分别与夹线控制模块、剥线控制模块以及定位控制模块远程无线连接,流水线控制中心为总调度中心,负责整个控制系统的总调度和控制;各个控制模块能够对所对应的各个过程进行控制和调节,使各个过程的执行机构执行相应的动作。
33、作为优选,还包括故障报警模块,所述故障报警模块与流水线控制中心连接,根据各个控制模块上传的数据信息,确定是否发生故障以及是否进行报警操作。
34、本发明中,故障报警模块也连接于流水线控制中心,夹线控制模块、剥线控制模块以及定位控制模块中生成的故障数据将发送至流水线控制中心,流水线控制中心及时发送相应的故障指令并连同故障数据一同发送至故障报警模块,故障报警模块再次确认故障信息,继而决定是否进行报警。
35、本发明具有如下的有益效果:
36、1、本发明通过相应的控制系统,对电缆的测量、定位以及剥线过程进行自动控制,保证整个配电网工厂化车间自动化流水线的高度自动化,提高电缆剥线的生产效率;
37、2、本发明的控制系统中,各个控制模块能够对所对应的各个过程进行控制和调节,使各个过程的执行机构执行相应的动作,分工明确。
- 还没有人留言评论。精彩留言会获得点赞!