一种电机壳体成型装置及其成型方法与流程
本发明属于电机壳体生产,尤其涉及一种电机壳体成型装置及其成型方法。
背景技术:
1、电机(俗称“马达”)是指依据电磁感应定律实现电能转换或传递的一种电磁装置。分为电动机(符号为m)和发电机(符号为g)。
2、电机壳体的成型工艺通常包括对材料的切割以及表面处理,材料通常是浇筑形成,浇筑形成的材料通常是长筒型的壳体,将长筒型的筒体切割预设长度,便形成了电机壳体侧壁,然后再对电机壳体进行表面处理,传统的表面处理设备通常是和切割设备分开使用,因此两种设备的造价就相对较高,同时电机壳体的表面通常固定有阵列分布的金属片,对于金属片之间的缝隙很难进行打磨处理,为解决上述问题,现提供一种电机壳体成型装置及其成型方法。
3、需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现思路
1、为了解决上述问题,本发明的目的是提供一种电机壳体成型装置及其成型方法,通过设置两个夹臂,既能实现对筒状壳体和壳体零件的转运,又能够辅助打磨组件完成对金属片、筒状壳体外壁以及壳体零件端部的打磨,能够实现一机多用,降低设备成本;同时能够通过一个夹臂对配合打磨组件对壳体零件一端进行打磨的同时通过另一个夹臂辅助切割组件对剩余的筒状壳体进行切割,提高了生产效率。
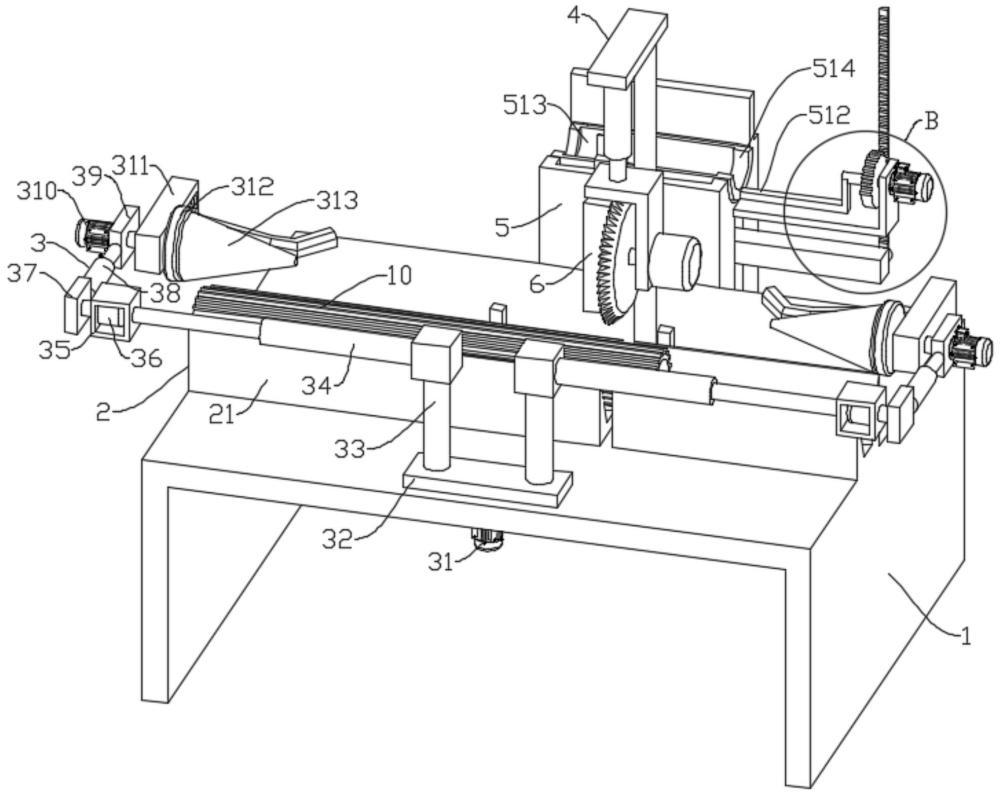
2、为实现上述目的,本发明提出了一种电机壳体成型装置,用于对浇筑成型后的筒状壳体进行切段形成初步的壳体零件,筒状壳体的外壁固定有阵列分布的金属片,成型装置包括工作台,所述工作台的上方固定有用于固定筒状壳体的固定件,工作台上固定有转运组件和切割组件。
3、所述转运组件包括固定在工作台底部的第一电机,第一电机的输出轴贯穿工作台的台面固定有第一连接板,第一连接板的上方固定有对称分布的夹臂。
4、进一步的,所述工作台的一侧固定有用于临时存放壳体零件的存放装置,工作台的上方还固定有用于对壳体零件进行磨削的打磨组件。
5、进一步的,所述固定件包括两个线性分布的放置槽,两个放置槽之间留有细缝,放置槽的槽口截面为梯形。
6、进一步的,所述夹臂包括固定在第一连接板上方的第一竖直支架,第一竖直支架上垂直固定有第一电动伸缩杆,两个夹臂上的第一电动伸缩杆线性分布,第一电动伸缩杆的输出轴上固定有第一驱动盒,第一驱动盒内固定有第二电机。
7、所述第二电机的输出轴贯穿第一驱动盒远离第一电动伸缩杆的一侧侧板固定有第一连接块,第一连接块上固定有与第一电动伸缩杆垂直的第二电动伸缩杆,第二电动伸缩杆的输出轴上固定有第二连接块,第二连接块的一侧固定有第三电机,第三电机的轴线与第一电动伸缩杆平行。
8、所述第三电机的输出轴贯穿第二连接块垂直固定有第一连接条,第一连接条上转动设有轮毂,轮毂与第三电机的输出轴同轴线,轮毂的外圈套装有橡胶圈,轮毂的轴向固定有锥形块。
9、进一步的,所述第一连接条上开设有第一滑轨,第一滑轨位于轮毂的一侧,第一滑轨内滑动设有第一滑块,第一滑块与第一滑轨的之间固定连接有第一弹簧,第一滑块上固定有与锥形块的侧边平行的第二连接条。
10、所述第二连接条上固定有与第三电机的轴线平行的限位条,限位条上固定有第三连接条,第三连接条远离限位条的一端向远离锥形块轴线一侧倾斜。
11、进一步的,所述切割组件包括固定在工作台上方的第二竖直支架,第二竖直支架的上端固定有水平支架,水平支架的下方固定有竖直的液压缸,液压缸的输出轴上固定有第一l型支架,第一l型支架的一侧固定有第六电机,第六电机的输出轴贯穿第一l型支架的竖板固定有圆盘锯,圆盘锯与细缝对应。
12、进一步的,所述存放装置包括固定在工作台一侧的存放箱,存放箱的两侧侧板上均开设有第二滑轨,第二滑轨内滑动设有第三连接块,两个第三连接块之间固定连接有支撑板,支撑板位于存放箱内,支撑板与存放箱的底板之间固定连接有第二弹簧。
13、所述存放箱的箱口两侧均开设有凹槽,存放箱的一侧固定有l型连接板,l型连接板的竖板上固定有第四电机,第四电机的输出轴贯穿l型连接板的竖板固定有不完全齿轮,不完全齿轮的轴向固定有z型杆,存放装置还包括圆弧形的存放槽,存放槽的两端均固定有圆弧形的限位槽,z型杆固定在其中的一个限位槽上。
14、所述限位槽、存放槽和不完全齿轮同轴线,限位槽的内圈半径小于存放槽的内圈半径,其中的一个第三连接块上固定有水平的第四电动伸缩杆,第四电动伸缩杆与第四电机的轴线垂直,第四电动伸缩杆的输出轴上固定有竖直的齿条,齿条位于不完全齿轮的一侧。
15、进一步的,所述打磨组件包括固定在工作台底部的第五电机,第五电机的输出轴贯穿工作台的台面固定有第一打磨块。
16、进一步的,所述第一打磨块的上端开设有滑槽,滑槽内滑动设有竖直的滑动轴,滑动轴与滑槽之间固定连接有第三弹簧,滑动轴的上端固定有竖直的打磨片。
17、所述滑槽的两侧均固定有第二竖直板,第二竖直板的上方垂直固定有第二打磨块,打磨片位于两个第二打磨块之间,工作台的台面上方固定有两个竖直的驱动条。
18、一种电机壳体的成型方法,应用于上述的成型装置,所述成型方法包括如下步骤:
19、s1:对筒状壳体进行初步打磨,并对其进行上料;
20、通过将两个锥形块分别调节至待上料的筒状壳体两端,然后将两个锥形块插入筒状壳体的两端,通过控制轮毂上的橡胶圈接触平面,通控制轮毂平移,确保限位条卡入两个金属片之间。
21、通过将筒状壳体移动至打磨片的上方,通过控制壳体零件移动,使得相应金属片的下侧与第二打磨块接触,同时打磨片的上侧与筒状壳体的外壁接触,通过启动第三电机控制筒状壳体进行小幅度的往复运动,对金属片的外侧与筒状壳体的外壁的打磨,通过其中的一个第一电动伸缩杆伸长另一个第一电动伸缩杆缩短,调节沿筒状壳体轴线方向的打磨位置,通过对筒状壳体进行抬升并控制其进行旋转调整沿筒状壳体圆周方向的打磨位置。
22、通过将打磨片调节至与金属片的一侧相贴,通过其中的一个第一电动伸缩杆伸长另一个第一电动伸缩杆缩短,打磨金属片的侧面。
23、通过将筒状壳体放入其中的一个放置槽内,实现对筒状壳体的上料。
24、s2:切割;
25、控制筒状壳体移动,使其一端进入另一个放置槽预设长度,通过圆盘锯对筒状壳体进行锯切,直至将筒状壳体进行切断,切出的预设长度的筒状壳体为壳体零件。
26、s3:对壳体零件的一端进行打磨,同时继续执行s2将剩余的筒状壳体进行切断;
27、通过启动相应的夹臂将壳体零件移动至第一打磨块的一侧,通过启动第五电机控制第一打磨块转动至与壳体零件的端部平行,通过启动相应的第一电动伸缩杆控制壳体零件的端部与第一打磨块接触,通过启动第三电机控制壳体零件转动,实现对壳体零件一端端部的打磨,通过启动第五电机控制第一打磨块转动预设角度,通过启动第一电动伸缩杆控制壳体零件上的金属片一端边角与第一打磨块接触,启动第三电机控制壳体零件转动对金属片打磨倒角。
28、打磨完成后,通过启动相应的夹臂将壳体零件放置在存放槽内,通过启动相应的第一电动伸缩杆使得相应的锥形块向远离壳体零件一侧移动,在限位槽的阻挡下,锥形块从壳体零件上拔出,壳体零件落入存放槽内,控制齿条与不完全齿轮啮合,通过启动第四电机控制存放槽转动,同时带动支撑板向下移动,当存放槽转动半圈后,存放槽内的壳体零件倒落至支撑板上,继续控制不完全齿轮转动,使得存放槽转动至向上,转动的过程中不完全齿轮与齿条脱离。
29、当筒状壳体全部切断后,开始对存放箱内筒状壳体未打磨的一端进行打磨,具体操作如下:
30、控制齿条与不完全齿轮脱离,控制存放槽转动一圈,使得最上层的一个壳体零件进入存放槽内。
31、通过启动相应的夹臂控制相应的锥形块插入壳体零件已打磨的一端,同时控制相应的限位条卡入两个相邻的金属片之间,然后对壳体零件的未打磨的一端进行打磨。
32、通过本发明提出的一种电机壳体成型装置及其成型方法能够带来如下有益效果:
33、1、本发明成型装置通过设置两个夹臂,既能实现对筒状壳体和壳体零件的转运,又能够辅助打磨组件完成对金属片、筒状壳体外壁以及壳体零件端部的打磨,能够实现一机多用,降低设备成本;
34、2、本发明成型装置能够通过一个夹臂对配合打磨组件对壳体零件一端进行打磨的同时通过另一个夹臂辅助切割组件对剩余的筒状壳体进行切割,提高了生产效率;
35、3、本发明成型装置中的存放箱能够逐一存取壳体零件,能够在夹臂繁忙时存入打磨未完成的壳体零件,在夹臂闲置时将打磨未完成的壳体零件取出继续进行打磨,能够保证两个夹臂的持续化运行;
36、4、本发明成型装置在锯切时,可以在切割一定深度后控制圆盘锯从筒状壳体上拔出,通过启动第三电机控制筒状壳体旋转一定角度后再继续进行锯切,避免因锯切时圆盘锯插入筒状壳体过深导致的圆盘锯与筒状壳体之间的摩擦力过大的问题,起到了节约电能的作用。
- 还没有人留言评论。精彩留言会获得点赞!