一种碳纤维缠绕式永磁电机转子及其制造设备、工艺的制作方法
本发明涉及永磁电机转子装配的,具体而言,涉及一种碳纤维缠绕式永磁电机转子及其制造设备、工艺。
背景技术:
1、表贴式高速永磁电机转子在永磁体外表面上必须设置保护套,保护套主要分为高强度的非导磁金属保护套和碳纤维等高强度纤维缠绕保护套。金属护套的优点是金属护套易于车削、磨削从而达到精度非常高的内外圆度,并且金属护套装配简单,缺点是重量较大;碳纤维缠绕护套的优点是材料重量轻、强度高,缺点是由于碳纤维材料导热系数较低,内部的涡流热难以导出,从而导致转子温升较高,对永磁体影响较大。
2、并且,通常的碳纤维缠绕工艺是,将磁钢贴附于转轴表面后,在磁钢形成的圆周表面缠绕涂覆粘胶的碳纤维绳或碳纤维布条,碳纤维绳或碳纤维布条缠绕后,容易出现表面局部厚度不均匀,产生不平衡量,现有的不平衡量消除方法包括,在粘胶未固化时滚压碳纤维圆柱面,但滚压的方式难以形成高精圆度的圆柱面,或者在粘胶固化后车削、打磨碳纤维圆柱面,但车削和打磨都会造成碳纤维断丝,碳纤维的结构强度遭到破坏。
技术实现思路
1、本发明的目的是提供一种碳纤维缠绕式永磁电机转子及其制造设备、工艺,采用合金护套和碳纤维护套的组合方式,解决了金属护套重量较大、碳纤维护套导热系数较低以及碳纤维护套表面局部厚度不均的问题。
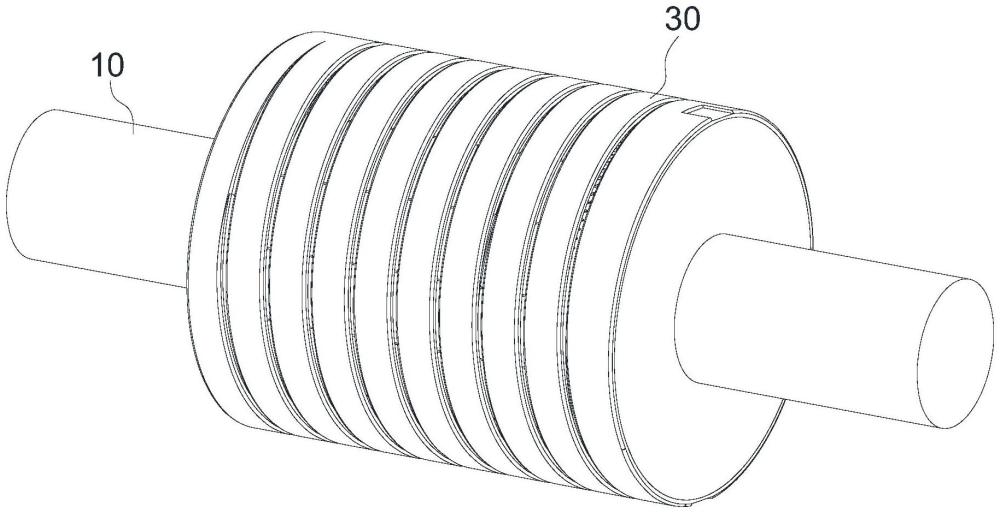
2、第一方面:本发明提供一种碳纤维缠绕式永磁电机转子,包括转子铁芯、磁钢层和合金护套,转子铁芯配置有一对轴肩,该对轴肩之间配置有表贴柱,磁钢层贴附于表贴柱表面;合金护套的两端分别套接于该对轴肩的圆周表面,磁钢层外圆面、合金护套的内圆面与该对轴肩合围形成碳纤维空腔。
3、合金护套的外圆周表面开设有螺旋槽,螺旋槽与碳纤维空腔连通;碳纤维空腔内配置有碳纤维护套,碳纤维护套由浸胶后的碳纤维线束从螺旋槽伸入碳纤维空腔内缠绕而成;碳纤维护套的内圆面与磁钢层粘接连接,碳纤维护套的外圆面与合金护套粘接连接。
4、在本发明的一实施例中,碳纤维护套包括若干环向缠绕层和轴向加固层,轴向加固层分布于相邻的两环向缠绕层之间。
5、环向缠绕层由碳纤维线束沿磁钢层的外圆周面螺旋往复缠绕形成,轴向加固层由碳纤维线束沿表贴柱的轴线方向直线往复缠绕形成。
6、在本发明的一实施例中,该对轴肩与相邻的表贴柱端部之间分别配置有台阶环,台阶环的外圆周表面环向阵列分布有若干勾部,勾部用于定位碳纤维线束的端部以及用于定位直线往复缠绕的碳纤维线束的两端;勾部的开口朝向与其相邻的轴肩,开口用于挂碳纤维线束。
7、在本发明的一实施例中,在台阶环的外圆周表面上,相邻的两勾部之间配置有直线往复引线通道,勾部的端部与相邻的轴肩之间配置有回程引线通道,直线往复引线通道与回程引线通道导通。
8、第二方面:本发明提供一种用于制造碳纤维缠绕式永磁电机转子的制造设备,包括引线针、直线往复驱动件、第一旋转驱动件和第二旋转驱动件,引线针的端部配置有用于引导碳纤维线束的穿线孔,引线针用于伸入螺旋槽且将碳纤维线束引入碳纤维空腔内。
9、第一旋转驱动件用于驱动转子铁芯旋转。
10、第二旋转驱动件用于驱动合金护套旋转。
11、直线往复驱动组件平行于表贴柱分布,直线往复驱动组件用于驱动引线针沿表贴柱的轴线做直线往复运动。
12、优选的,引线针和直线往复驱动件之间配置有支座,支座用于可拆卸地连接引线针,引线针与支座之间配置有弹性件。
13、支座上配置有用于张紧碳纤维线束的张紧轮。
14、第三方面:本发明提供一种用于制造碳纤维缠绕式永磁电机转子的制造工艺,本制造工艺使用上述制造设备,并包括以下步骤:
15、a10,将磁钢层贴附于转子铁芯的表贴柱表面,将合金护套套接于轴肩,合金护套覆盖磁钢层;
16、b10,将碳纤维线束做浸胶处理,使碳纤维线束表面呈涂覆粘胶的状态;
17、b20,将碳纤维线束穿过引线针的穿线孔,将引线针的端部伸入合金护套的螺旋槽中,再将碳纤维线束的端部打结后从合金护套的螺旋槽伸入,并使打结后的碳纤维线束的端部套接于勾部;
18、c10,碳纤维线束的螺旋往复缠绕;第一旋转驱动件驱动转子铁芯旋转,旋转的转子铁芯从引线针的穿线孔中抽出碳纤维线束,碳纤维线束缠绕于磁钢层表面,转子铁芯转动圈数等于碳纤维线束缠绕磁钢层表面的圈数;第一旋转驱动件工作的同时,直线往复驱动件驱动引线针沿转子铁芯的轴线做直线运动,从而形成碳纤维线束的螺旋缠绕;引线针直线运动的同时,第二旋转驱动件驱动合金护套旋转,从而使合金护套的螺旋槽时刻对准引线针;当引线针回程时,第二旋转驱动件驱动合金护套做反向旋转运动;
19、c20,碳纤维线束的直线往复缠绕;步骤c20包括以下步骤,
20、c21,第一旋转驱动件制动,直线往复驱动件驱动引线针做直线运动,同时第二旋转驱动件驱动合金护套转动,从而驱动合金护套的螺旋槽适配引线针的直线运动;当引线针回程时,第二旋转驱动件驱动合金护套做反向旋转运动;
21、c22,当引线针的端部从直线往复引线通道进入回程引线通道后,第一旋转驱动件驱动转子铁芯转动角度a,使其对准引线针回程的下一直线往复引线通道,从而将碳纤维线束张紧于勾部上。
22、进一步的,步骤c10中,碳纤维线束的螺旋往复缠绕时,引线针的往返限位端设置为磁钢层的两端;步骤c20中,碳纤维线束的直线往复缠绕时,引线针的往返限位端设置为回程引线通道的中部;步骤20中,引线针从勾部一侧的直线往复引线通道进入回程引线通道后,引线针从同一勾部另一侧的直线往复引线通道回程。
23、进一步的,在步骤c10中,直线往复驱动件驱动引线针n次往复运动,从而形成碳纤维线束的n层斜向交叉重叠的螺旋往复缠绕,n=2n,n≥2。
24、进一步的,还包括步骤d01,清理螺旋槽内溢胶;
25、从支座上拆卸下引线针,并安装一刮胶刀,刮胶刀抵接于合金护套的螺旋槽内;
26、第一旋转驱动件制动,直线往复驱动件驱动刮胶刀做直线运动,同时第二旋转驱动件驱动合金护套转动,从而清理螺旋槽内溢出的粘胶。
27、本发明的技术方案至少具有如下优点和有益效果,
28、1、对磁钢层进行保护的护套采用合金护套和碳纤维护套的组合方式,碳纤维护套由浸胶后的碳纤维线束从螺旋槽伸入碳纤维空腔内缠绕而成,碳纤维护套的内圆面与磁钢层粘接连接,碳纤维护套的外圆面与合金护套粘接连接;由此,保留了合金护套高精内外圆度的优点,同时通过碳纤维线束表面的粘胶将磁钢层、碳纤维线束、合金护套相互粘接,从而装配简单;并且同等结构强度下,通过采用重量轻、强度高的碳纤维材料降低了合金护套的厚度,从而降低了合金护套的重量;
29、2、合金护套的螺旋槽能提升碳纤维护套的散热能力;具体的,当电机转子高速旋转时,螺旋槽推动气流旋动,从而将碳纤维护套的较高热量带走,从而提升碳纤维护套的散热能力;
30、3、以合金护套的螺旋槽作为引线针和碳纤维线束的入口,将碳纤维线束缠绕形成碳纤维护套,由此达到了以合金护套的高精内圆度内壁为限定空间的目的,直接消除了碳纤维护套厚度不均匀的问题,从而避免了需要滚压、车削或打磨碳纤维圆柱面的工序,减少工序,提升加工效率,并且保证了碳纤维的圆度,还避免了车削或打磨造成碳纤维断丝。
- 还没有人留言评论。精彩留言会获得点赞!