一种PCB结构及其制作方法,以及一种电子设备与流程
一种pcb结构及其制作方法,以及一种电子设备
技术领域
1.本发明涉及印制电路板(pcb)技术领域,尤其涉及一种pcb结构及其制作方法,以及一种电子设备。
背景技术:
2.pcb(印制电路板)是ict行业电子产品中非常重要和关键的元件之一,承担系统中不同元器件(包括芯片、电容、电阻等)的物理支撑和元件之间信号传输的作用。元器件在安装到pcb上时,多需要经过回流焊接,通过把无铅焊料熔融将元器件与pcb表面的焊盘焊接到一起。而在pcb的回流焊接过程中,pcb一般会因为受热发生翘曲、变形,板面的平整性变差,即翘曲度变大。而随着ict行业系统越来越复杂,所使用芯片封装尺寸越来越大、重量越来越重、焊球数量越来越多,芯片焊接位置的pcb局部区域,对pcb的翘曲度更加敏感。因此如何提升pcb板的刚性,降低pcb板在回流焊后的翘曲度成为了行业的研发重点。
技术实现要素:
3.本发明所要解决的技术问题在于提供一种pcb结构,通过增加热胀系数小的第二芯板设计,以提升pcb结构的整体刚性,解决pcb结构在回流焊接过程中的翘曲问题。
4.为了实现上述目的,本发明实施方式提供如下技术方案:
5.第一方面,本发明供了一种pcb结构,包括层叠设置的第一芯板、粘结层和第二芯板,所述第二芯板和所述第一芯板之间通过所述粘结层粘结,所述第二芯板的热胀系数小于所述第一芯板的热胀系数,所述第一芯板的表面设有金属层,所述粘结层和所述第二芯板之间无金属层。这里的第一芯板和第二芯板即为覆铜板,是以树脂胶液和玻璃纤维布为原材,通过预浸、预烘干、加热、加压等操作,在其最外层的一面或者两面覆以铜箔的板状复合结构。粘接片即为半固化片,它是将脱脂处理后的玻璃纤维布浸以树脂胶液,然后预烘干形成的薄片,其作用在于将不同的覆铜板进行粘结,如实施例中提到的第一芯板和/或第二芯板。可以理解的是,pcb结构即为一个第一芯板以及一个第二芯板层叠设置粘结而成,不同于传统方案中的设计在于,本实施例中的pcb结构中的覆铜板除了第一芯板以外,还包括热胀系数小于第一芯板的第二芯板。可以理解的是,由于第二芯板的热胀系数小于第一芯板的热胀系数,在回流焊接的工艺中,第一芯板和第二芯板吸收热量发生变形时,由于第二芯板的膨胀量要小于第一芯板的膨胀量,由于第二芯板与第一芯板粘结为一体,这样膨胀量小的第二芯板就会抑制膨胀量大的第一芯板,进而降低整个pcb结构的膨胀量,以降低回流焊带来的翘曲形变。对于本技术的第二芯板而言,其设计的目的在于改善pcb结构的热胀性能及刚性,通过粘结层将第一芯板和第二芯板合为一体,这样当第一芯板受热膨胀发生形变时,能够被与其粘结的第二芯板有效抑制。可以理解的是,第二芯板与第一芯板接粘结范围越大,对应第二芯板的改善效果越明显。同时,还需要说明的是,实施例中的电路图形的制作是通过对覆铜板上的铜箔进行选择性的蚀刻,以得到需要的电路图形。本技术中的第一芯板和第二芯板的原材都是覆铜板结构,其表面设有铜箔,目的是通过选择性蚀刻在
铜箔上得到需要的电路图形,而对于本技术的实施例而言,第二芯板设计的目的是改善整个pcb结构的热胀性能和刚性,不需要参与pcb结构中的电路设计。因此对于第二芯板而言,对该覆铜板的表面进行化学清洗,贴膜曝光、显影蚀刻等加工,来去除表面的铜箔,从而确保第二芯板上没有电路层。这样设计的优点在于让第一芯板和第二芯板功能明确,避免第二芯板残留的铜箔对第一芯板中的电路层造成影响。这里将第二芯板表面的铜箔进行全部蚀刻的另一个原因在于降低第二芯板上铜箔会变相拉高pcb结构的整体热胀系数,对pcb结构整体热胀性能的影响。
6.在一种可能的实施方式中,所述第二芯板的膨胀系数小于或等于10ppm/℃,所述第一芯板的膨胀系数的范围是15ppm/℃到20ppm/℃。实施例中,第一芯板属于常规的覆铜板,其热胀系数一般介于15ppm/℃到20ppm/℃。而对于实施例中的第二芯板,其设计目的在于调整整个pcb结构的热胀性能,出于这方面的考虑,第二芯板的热胀系数就小于或等于10ppm/℃。
7.在一种可能的实施方式中,所述第二芯板的弹性模量大于或等于25gpa。实施例中让第二芯板的弹性模量大于或等于25gpa,以增强第二芯板的刚性,这样当pcb结构受热发生热胀时,具有更高弹性模量的第二芯板其形变量会更小,对于整个pcb结构而言,由于较高弹性模量的第二芯板存在,pcb结构的整体刚性都会得到提升。可以理解的是,当第二芯板的弹性模量大于或等于25gpa时,第二芯板对整个pcb结构的刚性才有明显的提升。
8.在一种可能的实施方式中,所述第二芯板的厚度范围是0.3mm到1mm。实施例中,第二芯板的作用在于改善整个pcb结构的热胀性能和弹性模量,如果第二芯板的厚度过低,例如小于0.3mm,会导致改善作用不够明显,无法对整个pcb结构的热胀性能做出调整;如果厚度过大,最直接的影响就是导致pcb结构整体厚度的增加,可以理解的是,对于第二芯板的作用仅限于改善pcb结构的热胀性能和弹性模量,并不参与电路布局,因此如果第二芯板的厚度过大,例如超过1mm,则必然会导致pcb结构的厚度增大,不利于小型化的设计。
9.在一种可能的实施方式中,所述第二芯板包括第一面和第二面,所述第一芯板的数量和所述粘结层的数量均为两个,其中一个所述粘结层层叠设置在所述第一面和其中一个所述第一芯板之间,另一个所述粘结层层叠设置在所述第二面和另一个所述第一芯板之间。本实施方式中,第二芯板被两个第一芯板所夹设,且在第二芯板与第一芯板之间通过粘结层进行粘结,这样的设计确保了第二芯板的第一面和第二面都与第一芯板粘结,确保第二芯板有效的抑制其两侧的第一芯板的热胀形变,进而改善整个pcb结构的热胀性能。
10.在一种可能的实施方式中,所述粘结层全面覆盖所述第一面和所述第二面。第二芯板是通过粘结层与两侧的第一芯板粘结为一个整体,第二芯板就是通过粘结力来抑制两侧第一芯板的热胀形变,当粘结层全面覆盖所述第一面和所述第二面时,能够确保相同尺寸下,粘结力的最大化,有利于第二芯板对第一芯板热胀形变的影响;同时,粘结力的增强也能够避免不同层结构之间的开裂现象。
11.在一种可能的实施方式中,所述第一芯板的数量为多个,多个所述第一芯板层叠设置,且对称分布在所述第二芯板的两侧。实施例中的第二芯板的数量为一个,对应的第一芯板的数量为多个,由于第二芯板热胀系数和弹性模量不同于第一芯板,这里将第二芯板设于整个pcb结构的最中心,让多个第一芯板对称的设置在该第二芯板的两侧,能够降低回流焊工艺带来的应力集中的影响,并改善整个pcb结构的翘曲问题。
12.在一种可能的实施方式中,所述pcb结构包括中心层,所述第二芯板的数量为多个,多个所述第二芯板对称分布在所述中心层的两侧。实施方式中,pcb结构包括一个中心层,该中心层,可以是第一芯板也可以是第二芯板,具体的情况根据实际需要进行选择。实施例中第二芯板的作用在于改善整个pcb结构的热胀性能及刚性,所以在pcb结构中有选择的增加第二芯板时,不管pcb结构的中心层是第一芯板还是第二芯板,优选的多个第二芯板需要对称分布。对称分布的第二芯板的好处在于能够更加有效地改善pcb结构的热胀性能及刚性,同时也能够缓解应力集中的问题。在现有的多层pcb结构中多选用同种热胀系数的覆铜板,这种设计的目的在于降低不同覆铜板之间因热胀变形带来的应力问题,而对于本技术而言,所要克服的问题pcb板的受热后的翘曲,因此在引入不同热胀系数的第二芯板后,就需要尽可能的降低不同热胀系数带来的应力问题。这里的对称分布能够将第一芯板和第二芯板之间的应力有效均摊,避免了应力集中于pcb结构中某一区域。
13.在一种可能的实施方式中,所述第二芯板的数量为奇数时,所述pcb结构的中心层为所述第二芯板。在该实施例中,第二芯板的数量为奇数,例如3、5等等,此时为了确保第二芯板在pcb结构中的对称分布,对应pcb结构的中心层为第二芯板,位于中心层的第二芯板的两侧为通过粘结层粘结设置的第一芯板。
14.在一种可能的实施方式中,所述第二芯板的数量为偶数时,所述pcb结构的中心层为所述第一芯板或者粘结层,多个所述第二芯板对称分布在所述中心层的两侧。实施例中的第二芯板的数量为偶数,例如2/4/6等等,此时为了确保第二芯板在pcb结构中的对称分布,对应pcb结构的中心层为第一芯板或者粘结层。当中心层为第一芯板时,在该第一芯板两侧分别设有通过粘结层粘结设置的第二芯板,然后在第二芯板的外侧又设有通过粘结层粘结设置的第一芯板,以确保每个第二芯板都被两个第一芯板夹设。当中心层为粘结层时,该粘结层的两侧分别设置第一芯板,在该第一芯板的外侧又设有通过粘结层粘结设置的第二芯板,同时在该第二芯板的外侧又设有通过粘结层设置的第一芯板,以确保每个第二芯板都被两个第一芯板夹设。
15.在一种可能的实施方式中,所述第二芯板在所述pcb结构的厚度占比大于或等于10%。实施例中决定pcb结构厚度的主要包括第一芯板的厚度,第二芯板的厚度以及粘结层的厚度。对于整个pcb结构而言,承担高速电路工作的是第一芯板,因此多个第一芯板是整个pcb结构的主体部分,第二芯板作为调整pcb结构热胀性能以及刚性的中间层结构,起到辅助作用。因此对于整个pcb结构而言,第二芯板的厚度在pcb结构中的厚度占比要小于第一芯板的厚度占比,但是为了确保第二芯板对整个pcb结构热胀性能以及刚性的改善,这里第二芯板在pcb结构的厚度占比要大于或等于10%,如果低于该占比,则导致第二芯板的改善作用不明显,无法克服pcb结构在回流焊工艺后的翘曲问题。这里需要说明的是,实施例中不管第二芯板的数量是一个还是多个,这里的厚度占比是指所有第二芯板在整个pcb结构中的厚度占比。
16.在一种可能的实施方式中,所述第二芯板的表面设有微突结构,所述微突结构用于增加第二芯板和粘结层之间结合力。实施方式中微突结构的设计目的在于提升第二芯板与粘合层之间的接触面积,以此增加第二芯板和粘结层之间结合力,避免翘曲开裂的情形。
17.在一种可能的实施方式中,所述第二芯板包括边缘区域和中心区域,所述边缘区域包围所述中心区域,所述微突结构在所述边缘区域的分布密度大于所述微突结构在所述
中心区域上的分布密度。实施方式中,微突结构主要分布在第二芯板的边缘区域,提升压合过程中边缘区域的结合力。可以理解的是,对于pcb结构而言,发生翘曲变形的位置多发生在板材的边缘位置,本实施例通过增加第二芯板在边缘区域处微突结构的分布密度,以使边缘区域第二芯板与粘结层的接触面进一步增加,提升二者之间的粘合力,避免出现翘曲开裂的情形。
18.第二方面,本发明还提供一种pcb结构的制作方法,包括以下步骤:提供第一芯板,所述第一芯板为覆铜板,对所述第一芯板上的铜箔进行蚀刻,得到电路层;提供第二芯板,所述第二芯板为覆铜板,将所述第二芯板上的铜箔蚀刻掉,使得所述第二芯板的表面无电路层,且所述第二芯板的热胀系数小于所述第一芯板的热胀系数;利用粘结层,将所述第一芯板和/或所述第二芯板进行压合粘结。实施例中的第一芯板和第二芯板都是以树脂胶液为原材,在添加玻璃纤维布后,通过预烘干、加热、加压等操作,在其最外层的一面或者两面覆以铜箔的板状复合结构。与传统pcb结构制作工艺相同的是,都是采用了粘接片(半固化片),通过高温压机,将层叠设置的多个第一芯板和至少一个第二芯板进行压合,以得到需要的pcb结构。不同之处在于所述第二芯板的热胀系数小于所述第一芯板的热胀系数,这样就可以通过第二芯板改善整个pcb的热胀性能和刚性,以得到能克服回流焊导致翘曲的pcb结构。同时在制作第一芯板的过程中,通过对第一芯板上的铜箔进行蚀刻,得到电路层,而在制作第二芯板时,则将所述第二芯板上的铜箔蚀刻掉,确保第二芯板的表面无电路层,该工艺操作的目的一方面是为了避免增设第二芯板对原有第一芯板电路布图的影响,同时将第二芯板上的铜箔蚀刻掉,有助于进一步降低第二芯板的热胀系数。
19.第三方面,本发明还提供一种电子设备,该电子设备包括元器件和上述的pcb结构,所述pcb结构包括焊盘,所述元器件焊接于所述焊盘上。这里的元器件可以是芯片、电容、电阻等器件,焊盘是指在pcb结构最外侧的金属层所露出的焊接结构,在金属层的蚀刻加工过程中,一方面会根据电路布图的需要进行蚀刻,同时也会根据电路布图的设计为元器件提供合适的焊盘,以实现元器件与电路的匹配。这些元器件通过设置在pcb结构表面的焊盘与pcb结构进行焊接,从而实现元器件与pcb结构的固定安装。实施例中元器件通过回流焊的方式与pcb结构的进行焊接,相比于传统的pcb结构在回流焊接后会因为覆铜板的热胀导致翘曲变形,引发脱焊的风险,本技术所提供的电子设备,其pcb结构中设有改善热胀性能的第二芯板,能够克服pcb结构在回流焊接后的翘曲问题。
附图说明
20.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是本发明一个实施例中电子设备的结构示意图;
22.图2是现有技术中pcb结构的翘曲示意图;
23.图3是本发明实施例中第一种pcb结构的剖视图;
24.图4是本发明实施例中第二种pcb结构的剖视图;
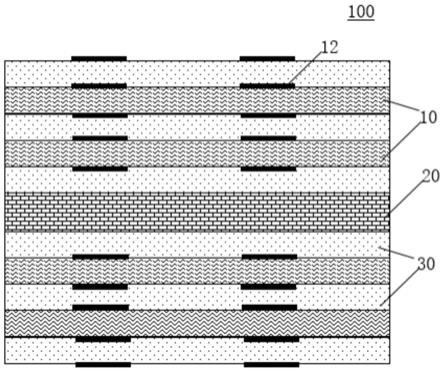
25.图5是本发明实施例中第三种pcb结构的剖视图;
26.图6是本发明实施例中第四种pcb结构的剖视图;
27.图7是现有技术和本技术实施例中的pcb结构的性能对比图;
28.图8是现有技术和本技术实施例中的pcb结构的翘曲度最大值的对比图;
29.图9是现有技术和本技术实施例中的pcb结构的翘曲度波动的对比图;
30.图10a是现有技术中pcb结构在30℃时测试云图;
31.图10b是现有技术中pcb结构在250℃时测试云图;
32.图10c是现有技术中pcb结构在130℃时测试云图;
33.图11a是本技术中pcb结构在30℃时测试云图;
34.图11b是本技术中pcb结构在250℃时测试云图;
35.图11c是本技术中pcb结构在130℃时测试云图;
36.图12是本发明提供的一种第二芯板的剖视图;
37.图13是本发明提供的一种第二芯板的俯视图;
38.图14是本发明提供的一种pcb结构制作的流程图。
具体实施方式
39.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚地描述。
40.在本发明中,术语“第一”、“第二”等的使用在于区分不同的装置、组件或者组成部分,并非用于表明或者暗示所指示装置、组件或者组成部分的相对重要性和数量。除非另有说明,“多个”的含义为两个或者两个以上。
41.图1是本技术所提供的pcb结构100在一个电子设备200中的具体应用,这里的电子设备200可以是收音机、播放器、通话设备、计算机等电子产品。在该应用场景中,pcb结构100用于承担电子设备200中不同元器件110的物理支撑和信号传输的作用,图1是以芯片作为具体的元器件110对pcb结构100和元器件之间安装关系进行说明。如图1所示,在pcb结构100的一侧表面上设有焊盘120,这里的焊盘120是指在pcb结构外侧金属层(图中未示出)所形成的焊接结构,在金属层的蚀刻加工过程中,一方面会根据电路布图的需要进行蚀刻,同时也会根据电路布图的设计为元器件提供合适的焊盘,以实现元器件与电路的匹配。芯片(元器件110)以回流焊的方式焊接在焊盘120上,从而实现pcb结构100上芯片(元器件110)的安装。在具体实施过程中,是在元器件110对应的封装底板115和pcb结构100上的焊盘120相对的表面涂覆无铅焊料150,然后利用回流焊工艺将无铅焊料150熔融,接着冷却凝固以完成固定安装。
42.在将芯片以回流焊的方式安装于pcb结构的工艺过程中,如图2所示,传统的pcb结构300会因为局部受热发生膨胀、翘曲变形,导致pcb结构300和封装板115之间出现开焊和连锡现象,进而影响整个电子设备性能的稳定性。
43.针对上述问题,如图3所示,本技术提供一种pcb结构100,该pcb结构100包括层叠设置的第一芯板10、粘结层30和第二芯板20,第二芯板20和第一芯板10之间通过粘结层30粘结,第二芯板20的热胀系数小于第一芯板10的热胀系数,第一芯板10的表面设有金属层12,粘结层30和第二芯板20之间无金属层12。实施例中的pcb结构100是一个第一芯板10、一个粘结层30和一个第二芯板20依次层叠设置而成多层芯板结构,在每个第一芯板10和第二
芯板20之间通过粘结层30进行粘结,从而形成一个整体。这里的第一芯板10和第二芯板20即为覆铜板(copper clad laminate,ccl),是以树脂胶液和玻璃纤维布为原材,通过预浸渍、预烘干、加热、加压等操作,在其最外层的一面或者两面覆以铜箔的板状复合结构。粘接片30(prepreg,pp)即为半固化片,它是将脱脂处理后的玻璃纤维布浸以树脂胶液,然后预烘干形成的薄片,不同于覆铜板(第一芯板10和第二芯板20),粘接片30的两侧表面没有覆铜箔,粘接片30的作用在于将不同的覆铜板进行粘结,如实施例中提到的第一芯板10和/或第二芯板20。可以理解的是,覆铜板(第一芯板10和第二芯板20)即为表面黏结有铜箔的树脂基板,通过蚀刻技术,可以在铜箔上刻画出需要的电路布图,然后利用粘接片20,将带有不同电路布图的第一芯板10和/或第二芯板20进行粘结,再经过钻孔、电镀等工艺制作加工得到pcb结构100。
44.本实施例中,pcb结构100为一个第一芯板10以及一个第二芯板20层叠设置粘结而成,不同于传统方案,本技术的pcb结构100中的覆铜板除了第一芯板10以外,还包括热胀系数小于第一芯板10的第二芯板20。可以理解的是,由于第二芯板20的热胀系数小于第一芯板10的热胀系数,在回流焊接的工艺中,第一芯板10和第二芯板20吸收热量发生变形时,由于第二芯板20的膨胀量要小于第一芯板10的膨胀量,且第二芯板20与第一芯板10粘结为一体,这样膨胀量小的第二芯板就会抑制膨胀量大的第一芯板,进而降低整个pcb结构的膨胀量,以降低回流焊带来的翘曲形变。
45.可以理解的是,在pcb结构100的制作中,主要包括了三种基材:第一芯板10、第二芯板20和粘接片30。其中第一芯板10和第二芯板20都是覆铜板,即将玻璃纤维布浸以某种树脂胶液,与之烘干后制成预浸渍材料(粘接片30),然后再根据一定的厚度要求将多个预浸渍材料叠合在一起,在其最外层的一面或者两面覆以铜箔,经过加热、加压固化形成的板状复合材料。采用玻璃纤维布制成的覆铜板具有良好的电气性能,并且工作温度较高,满足高速电路的工作要求。同样的,粘接片30是经过脱脂处理的玻璃纤维布浸以某种树脂胶液、预烘干后制成预浸渍材料的薄片,在其两侧表面不覆以铜箔。对比第一芯板10、第二芯板20以及粘接片30制作的方式可以看出,第一芯板10和第二芯板20可以理解为pcb结构100的主体层,而粘结片30则是这些主体层之间的连接层(起到粘结作用)。这里需要说明的是,这里以第一芯板10为例,在其制作过程,为了提升铜箔和树脂材料之间的黏合作用,通常会对黏合面进行微蚀和氧化处理(也称棕化处理)以得到微观粗糙的黏合面。
46.在本实施例中,电路层12的制作是通过对覆铜板上的铜箔进行选择性的蚀刻以得到。本技术中的第一芯板10和第二芯板20的原材都是覆铜板结构,其表面设有铜箔,目的是通过选择性蚀刻在铜箔上得到需要的电路图形,但对于本技术的实施例而言,第二芯板20设计的目的是改善整个pcb结构100的热胀性能,不需要参与pcb结构100中的电路设计。因此对于第二芯板20而言,对该覆铜板的表面进行化学清洗,贴膜曝光、显影蚀刻等加工,来去除表面的铜箔,从而确保第二芯板20上没有电路层12。这样设计的优点在于让第一芯板10和第二芯板20功能明确,避免第二芯板20残留的铜箔对第一芯板10中的电路层12造成影响。这里将第二芯板20表面的铜箔进行全部蚀刻的另一个原因在于,避免第二芯板20上铜箔对pcb结构100的整体热胀系数的影响,可以理解的是,铜箔的热胀系数相对于覆铜板的热胀系数大,因此为了降低pcb结构100的整体热胀系数,就可以将不必要的铜箔去除掉。
47.在一个具体的实施例中,如图3所示,第二芯板20的热胀系数小于10ppm/℃。实施
例中,第一芯板10属于常规的覆铜板,出于pcb结构100电学性能的考虑,其热胀系数一般介于10ppm/℃到20ppm/℃,例如s7439hw型号材料制作的覆铜板其热胀系数约为12ppm/℃至14ppm/℃。而对于实施例中的第二芯板20,其设计目的在于调整整个pcb结构100的热胀性能,出于这方面的考虑,第二芯板20的热胀系数就需要小于或等于10ppm/℃。
48.在一个具体的实施例中,第二芯板20的弹性模量大于或等于25gpa。在该实施例中,让第二芯板20的弹性模量大于或等于25gpa,以增强第二芯板20的刚性,这样当pcb结构100受热发生热胀时,具有更高弹性模量的第二芯板20其形变量会更小,对于整个pcb结构100而言,由于较高弹性模量的第二芯板20存在,pcb结构100的整体刚性都会得到提升。可以理解的是,当第二芯板20的弹性模量大于或等于25gpa时,第二芯板20对整个pcb结构100的刚性才有明显的提升。
49.可以理解的是,对于pcb结构100的翘曲问题,主要有两个因素影响,一个是材料的热胀系数,还有一个就是材料的弹性模量。对于本技术的方案而言,由于pcb结构100的翘曲问题来源于回流焊接中的加热问题,因此温度变化导致材料发生热胀是翘曲问题的根本原因,因此首先本技术的实施方案中首先对第二芯板20的热胀系数进行限定。在该限定基础上,同时提升材料的弹性模量,以进一步降低受热后翘曲问题的发生。
50.在一种可能的实施方式中,第二芯板的厚度范围是0.3mm到1mm。实施例中,第二芯板的作用在于改善整个pcb结构的热胀性能和弹性模量,如果第二芯板的厚度过低,例如小于0.3mm,会导致改善作用不够明显,无法对整个pcb结构的热胀性能做出调整;如果厚度过大,最直接的影响就是导致pcb结构整体厚度的增加,可以理解的是,对于第二芯板的作用仅限于改善pcb结构的热胀性能和弹性模量,并不参与电路布局,因此如果第二芯板的厚度过大,例如超过1mm,则必然会导致pcb结构的厚度增大,不利于小型化的设计。
51.在一些可能的实施例中,如图4、图5和图6所示,第二芯板20包括第一面21和第二面22,第一芯板10的数量和粘结层20的数量均为两个,其中一个粘结层20层叠设置在第一面21和其中一个第一芯板22之间,另一个粘结层20层叠设置在第二面22和另一个第一芯板10之间。图4至图6所示的pcb结构100中,第二芯板20的数量分别是1个、2个和3个,对于不同实施例中数量不同的第二芯板20,每一个第二芯板20都是被两个第一芯板10进行夹设,且通过粘结层30进行粘结。对于本技术的第二芯板20而言,其设计的目的在于改善pcb结构100的热胀性能及刚性,为了更好的发挥其作用,优选的要将每个第二芯板20都夹设在不同的第一芯板10之间,这样当第一芯板10受热膨胀发生形变时,能够被与其粘结的第二芯板20有效抑制。可以理解的是,第二芯板20与第一芯板10粘结范围越大,对应第二芯板20的改善效果越明显,因此让每一个第二芯板20的第一面21和第二面22都与第一芯板10粘结,能够最大效益的发挥第二芯板20的改善作用。第二芯板20被两个第一芯板10所夹设,且在第二芯板20与第一芯板10之间通过粘结层20进行粘结,这样的设计确保了第二芯板20的第一面21和第二面22都与第一芯板10粘结,使得第二芯板20能有效的抑制其两侧的第一芯板10的热胀形变,改善整个pcb结构100的热胀性能。
52.在一个具体的实施例中,如图5所示,第一芯板10的数量为多个,多个第一芯板10层叠设置,且对称分布在第二芯板20的两侧。图5中pcb结构100的第二芯板20数量为一个,对应的第一芯板10的数量为多个,由于第二芯板20热胀系数和弹性模量不同于第一芯板10,这里将第二芯板20设于整个pcb结构100的最中心,让多个第一芯板10对称的设置在该
第二芯板20的两侧,能够降低回流焊工艺带来的应力集中的影响,并改善整个pcb结构100的翘曲问题。
53.一些具体的实施例中,如图5和图6所示,pcb结构100包括中心层50,第二芯板20的数量为多个,多个第二芯板20对称分布在中心层50的两侧。从图5以及图6中可以看出,第二芯板20的数量分别是2个和3个,对于数量不同的第二芯板20,实施例中第二芯板20在pcb结构100中总是关于中心层50对称分布。如图5中,第二芯板20的数量为2个,此时pcb结构100的中心层50为粘结层20,对应的2个第二芯板20对称分布在中心层50两侧。pcb结构可以理解的是,第二芯板20的作用在于改善整个pcb结构100的热胀性能及刚性,所以在多个第一芯板10之间有选择的增加第二芯板20时,优选的第二芯板20需要对称分布。对称分布的第二芯板20的好处在于能够更加有效地改善pcb结构的热胀性能及刚性,同时也能够缓解应力集中的问题。在现有的多层pcb结构100中多选用同种热胀系数的覆铜板,这种设计的目的在于降低不同覆铜板之间因热胀变形带来的应力问题,而对于本技术而言,所要克服的问题pcb结构100的受热后的翘曲,因此在引入不同热胀系数的第二芯板20后,就需要尽可能的降低不同热胀系数带来的应力问题。这里的对称分布能够将第一芯板10和第二芯板20之间的应力有效均摊,避免了应力集中于pcb结构100中某一区域。
54.在一些具体的实施例中,如图6所示,第二芯板20的数量为奇数时,pcb结构100的中心层为第二芯板20。图6对应3张第二芯板20,此时为了确保第二芯板20在pcb结构100中的对称分布,对应pcb结构100的中心层50为第二芯板20,属于中心层50的第二芯板20的两侧为通过粘结层30粘结设置的第一芯板10。
55.在一些具体的实施例中,如图5所示,第二芯板的数量为偶数时,pcb结构100的中心层50为第一芯板10或者粘结层30,多个第二芯板20对称分布在中心层50的两侧。实施例中的第二芯板的数量为偶数,例如2/4/6等等,此时为了确保第二芯板在pcb结构中的对称分布,对应pcb结构的中心层为第一芯板或者粘结层。如图5所示的实施例,pcb结构100的中心层为粘结层30,此时第二芯板20的数量为2个,这2个第二芯板20对称分布在作为中心层50的粘结层30的两侧。
56.为了更好的理解本技术技术方案的有益效果,下面就以三个具体的实施例进行说明,如图4、图5和图6所示,分别是第二芯板20数量为1张,2张和3张的情形。
57.如图4所示,该实施例中,pcb结构100包括4张第一芯板10和一张第二芯板20以及用于粘接第一芯板10和第二芯板20的6个粘结层30,其中该第二芯板20位于4张第一芯板10的中间两张之间,具体的,该pcb结构100自上而下依次为粘结层30、第一芯板10、粘结层30、第一芯板10、粘结层30、第二芯板20(中心层)、粘结层30、第一芯板10、粘结层30、第一芯板10、粘结层30。在该具体实施例中,第二芯板20采用的由8张2116玻璃纤维布压合而成,其热胀系数小于10ppm/℃且弹性模量大于或等于25gpa。对应的4张第一芯板10和6个粘结层30仍然使用m4s材料,属于常规的基材原料。
58.为了更好的看出本技术的有益效果,这里将不含第二芯板20的传统pcb结构和包含的第二芯板20的pcb结构100进行测试。如图7所示,图中柱状图分别代表了传统pcb结构(白色阴影)和申请文件提供的pcb结构(黑色阴影)的热胀系数与弹性系数数值图。通过图6可以看出,包含的第二芯板20的pcb结构100的热胀系数为11.66ppm/℃,弹性模量为26.27gpa。和不含第二芯板20的传统pcb结构对比,其热胀系数降低了约25%,弹性模量增
加了约14%。从而降低了整体pcb结构的cte,提高了整体pcb结构的刚度。
59.为了更好的说明该有益效果,下面使用shadow moire设备,实际测试相同外形尺寸(420mm*400mm)、相同芯片位置尺寸(75*60mm)两种pcb结构(包含第二芯板20的pcb结构100和不包含第二芯板20的传统pcb结构)的模拟回流焊接的热变形。如图8和图9所示,图8中的柱状图分别代表了传统pcb结构(白色阴影)和申请文件提供的pcb结构(黑色阴影)的翘曲度的最大值,图9中的柱状图分别代表了传统pcb结构(白色阴影)和申请文件提供的pcb结构(黑色阴影)的翘曲度波动。同时一并参阅图10a、图10b和图10c,其中图10a、图10b和图10c是不包含第二芯板20的传统pcb结构分别在30℃、250℃和130℃下的热变形示意图,图11a、图11b和图11c是包含第二芯板20的pcb结构100分别在30℃、250℃和130℃下的热变形示意图。这里选取30度、250度和130度的情形是为了还原回流焊过程中pcb结构100在升温后降温的变化。可以明显看出的是,具有第二芯板20的pcb结构100的翘曲度最大值比传统pcb结构的翘曲度最大值降低了42%,且翘曲度的波动也改善了22%。同时第二芯板20还改变了pcb结构与元器件(这里以芯片为例)投影区域对应翘曲度的变形方向(由上凸改变为下凹),使之能更好地和元器件形变进行匹配。
60.如图5所示,该实施例中,pcb结构100包括4张第一芯板10和2张第二芯板20以及用于粘接第一芯板10和第二芯板20的7个粘结层30,其中每一个第二芯板20都位于两张第一芯板10之间,且pcb结构100的中心层为粘结层30,具体的,该pcb结构100自上而下依次为粘结层30、第一芯板10、粘结层30、第二芯板20、粘结层30、第一芯板10、粘结层30(中心层)、第一芯板10、粘结层30、第二芯板20、粘结层30、第一芯板10、粘结层30。在该具体实施例中,第二芯板20采用的由8张2116玻璃纤维布压合而成,其热胀系数小于10ppm/℃且弹性模量大于或等于25gpa。对应的4张第一芯板10和7个粘结层30仍然使用m4s材料,属于常规的基材原料。通过第二芯板20的设计,能够极大的改善整个pcb结构100的热胀系数(降低)和弹性模量(增加)。
61.如图6所示,该实施例中,pcb结构100包括4张第一芯板10和3张第二芯板20以及用于粘接第一芯板10和第二芯板20的8个粘结层30,其中每一个第二芯板20都位于两张第一芯板10之间,且pcb结构100的中心层为第二芯板20,具体的,该pcb结构100自上而下依次为粘结层30、第一芯板10、粘结层30、第二芯板20、粘结层30、第一芯板10、粘结层30、第二芯板20(中间层)、粘结层30、第一芯板10、粘结层30、第二芯板20、粘结层30、第一芯板10、粘结层30。在该具体实施例中,第二芯板20采用的由8张2116玻璃纤维布压合而成,其热胀系数小于10ppm/℃且弹性模量大于或等于25gpa。对应的4张第一芯板10和8个粘结层30仍然使用m4s材料,属于常规的基材原料。通过三张第二芯板20的设计,能够极大的改善整个pcb结构100的热胀系数(降低)和弹性模量(增加)。
62.在上述的三个实施例中,pcb结构100的最外侧都是设有粘结层20,然后在粘结层20的外侧表面设有一层金属层12,这里金属层12的设计就是为焊盘的制作做准备。可以理解的是,在通常的pcb结构100的制作工艺中,板材最外侧都会附上一层粘结层20,一方面起到粘结最外侧金属层12的作用,另一方面是起到了节省成本的作用,如果最外层设计为第一芯板10,则成本制作上就会增加。
63.在一个具体的实施方式中,第二芯板20在pcb结构100的厚度占比大于或等于10%,第一芯板10的膨胀系数的范围是15ppm/℃到20ppm/℃。实施例中,第一芯板属于常规
的覆铜板,其热胀系数一般介于15ppm/℃到20ppm/℃。从图3可以看出,实施例中决定pcb结构100厚度的主要是第一芯板10的厚度,第二芯板20的厚度以及粘结层30的厚度。对于整个pcb结构100而言,承担高速电路工作的是第一芯板10(两侧覆有铜箔),因此多个第一芯板10是整个pcb结构100的主体部分,第二芯板20作为调整pcb结构热胀性能以及刚性的中间层结构,起到辅助作用。因此对于整个pcb结构而言,第二芯板的厚度在pcb结构中的厚度占比要小于第一芯板的厚度占比,但是为了确保第二芯板对整个pcb结构热胀性能以及刚性的改善,这里第二芯板在pcb结构的厚度占比要大于或等于10%,如果低于该占比,则导致第二芯板20的改善作用不明显,无法克服pcb结构100在回流焊工艺后的翘曲问题。
64.具体的,出于pcb结构100的设计考量,第二芯板20的厚度为0.3mm到1.0mm,pcb结构100中除去第二芯板20的厚度为2.0mm到3.6mm。在一个具体的实施例中,如图3所示,第二芯板20由八张2116玻璃纤维布压合而成厚度为0.8mm,对应4张第一芯板10和粘结层30的厚度为2.0mm,因此可以看出第二芯板20在整个pcb结构100中的厚度占比为28%。
65.可以理解的是,具体实施中4张第一芯板10的厚度并非保持一致,可以根据具体的需要,例如电路图形的设计,以及钻孔的需要进行相对厚度的选择,一般而言,常规的覆铜板包括0.1mm、0.2mm、0.3mm、0.5mm非标准规格和0.8mm、1.0mm、1.2mm、1.6mm、2.0mm等标准规格。
66.在一个具体的实施例中,如图12所示,第二芯板20的表面(第一面21和第二面22)设有微突结构25,微突结构25用于增加第二芯板20和粘结层30之间结合力。实施方式中微突结构25的设计目的在于提升第二芯板20与粘合层30之间的接触面积,以此增加第二芯板20和粘结层30之间结合力,避免翘曲开裂的情形。
67.具体的,如图13所示,第二芯板20包括边缘区域23(虚线外)和中心区域24(虚线内),边缘区域24包围中心区域23,微突结构25在边缘区域24的分布密度大于微突结构25在中心区域23上的分布密度。实施方式中,微突结构25主要分布在第二芯板20的边缘区域24,提升压合过程中边缘区域24的结合力。可以理解的是,对于pcb结构100而言,发生翘曲变形的位置多发生在板材的边缘位置,本实施例通过增加第二芯板20在边缘区域24处微突结构25的分布密度,以使边缘区域24处第二芯板20与粘结层30的接触面进一步增加,提升二者之间的粘合力,避免出现翘曲开裂的情形。
68.如图14所示,本技术还提供了一种pcb结构的制作方法,包括以下步骤:
69.s110,提供第一芯板,第一芯板为覆铜板,对第一芯板上的铜箔进行蚀刻,得到电路层;
70.其中,第一芯板即为常规的覆铜板,这里为了保证pcb结构的整体的电学性能,选用是以玻璃纤维布浸渍树脂胶液,然后表面覆以铜箔得到的板状基材,需要说明的是,这里提供的第一芯板适用于搭建整个pcb结构的电路布图,因此,需要对第一芯板上的铜箔进行蚀刻,从而得到合适的电路层。
71.s120,提供第二芯板,第二芯板为覆铜板,将第二芯板上的铜箔蚀刻掉,使得第二芯板的表面无电路层,且第二芯板的热胀系数小于第一芯板的热胀系数;
72.其中,这里的第二芯板也是由玻璃纤维布浸渍树脂胶液,然后表面覆以铜箔得到的板状基材。不同于第一芯板,实施例中的第二芯板的热胀系数小于第一芯板的热胀系数,目的在于改善整个pcb结构的热胀性能。需要说明的是,这里特意将第二芯板两侧的铜箔进
行全蚀刻是为了去除第二芯板两侧的铜箔,避免这些铜箔对第一芯板上的线路图形造成影响。在pcb结构的制作工艺中,第二芯板都是由现成的覆铜板进行加工,而这些覆铜板在购进时两侧表面已经覆有铜箔,因此为了避免该铜箔对第一芯板上线路图形的影响,需要将其蚀刻掉。具体的,第二芯板可以是由8张2116玻璃纤维布组成。
73.需要说明的是,步骤s110和步骤s120之间并不存在前后关系,二者可以选择性的先后进行也可以同时进行,具体情况可以根据加工需要选择。
74.s130,利用粘结层,将第一芯板和/或第二芯板进行压合粘结。
75.其中,粘结层是将脱脂处理后的玻璃纤维布浸以树脂胶液,然后预烘干形成的薄片,其作用在于将不同的覆铜板进行粘结。粘结层的作用在于将层叠相邻的覆铜板进行中粘结,可以是第一芯板和第二芯板之间的粘结,也可以是第一芯板和第一芯板之间的粘结,具体的粘结对象根据pcb结构实际堆叠的情况进行确定。
76.在具体的实施例中,在将多个第一芯板、至少一个第二芯板以及多层粘结层进行堆叠设置好以后,只需要通过高温压机压合形成一个完整的pcb结构,然后经过必要的钻孔、电镀、外层图形、阻焊、字符、表面处理、外形加工等加工步骤,获得pcb结构的成品。
77.下面将以图5所示的pcb结构100,对上述提供的pcb制作方法进行说明。
78.首先提供4张第一芯板10,该第一芯板10是由m4s材料制成的覆铜板,然后对第一芯板10两侧的铜箔进行蚀刻,以获得需要的电路图形12;
79.同样的,提供1张第二芯板20,该第二芯板20是由8张2116玻璃纤维布压合而成的覆铜板,具体的板材型号为mcl-e-705g,对应的得到的第二芯板20的热胀系数的范围是5ppm/℃到7ppm/℃,弹性模量范围是32gpa到34gpa。然后对覆铜板两侧的铜箔进行全蚀刻,从而确保第二芯板20两侧没有铜箔,避免了第二芯板20上铜箔的残留会影响到整个pcb结构100高速电路的正常运行。
80.然后将4张第一芯板10和1张第二芯板20进行层叠放置,其中第二芯板20放置在中心位置,与此同时,在每一个覆铜板(第一芯板或第二芯板)的两侧都设置粘结片30,一共六张,这样就形成了6张粘接片30、4张第一芯板10和1张第二芯板20构成的层叠结构。
81.接着利用热压机进行高温压合,以得到一块结构稳定的pcb结构。最后再对该pcb结构进行必要的钻孔、电镀、外层图形、阻焊、字符、表面处理、外形加工等加工步骤,获得最终的pcb结构成品。
82.可以理解的是,本技术所提供的pcb结构的制作方法不同于传统的制作方法的地方在于第二芯板的设计。通过在原有的第一芯板和粘结层构成的pcb结构中增加了热胀系数更小和弹性模量更大的第二芯板,从而改变了整个pcb结构的热胀系数和弹性模量。如图6所示的仿真实验数据,在没有添加第一芯板的传统pcb结构中,热胀系数为15.55ppm/℃,弹性模量为22.98gpa。通过在pcb结构的中心位置增加一张第二芯板后,得到的新的pcb结构的热胀系数为11.66ppm/℃,杨氏模量为26.27gpa。对比可知,pcb结构在增加第二芯板后,其热胀系数降低了约25%,弹性模量增加了约14%。从而降低了整体pcb结构的热胀系数,提高了整体pcb结构的刚度,避免了pcb结构在回流焊中发生翘曲而导致的开焊和连焊现象。
83.以上是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发
明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1