用于制造导体结构元件的方法和导体结构元件与流程
1.本发明涉及用于制造导体结构元件的方法和导体结构元件。
背景技术:
2.从现有技术已知各种部件安装技术,其也适用于具有嵌入式部件/功率半导体的结构。将安装好的部件埋设于介电层(预浸渍层)。这种方法例如从wo 2011/079918 a2是已知的,其公开了一种导体结构元件,在该导体结构元件中将部件插入介电层中并且连接到导体图案结构,该导体图案结构基本上与表面齐平。为了与部件接触,提供从铜层突出的凸块型元件或铜柱,例如也从de 696 35 603 t2已知。
3.de 10 2016 206 607 a1公开了具有设计为铜柱的接触元件的电子部件。
技术实现要素:
4.基于上述内容,根据本发明提出了一种用于制造具有权利要求1的特征的导体结构元件的方法,以及一种具有权利要求7的特征的导体结构元件。
5.本发明的基本思想是提供一种安装区域,该安装区域形成为导体结构元件的导电基层上的留出的空间或凹陷。该留出的空间是通过施加,特别是通过电镀,限定了凹陷的导电层来实现的,该凹陷的形状、尺寸和布置被选择成使得它可以容纳有待安装的电子部件的至少一个对应的接触元件。导电层的施加例如如上所述通过电镀/电沉积来实现,但也可以通过其他施加工艺来实现,诸如例如3d印刷,或本领域技术人员熟悉的其他工艺。
6.在从属权利要求、说明书和附图中描述了本发明的进一步的优点和实施例。
7.不用说,在不脱离本发明的范围的情况下,上述特征和下面将要解释的特征不仅可以在相应的指定组合中应用,而且可以在其他组合中或单独地应用。
8.在附图中通过参考示例性实施例高度示意性地示出了本发明(并且未按真实比例绘制),并且在下文中参考附图对本发明进行了详细描述。
附图说明
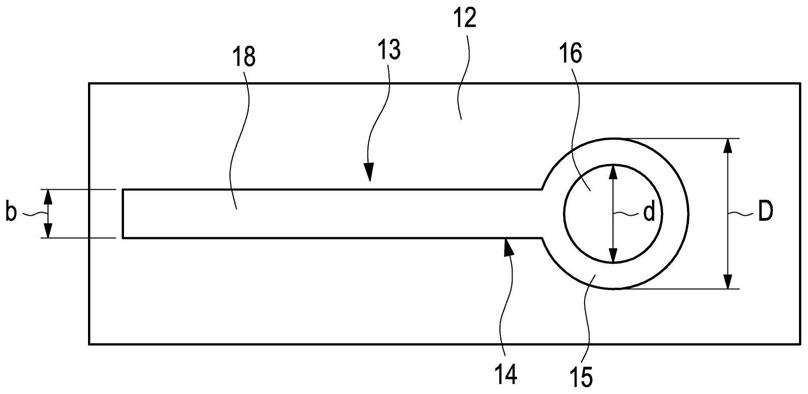
9.图1示出了根据本发明的安装区域的实施例的平面图。
10.图2示出了根据本发明的安装区域的另一实施例的平面图。
11.图3示出了具有同样施加在其上的配准标记的图2的安装区域。
12.图4至图8示出了根据本发明的方法的序列。
13.图9示出了根据图8的观察方向ix的根据本发明生产的安装区域的平面图。
14.图10至图12示出了根据本发明的进一步的方法步骤。
15.图13示出了在安装电子部件之前直接从根据本发明的导体结构元件的安装侧观察的视图。
具体实施方式
16.在各个附图中表示的相同和相似的特征由相同的附图标记表示。
17.图1示出了根据本发明的施加到导电基层12(例如铜膜)的导电层13(例如铜层)的示例。导电层13可以例如通过电镀来产生。在导电层13中存在安装结构14。安装结构14具体包括通过在导电层13中留出的空间而形成的安装区域16。所留出的空间可以是圆形的,例如,如图1的实施例所示。该留出的空间原则上可以具有任何形状,并且确定合适的形状属于本领域技术人员的知识范围内。为了使部件安装过程尽可能简单,推荐采用圆形的留出空间。
18.术语电镀应理解为将金属层,特别是铜层(铜电镀)应用于基层或现有的层结构,如电路板技术中通常已知的。特别地,在本发明的范围内,这包括金属图案结构的应用(在工业中称为图案电镀)。
19.安装结构14还可以包括导体轨迹18,如所示,其也形成在电镀层13中。导体轨迹18导电地连接到安装结构14的区段15。区段15围绕安装区域16并且限定它。在所示的示例性实施例中,区段15形成为与导体轨迹18一体连接并且与后者相比加宽的圆环(即,圆环15的外径d大于导体轨迹18的宽度b)。在所示的示例性实施例中,圆环15的内径d(对应于安装区域16的直径)也大于导体轨迹18的宽度b。区段15可以具有任何其他所希望的形状。
20.图2示出了根据本发明通过电镀到导电基层12(例如铜膜)上而生产的安装结构14的另一示例性实施例。在该示例性实施例中,留出的安装区域16形成为导体轨迹18中的圆形凹陷。这意味着安装区域16的直径d大致等于或小于导体轨迹18的宽度b。可选地(未示出),安装区域的直径也可以略大于导体轨迹的宽度(在这种情况下,其不再是单件结构,而是两个分开的区域)。
21.图3示出了图2的示例性实施例,其具有另外镀在基层12上的配准标记20。配准标记20可以被设计成圆盘,如图所示。然而,它也可以具有其它合适的形状。配准标记20的放置可以相对于安装区域16在位置上限定。配准标记20的应用当然不限于图2的示例性实施例,而是还可以在图1的示例性实施例以及任何其他可能的设计中提供。配准标记20由放置机器人以已知的方式使用,以将安装区域16的预期放置与配准标记20对准。
22.通过参考以下附图,现在将描述用于制造根据本发明的导体结构元件的方法。
23.首先,提供导电基层12,特别是铜层/铜膜,在其上通过图案电镀或其它合适的施加方法施加导电结构层13,特别是铜。以这种方式施加的层13被设计成使得它形成留出的或凹陷的安装区域16。如图1至图3所示,结构层13还可以包括导体轨迹18或至少导体轨迹区段,借助于该导体轨迹区段,接触至少部分地围绕安装区域16(对于安装区域16的直径大于导体轨迹的宽度的情况)并限定该安装区域的导电层13的区段15(也参见图6)。
24.另外,提供至少一个电子部件40。电子部件可以是例如功率半导体、逻辑芯片、asic等。电子部件40包括部件体42,其上设置有接触元件44(参见图4)。接触元件可以具体被构造为铜柱或铜凸块(本领域技术人员通过术语“铜柱”已知)。其它接触装置,例如在铜柱末端的焊料涂层,当然也是可能的。在本发明的上下文中,焊料可以指基于sn合金的经典焊料,但也可以指所谓的扩散焊料(au/sn、ag/sn
…
等),其在焊接工艺之后完全转化为金属间相。接触元件44(如图5中所示)可以涂覆有粘附促进剂46,例如呈棕色蚀刻结构的形式。其它形式的粘合促进剂是本领域技术人员熟悉的。
25.在下一步骤中,至少一个安装结构14安装有一个(或可能更多个)部件40,如图6所示。在所示的示例性实施例的情况下,示出了两个安装结构15,每个安装结构15具有一个安装区域16,具有两个接触元件44的电子部件40被插入到该安装区域16中。安装区域16以这样的方式形成,使得安装区域的相应直径d基本上对应于要插入的接触元件44的外径d',从而允许以精确配合的插入/安装。为了将接触元件44固定在形成安装区域16的凹陷中,可以在接触表面的区域中提供合适的接合装置,例如粘合剂(特别是快速固化的粘合剂,例如环氧树脂粘合剂)或焊料等。电子部件40的接触元件44和/或连接剂可以在部件安装之前被直接加热,从而在安装过程中由于加热而产生更好和更快的接合。如果使用焊料,则可以在部件安装期间借助于加热放置头进行焊接。可选地,可以在室温下进行安装,并且可以在随后的回流焊接工艺中进行焊接。
26.如果需要,可以在组装后通过“底部填充”来稳定安装的部件。在该过程中,部件40和表面12之间的间隙填充有以液体形式施加的绝缘材料,然后固化。
27.然后,将电绝缘材料层30(例如预浸材料)施加在安装的部件40周围和其上,并且如果需要,可以将得到的层结构与覆盖层32层压。由于层压/压缩过程,包含在电绝缘材料中的树脂液化,并且在固化之后形成包围安装部件40和安装结构14的树脂层/介电层30(参见图7)。如有必要,可以对组装后的结构再次进行增粘处理。例如,覆盖层是铜层,例如作为铜膜。
28.最后,根据后续连接技术的性质,在接触区域中或完全去除基层材料(基底铜),即,接触元件44从基层12的侧面暴露,如图8的图中所示。参考符号24指示基层12中的这种暴露凹陷的位置,使得触点44可自由接近。图9示出了从图8中用箭头标记的观察方向ix观察的这种暴露触点44的平面图。在图9中,附图标记26表示连接装置(粘合剂/焊料)。触点的暴露,即在接触元件44的区域中的基底铜材料的去除,以本领域技术人员通常已知的方式进行。
29.然后清洁触点(例如,通过激光、化学或使用等离子体),之后沉积导电层28(参见图10)。可以选择性地(如在暴露的接触元件的区域中(参考符号44和/或26和/或15;参见图9))或在整个表面上(除了基层12上的暴露的接触元件44的区域之外,优选地在导体轨迹18上)施加导电层28。然后将铜层/导电层电沉积在该导电层上和暴露的铜触点上。图10示出了对图中的左手接触元件44的选择性应用和对图中的右手接触元件44的全表面应用。该附图仅用于说明目的,实际上,在每个实施例中,将做出关于导电层电镀形式的决定。导电层的选择性施加可以例如通过导电聚合物(dmse)来进行,而整个表面的施加可以例如通过铜的化学沉积来进行。
30.可选地,可以基本上完全除去基层12。然后,接触元件44、46可以通过选择性运行的施加方法(激光诱导正向转移方法或利用掩模的金属溅射,3d印刷等)连接到导电层13(即,形成接收接触元件的凹陷的层区段或导体轨迹)。
31.如图11所示,作为实现该层的更大机械坚固性的替代,可以例如通过激光烧蚀来去除基底铜12的部分以及电镀层13和接触元件44的部分。然后通过选择性或者全表面电镀来填充由此产生的凹陷24(参见图12中的附图标记28)。更多的去除和更高的电镀增加了导电结构的可靠性。金属层28例如通过电沉积或通过使用激光施加方法(激光诱导正向转移)的添加铜施加来施加。在该方法中,通过激光轰击将铜从基底转移到待涂覆的物体。然后可
构造由此产生的所得外层。
32.图13示出了直接在部件安装之前的根据本发明的导体结构元件10的部件侧的细节的平面图。在去除(剥离)临时施加的光致抗蚀剂之后现在再次暴露的基底铜12和已经电镀的铜结构现在是可见的。除了已经描述的导体轨迹18和在其中形成的安装区域16之外(参见图2),这些包括用于接触的连接点22和结构化铜轨道23,该结构化铜轨道23基本上是矩形的并且围绕矩形区域34,具有安装区域16的导体轨迹18伸入该矩形区域34中。可选地,还可以实现具有组合的安装和接触区域(16、34)的设计。
33.除了导体结构元件10之外,在顶视图中还示出了待安装的电子部件40。电子部件40具有与矩形区域34一致的覆盖区并且装配有接触元件44,当部件40被插入到矩形区域34中时,接触元件44正好如上所述地放置在留出的或凹入的安装区域16中。部件40的金属化区域46(可以是源触点)位于矩形区域34中。
34.此外,还可以想到这样的组合,其中接触元件44通过根据本发明的方法接触,而区域46通常在嵌入过程之后接触,即例如与激光通路和贯通触点接触。然而,原则上,两种接触都允许应用根据本发明的方法。
35.利用根据本发明的过程,与传统方法(例如热结合)相比,安装速率可以显著增加,因为接触元件和安装区域的精确配合设计允许高精度的部件安装。快速固化连接装置的使用使得所安装的部件能够快速地固定就位,从而可以更快地进行进一步的处理。被描述为接触元件的铜柱可以非常精确地并且在小尺寸中实施,并且因此可以以高位置准确度进行安装。
36.根据本发明的导体结构元件可以作为半成品处理,然后集成到印刷电路板中,但也可以作为独立印刷电路板形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1