一种线路板自动脱带系统的制作方法
1.本发明涉及电子技术领域,尤其是指一种线路板自动脱带系统。
背景技术:
2.我国国民经济和社会发展规划纲要提出要提升电子信息制造业,根据数字化、网络化、智能化总体趋势,大力发展集成电路、软件和新型元器件等核心产业。我国信息电子产业的快速发展为印刷电路板行业的快速发展提供了良好的市场环境。电子通讯设备、电子计算机、家用电器等线路板产量的持续增长为印刷电路板行业的快速增长提供了强劲动力,传统的小型线路板在脱离基板时,采用压机进行下压式脱板,这种脱板方式需要人工进行工位更换,其劳动强度大,无法形成自动化生产的需求。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种结构合理、可以有效实现自动化生产的线路板自动脱带系统。
4.为实现上述目的,本发明所提供的技术方案为:一种线路板自动脱带系统,它包括有机台,机台顶部安装有下模,下模后侧的机台上竖直固定有后导轨,后导轨上活动安装有推送滑座,后导轨顶部固定有固定座,固定座顶部沿竖直方向安装有升降气缸,升降气缸活塞杆向下穿过固定座与上模顶部连接,上模底部活动安装有脱带组件,下模输出方向的机台上安装有牵引组件。
5.所述的牵引组件包括有牵引座、连接座、牵引导轴,其中,连接座固定在下模输出方向的边缘处,连接座上设有内凹形成的导轴槽,导轴槽内活动插装有限位导轴,限位导轴另一端伸出导轴槽与牵引座固定连接,连接座顶部设有下凹形成的止返槽,牵引座顶部设有下凹形成的牵引槽,止返槽、牵引槽顶部均设有拉扯组件,牵引槽输入端的牵引座顶部固定有导轨支板,导轨支板顶部呈水平安装有限位导轴,上模上固定有固定导块,限位导轴其中一端与固定导块相抵触,固定导块下部逐渐收缩形成导轴导向面,限位导轴端部安装有抵触轮,抵触轮轮面与导轴导向面抵触,连接座外侧固定有连接销,牵引座外侧固定有牵引销,连接销、牵引销之间通过复位拉簧连接。
6.所述的脱带组件包括有剪切滑座、推送气缸,其中,上模底部设有前后贯穿的限位槽,限位槽呈上大下小的梯形,剪切滑座顶部设有上大下小的梯形限位块,梯形限位块活动嵌装在限位槽内,剪切滑座底部安装有切刀,安装后的切刀位于下模上方,推送滑座后侧安装有推送气缸,推送气缸的活塞杆穿过推送滑座与剪切滑座后端端部连接,推送滑座顶部与上模后端连接固定。
7.所述的拉扯组件包括有定位板、牵引弹簧、牵引导块、定位螺杆,其中,定位板两端设有定位孔,定位螺杆底部向下穿过定位孔与相应的牵引座或连接座连接,定位板上方的定位螺杆上套装有牵引弹簧,牵引弹簧底部与定位板表面抵触,牵引弹簧顶部与定位螺杆的螺帽抵触,牵引导块固定在定位板底部,固定后的牵引导块位于相应的牵引槽或止返槽
内,牵引导块外侧为直边,内侧渐渐收缩形成倾斜的脱带面。
8.本发明在采用上述方案后,带有线路板的板带由下模承托,推送气缸活塞杆伸出带动剪切滑座前行,使切刀位于下模前侧,在剪切时,升降气缸带动上模下降将板带压住,此时切刀位于线路板的正前方,推送气缸活塞杆收缩向后拉动切刀,切刀带动线路板后行,将线路板从板带上切下,线路板从机台后侧输出,线路板被切下后形成一个工位,两个牵引导块之间的距离等于板带上相邻工位之间的距离,牵引导块向下插在相应的板带工位内,当升降气缸带动上模下降时,在导轴导向面的作用下,抵触轮带动限位导轴向外行走,限位导轴同步带动牵引座向外行走,此时牵引座上的牵引导块同步带动板带向外行走,此时,复位拉簧被拉伸,由于连接座上的牵引导块位置是限定位,在该导块的脱带面作用下,连接座上的牵引导块上升,连接座上的牵引弹簧压缩,牵引座上的牵引导块带动板带行走一个工位,连接座上的牵引导块插入板带上后一个工位内,电路板剪切完成后升降气缸带动上模上升,在复位拉簧的作用下,牵引座向下模方向前行,牵引座上的牵引导块在脱带面作用下,脱出该工位,牵引座上的牵引弹簧压缩(此时连接座上的牵引导块直边将工位抵住,防上板带后退),复位拉簧拉动牵引座复位,复位后牵引座上的牵引弹簧扩张带动牵引导块插入后一个工位内(之前连接座上的牵引导块插入的工位),从而完成板带的一个工位牵引,采用本方案后的结构合理、可以有效实现自动化生产。
附图说明
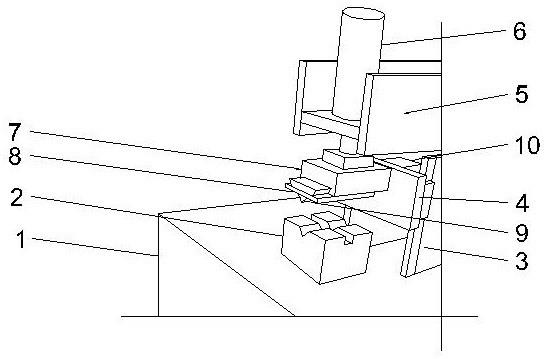
9.图1为本发明的整体结构示意图。
10.图2为本发明的牵引组件示意图。
具体实施方式
11.下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1和附图2,本实施例所述的一种线路板自动脱带系统包括有机台1,机台1顶部安装有下模2,下模2后侧的机台1上竖直固定有后导轨3,后导轨3上活动安装有推送滑座4,后导轨3顶部固定有固定座5,固定座5顶部沿竖直方向安装有升降气缸6,升降气缸6活塞杆向下穿过固定座5与上模7顶部连接,上模7底部活动安装有脱带组件,下模2输出方向的机台1上安装有牵引组件。
12.所述的牵引组件包括有牵引座11、连接座12、牵引导轴13,其中,连接座12固定在下模2输出方向的边缘处,连接座12上设有内凹形成的导轴槽,导轴槽内活动插装有限位导轴14,限位导轴14另一端伸出导轴槽与牵引座11固定连接,连接座12顶部设有下凹形成的止返槽15,牵引座11顶部设有下凹形成的牵引槽16,止返槽15、牵引槽16顶部均设有拉扯组件,牵引槽16输入端的牵引座11顶部固定有导轨支板17,导轨支板17顶部呈水平安装有限位导轴14,上模7上固定有固定导块18,限位导轴14其中一端与固定导块18相抵触,固定导块18下部逐渐收缩形成导轴导向面,限位导轴14端部安装有抵触轮20,抵触轮20轮面与导轴导向面抵触,连接座12外侧固定有连接销,牵引座11外侧固定有牵引销,连接销、牵引销之间通过复位拉簧19连接。
13.所述的脱带组件包括有剪切滑座8、推送气缸10,其中,上模7底部设有前后贯穿的限位槽,限位槽呈上大下小的梯形,剪切滑座8顶部设有上大下小的梯形限位块,梯形限位
块活动嵌装在限位槽内,剪切滑座8底部安装有切刀9,安装后的切刀9位于下模2上方,推送滑座4后侧安装有推送气缸10,推送气缸10的活塞杆穿过推送滑座4与剪切滑座8后端端部连接,推送滑座4顶部与上模7后端连接固定。
14.所述的拉扯组件包括有定位板21、牵引弹簧22、牵引导块23、定位螺杆24,其中,定位板21两端设有定位孔,定位螺杆24底部向下穿过定位孔与相应的牵引座11或连接座12连接,定位板21上方的定位螺杆24上套装有牵引弹簧22,牵引弹簧22底部与定位板21表面抵触,牵引弹簧22顶部与定位螺杆24的螺帽抵触,牵引导块23固定在定位板21底部,固定后的牵引导块23位于相应的牵引槽16或止返槽15内,牵引导块23外侧为直边,内侧渐渐收缩形成倾斜的脱带面。
15.本实施例在采用上述方案后,带有线路板的板带由下模承托,推送气缸活塞杆伸出带动剪切滑座前行,使切刀位于下模前侧,在剪切时,升降气缸带动上模下降将板带压住,此时切刀位于线路板的正前方,推送气缸活塞杆收缩向后拉动切刀,切刀带动线路板后行,将线路板从板带上切下,线路板从机台后侧输出,线路板被切下后形成一个工位,两个牵引导块之间的距离等于板带上相邻工位之间的距离,牵引导块向下插在相应的板带工位内,当升降气缸带动上模下降时,在导轴导向面的作用下,抵触轮带动限位导轴向外行走,限位导轴同步带动牵引座向外行走,此时牵引座上的牵引导块同步带动板带向外行走,此时,复位拉簧被拉伸,由于连接座上的牵引导块位置是限定位,在该导块的脱带面作用下,连接座上的牵引导块上升,连接座上的牵引弹簧压缩,牵引座上的牵引导块带动板带行走一个工位,连接座上的牵引导块插入板带上后一个工位内,电路板剪切完成后升降气缸带动上模上升,在复位拉簧的作用下,牵引座向下模方向前行,牵引座上的牵引导块在脱带面作用下,脱出该工位,牵引座上的牵引弹簧压缩(此时连接座上的牵引导块直边将工位抵住,防上板带后退),复位拉簧拉动牵引座复位,复位后牵引座上的牵引弹簧扩张带动牵引导块插入后一个工位内(之前连接座上的牵引导块插入的工位),从而完成板带的一个工位牵引,采用本实施例后的结构合理、可以有效实现自动化生产。
16.以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1