一种LCP-FPC压制的方法与流程
一种lcp-fpc压制的方法
技术领域
[0001]
本发明涉及一种fpc的制作方法,特别涉及一种lcp-fpc压制的方法。
背景技术:
[0002]
常规fpc多层板采用fccl覆铜板基材+普通丙烯酸或环氧树脂材质胶膜作层间粘合剂,胶膜与基材介质层和铜箔的亲和力较好,常规的压制方式即可以达到一定的结合力。随着手机通信发展,信号频率增加,对信号传输用fpc的介质损耗也要求降低,以免信号损失过大影响质量。这种情况下传统fpc已满足不了低损耗要求。lcp由于其物理性能特别,高频信号损耗很低,可以利用来制作fpc以具备良好的信号损耗性能。而使用lcp基材做fpc多层板时,由于无胶层lcp-fpc层间没有胶膜,层间粘合靠lcp基材本身的lcp树脂,而lcp树脂的的熔融温度在300℃以上,压制温度远高于常规pi类fpc,从而采用现有的压制参数会导致不良率较高,因此目前急需研制出一种lcp-fpc压制的方法,来满足无胶层lcp多层fpc的压制,使得lcp多层板各层之间粘合牢固、可靠,可以满足无胶层lcp多层fpc压制需求。
技术实现要素:
[0003]
本发明所要解决的技术问题是克服现有技术的不足,提供了一种使得lcp多层板各层之间粘合牢固、可靠,可以满足无胶层lcp多层fpc压制需求的lcp-fpc压制的方法。
[0004]
本发明所采用的技术方案是:一种lcp-fpc压制的方法,包括使用到压合机,所述压合机包括压机腔体1、在所述压机腔体1内设置有上压合机构2和下压合机构3,未压制的lcp-fpc多层板4放置在所述上压合机构2和所述下压合机构3之间,所述lcp-fpc多层板由至少一层金属电路层和至少一层第一lcp介质层交替叠加而成,所述的一种lcp-fpc压制的方法包括所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力控制方法以及所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4压合温度控制方法;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力控制方法为:a、启动压合机,所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4产生10kgf的压合力并维持t1时间;b、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力升到40kgf并维持t2时间;c、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力降到20kgf并维持t3时间;d、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力降到10kgf并维持t4时间;e、释放所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力,一个压制循环结束;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4压合温度控制方法为:
①
启动压合机,所述上压合机构2和所述下压合机构3在室温下对所述lcp-fpc多层板4
进行压合并保温t5时间;
②
所述上压合机构2和所述下压合机构3均用时t6时间升温到150℃,升温到150℃后保温t7时间;
③
所述上压合机构2和所述下压合机构3均继续升温,用时t8时间升温到300℃,升温到300℃后保温t9时间;
④
所述上压合机构2和所述下压合机构3均进入降温阶段,t10时间内降温到250℃;所述上压合机构2和所述下压合机构3均降温到250℃后继续降温,t11时间内降温到150℃;所述上压合机构2和所述下压合机构3均降温到150℃后继续降温,t12内降温到室温
⑤
开始卸料,一个压制循环结束;所述压力控制方法中的启动压合机时刻与所述上压合机构2和所述压合温度控制方法中的启动压合机时刻为同一时刻。
[0005]
进一步,t1+t2+t3+t4为t5+t6+t7+t8+t9+t10+t11+t12。
[0006]
优选地,t1为0-5分钟,t2为20-40分钟,t3为60-80分钟,t4为25-45分钟;t5为0-5分钟,t6为10-30分钟,t7为0-5分钟,t8为20-40分钟,t9为30-60分钟,t10为3-7分钟,t11为10-20分钟,t12为10-30分钟。
[0007]
优选地,t1为5分钟,t2为25分钟,t3为70分钟,t4为35分钟;t5为5分钟,t6为20分钟,t7为5分钟,t8为30分钟,t9为40分钟,t10为5分钟,t11为15分钟,t12为15分钟。
[0008]
优选地,t1为3分钟,t2为20分钟,t3为60分钟,t4为25分钟;t5为3分钟,t6为10分钟,t7为3分钟,t8为20分钟,t9为45分钟,t10为3分钟,t11为14分钟,t12为10分钟。
[0009]
优选地,t1为5分钟,t2为30分钟,t3为80分钟,t4为45分钟;t5为5分钟,t6为25分钟,t7为5分钟,t8为33分钟,t9为40分钟,t10为7分钟,t11为20分钟,t12为25分钟。
[0010]
优选地,在整个压制过程中,所述压机腔体1内保持-99kpa以上的真空,对于一个标准大气压来讲,所述压机腔体1内已抽走了99kpa以上的空气。
[0011]
优选地,在压制前,待压lcp-fpc多层板4应该先进行真空预压,所述压机腔体1内真空不小于-99kpa;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的温度和压力分别为150-180℃和20kgf,持续时间为1-3分钟。
[0012]
优选地,整个压制过程中,先将所述压机腔体1内抽真空,达到-95kpa以上的真空,对于一个标准大气压来讲,所述压机腔体1内已抽走了95kpa以上的空气;然后充入纯度99%以上氮气,使得所述压机腔体1内压力维持一个标准大气压。
[0013]
本发明的有益效果是:由于本发明采用压制压力和压制温度的双重调控设计,本发明包括使用到压合机,所述压合机包括压机腔体1、在所述压机腔体1内设置有上压合机构2和下压合机构3,未压制的lcp-fpc多层板4放置在所述上压合机构2和所述下压合机构3之间,所述lcp-fpc多层板由至少一层金属电路层和至少一层第一lcp介质层交替叠加而成,所述一种lcp-fpc压制的方法包括所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力控制方法以及所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4压合温度控制方法,针对无胶层lcp fpc,设置好压制中各阶段的温度和压力参数,使用lcp在初步熔融状态时,在适合的压力下迫使lcp的层与层之间粘合在一起,并通过适合的保持和冷却,使得lcp多层板各层之间粘合牢固、可靠。同时本发明设计出的压制参数,可以满足无胶层lcp多层fpc压制需求。
附图说明
[0014]
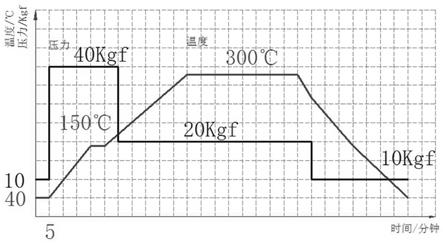
图1是压合机的结构示意图;图2是本实施例一的压制温度、压力参数曲线;图3是本实施例二的压制温度、压力参数曲线;图4是本实施例三的压制温度、压力参数曲线。
具体实施方式
[0015]
实施例一如图1和图2所示,在本实施例中,一种lcp-fpc压制的方法,包括使用到压合机,所述压合机包括压机腔体1、在所述压机腔体1内设置有上压合机构2和下压合机构3,未压制的lcp-fpc多层板4放置在所述上压合机构2和所述下压合机构3之间,所述lcp-fpc多层板由至少一层金属电路层和至少一层第一lcp介质层交替叠加而成,所述的一种lcp-fpc压制的方法包括所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力控制方法以及所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4压合温度控制方法;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力控制方法为:a、启动压合机,所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4产生10kgf的压合力并维持t1时间;b、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力升到40kgf并维持t2时间;c、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力降到20kgf并维持t3时间;d、所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力降到10kgf并维持t4时间;e、释放所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的压力,一个压制循环结束;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4压合温度控制方法为:
①
启动压合机,所述上压合机构2和所述下压合机构3在室温下对所述lcp-fpc多层板4进行压合并保温t5时间;
②
所述上压合机构2和所述下压合机构3均用时t6时间升温到150℃,升温到150℃后保温t7时间;
③
所述上压合机构2和所述下压合机构3均继续升温,用时t8时间升温到300℃,升温到300℃后保温t9时间;
④
所述上压合机构2和所述下压合机构3均进入降温阶段,t10时间内降温到250℃;所述上压合机构2和所述下压合机构3均降温到250℃后继续降温,t11时间内降温到150℃;所述上压合机构2和所述下压合机构3均降温到150℃后继续降温,t12内降温到室温
⑤
开始卸料,一个压制循环结束;所述压力控制方法中的启动压合机时刻与所述上压合机构2和所述压合温度控制方法中的启动压合机时刻为同一时刻。
[0016]
在本实施例中,t1为5分钟,t2为25分钟,t3为70分钟,t4为35分钟;t5为5分钟,t6
为20分钟,t7为5分钟,t8为30分钟,t9为40分钟,t10为5分钟,t11为15分钟,t12为15分钟。
[0017]
在本实施例中,在压制前,待压lcp-fpc多层板4应该先进行真空预压,所述压机腔体1内真空不小于-99kpa;所述上压合机构2和所述下压合机构3对所述lcp-fpc多层板4的温度和压力分别为150-180℃和20kgf,持续时间为1-3分钟。
[0018]
实施例二如图3所示,本实施例与实施例一的不同之处在于:在整个压制过程中,所述压机腔体1内保持-99kpa以上的真空,对于一个标准大气压来讲,所述压机腔体1内已抽走了99kpa以上的空气。
[0019]
实施例三如图4所示,本实施例与实施例一、二的不同之处在于:整个压制过程中,先将所述压机腔体1内抽真空,达到-95kpa以上的真空,对于一个标准大气压来讲,所述压机腔体1内已抽走了95kpa以上的空气;然后充入纯度99%以上氮气,使得所述压机腔体1内压力维持一个标准大气压。
[0020]
实施例四本实施例与实施例一的不同之处在于:在本实施例中,t1为3分钟,t2为20分钟,t3为60分钟,t4为25分钟;t5为3分钟,t6为10分钟,t7为3分钟,t8为20分钟,t9为45分钟,t10为3分钟,t11为14分钟,t12为10分钟。
[0021]
实施例五本实施例与实施例一的不同之处在于:在本实施例中,t1为5分钟,t2为30分钟,t3为80分钟,t4为45分钟;t5为5分钟,t6为25分钟,t7为5分钟,t8为33分钟,t9为40分钟,t10为7分钟,t11为20分钟,t12为25分钟。
[0022]
虽然本发明的实施例是以实际方案来描述的,但是并不构成对本发明含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1