带载体层的金属层叠基材及其制造方法、金属层叠基材及其制造方法、以及印刷线路板与流程
1.本发明涉及带载体层的金属层叠基材及其制造方法、金属层叠基材及其制造方法、以及印刷线路板。
背景技术:
2.目前,作为用于形成细微布线(精细间距)的部件,已知有带载体层的金属箔。该带载体层的金属箔是可剥离的载体层和极薄金属层的层叠体,与由玻璃环氧树脂等构成的刚性基板层叠,得到带载体层的金属层叠基材(覆金属层叠板)。另外,代替上述刚性基板,还已知层叠了具有可挠性的高分子薄膜的部件,并用作用于形成挠性电路基板的金属层叠基材。特别是作为高分子薄膜,使用了低介电常数聚酰亚胺等低介电性聚合物的薄膜的高分子薄膜,作为高频电路用,在第5代移动通信系统(5g)中是有用的。
3.在(专利文献1)中公开有在载体的一面或两面依次具有中间层、极薄铜层的带载体的铜箔,其中,上述极薄铜层是在铜箔的表面上形成含有铜的一次粒子层后,在该一次粒子层上形成包含由铜、钴及镍构成的三元类合金的二次粒子层的铜箔,且在jisz8730所记载的色差计中测定粗化处理面的色差时的与白色的色差δa*值为4.0以下、色差δb*值为3.5以下的高频电路用铜箔。另外,在(专利文献1)中还记载有使纸基材酚醛树脂等刚性基板或液晶聚合物(lcp)等高分子薄膜与上述带载体的铜箔层叠的带载体的覆铜层叠板。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2014-224318号公报
技术实现要素:
7.发明所要解决的问题
8.上述(专利文献1)中,在贴合带载体的铜箔和刚性基板时如下进行:使玻璃布等基材含浸树脂,准备使树脂固化至半固化状态的预浸料,将铜箔层叠于预浸料上进行加热加压。另外,在使用高分子薄膜代替刚性基板的情况下,还通过在高温高压下对液晶聚合物等基材层叠粘接(热压接)铜箔而贴合。
9.但是,特别是在对适于高频电路用途的液晶聚合物或聚氟化乙烯、低介电常数聚酰亚胺等低介电性薄膜热压接带载体的金属箔的情况下,当考虑到低介电性薄膜的熔点等各个特性时,需要将热压接的温度设为280℃以上或300℃以上,在这种温度范围内,存在载体层和极薄金属层之间的剥离层会变质,损害载体的剥离性之类的问题。另一方面,存在如下问题:当为了维持剥离性而降低热压接的温度时,极薄金属层和低介电性薄膜的密合性降低。因此,目前难以兼顾维持载体和极薄金属层的剥离性(低密合性)、和确保极薄金属层和低介电性薄膜的高密合性。
10.因此,本发明的目的在于,提供维持载体层和极薄金属层之间的低密合性,且确保
极薄金属层和低介电性薄膜的高密合性的带载体层的金属层叠基材及其制造方法。另一目的在于,提供层叠了低介电性薄膜和极薄金属层的金属层叠基材及其制造方法。又一目的在于,提供由所述金属层叠基材得到且适用作高频电路用的印刷线路板。
11.用于解决问题的技术方案
12.本发明人等进行了深入研究,结果发现,在使低介电性薄膜和包含载体层、剥离层及极薄金属层的带载体层的金属箔层叠时,通过采用特定的接合方法,并分别控制极薄金属层和低介电性薄膜的接合强度、以及载体层和极薄金属层的剥离强度,能够解决所述课题,并完成了发明。即,本发明的宗旨如下。
13.(1)一种带载体层的金属层叠基材,在低介电性薄膜的至少一面层叠有由包含载体层、剥离层及极薄金属层的至少3层以上构成的带载体层的金属箔,其中,
14.所述极薄金属层和所述低介电性薄膜的接合强度大于所述载体层和所述极薄金属层的剥离强度。
15.(2)根据所述(1)所记载的带载体层的金属层叠基材,其中,在低介电性薄膜和极薄金属层之间具有1层以上的含有金属的中间层。
16.(3)根据所述(2)所记载的带载体层的金属层叠基材,其中,中间层含有选自由铜、铁、镍、锌、铬、钴、钛、锡、铂、银及金构成的组中的任一种的金属或其合金。
17.(4)根据所述(1)~(3)中任一项所记载的带载体层的金属层叠基材,其中,低介电性薄膜为选自由液晶聚合物、聚氟化乙烯、聚酰胺及低介电常数聚酰亚胺构成的组的低介电性聚合物的薄膜。
18.(5)根据所述(1)~(4)中任一项所记载的带载体层的金属层叠基材,其中,载体层和极薄金属层的剥离强度为0.15n/cm以上且0.5n/cm以下。
19.(6)根据所述(1)~(5)中任一项所记载的带载体层的金属层叠基材,其中,极薄金属层和低介电性薄膜的接合强度为2.0n/cm以上。
20.(7)根据所述(1)~(6)中任一项所记载的带载体层的金属层叠基材,其中,剥离层为有机类剥离层或无机类剥离层。
21.(8)根据所述(1)~(7)中任一项所记载的带载体层的金属层叠基材,其中,极薄金属层的厚度为0.5μm以上且10μm以下。
22.(9)一种带载体层的金属层叠基材的制造方法,制造所述(2)所记载的带载体层的金属层叠基材,其中,包括:
23.准备低介电性薄膜、和由包含载体层、剥离层及极薄金属层的至少3层以上构成的带载体层的金属箔的工序;
24.通过溅射蚀刻将所述低介电性薄膜的至少一面活化后,在所述面上溅射成膜含有金属的中间层的工序;
25.通过溅射蚀刻将所述中间层的表面活化的工序;
26.通过溅射蚀刻将所述极薄金属层的表面活化的工序;
27.以0~30%的压下率将所述活化的表面彼此轧制接合的工序。
28.(10)根据所述(9)所记载的带载体层的金属层叠基材的制造方法,其中,低介电性薄膜为选自由液晶聚合物、聚氟化乙烯、聚酰胺及低介电常数聚酰亚胺构成的组中低介电性聚合物的薄膜。
29.(11)根据所述(9)或(10)所记载的带载体层的金属层叠基材的制造方法,其中,进行轧制接合之后,以160℃以上且300℃以下进行热处理。
30.(12)一种金属层叠基材,在低介电性薄膜的至少一面上经含有金属的中间层层叠极薄金属层,所述低介电常数薄膜和所述极薄金属层的接合强度为2.0n/cm以上。
31.(13)根据所述(12)所记载的金属层叠基材,其中,中间层含有选自由铜、铁、镍、锌、铬、钴、钛、锡、铂、银及金构成的组中的任一种金属或其合金。
32.(14)根据所述(12)或(13)所记载的金属层叠基材,其中,在极薄金属层的中间层侧的表面上层叠含有选自由cu、co及ni构成的组中的任一种金属或其合金的粗化粒子层、和/或含有由cr、ni及zn构成的组中的任一种金属或其合金的防锈层。
33.(15)根据所述(12)~(14)中任一项所记载的金属层叠基材,其中,极薄金属层的厚度为0.5μm以上且10μm以下。
34.(16)一种金属层叠基材的制造方法,制造在低介电性薄膜的至少一面上经含有金属的中间层层叠极薄金属层的金属层叠基材,其中,
35.包括将所述(2)所记载的带载体层的金属层叠基材中的所述载体层剥离的工序。
36.(17)一种印刷线路板,其通过在所述(12)~(15)中任一项所记载的金属层叠基材的中间层及极薄金属层形成电路而成。
37.本说明书包含作为本技术优先权的基础的日本专利申请号2019-154167号、2020-013319号的公开内容。
38.发明效果
39.根据本发明,在带载体层的金属层叠基材中,可兼顾维持载体层及极薄金属层之间的低密合性和确保极薄金属层及低介电性薄膜之间的高密合性。另外,能够得到层叠了低介电性薄膜和极薄金属层的金属层叠基材。该金属层叠基材适用于高频电路。
附图说明
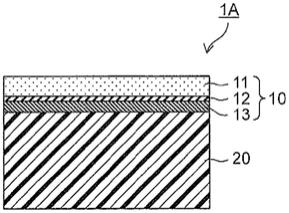
40.图1是本发明的第一实施方式的带载体层的金属层叠基材的剖视图。
41.图2是本发明的第二实施方式的带载体层的金属层叠基材的剖视图。
42.图3a是表示本发明的第二实施方式的带载体层的金属层叠基材的制造工序的图。
43.图3b是表示本发明的第二实施方式的带载体层的金属层叠基材的制造工序的图。
44.图4是表示本发明一实施方式的金属层叠基材的制造工序的图。
45.图5是对实施例5的带载体层的金属层叠基材剥离极薄铜层和低介电性薄膜之间时的各个剥离面的扫描电子显微镜(sem)图像。
具体实施方式
46.以下,详细地说明本发明。
47.图1中表示本发明的第一实施方式的带载体层的金属层叠基材的截面。图1所示的带载体层的金属层叠基材1a通过由载体层11、剥离层12及极薄金属层13构成的带载体层的金属箔10和低介电性薄膜20依次层叠而大概构成。
48.此外,虽然在图1未记载,但还可以在极薄金属层13的低介电性薄膜20侧的表面上层叠粗化粒子层或防锈层、基于硅烷偶联剂的处理层等。这些层可以是任一种层层叠而成,
还可以是多种层层叠而成。粗化粒子层能够含有例如选自由cu、co及ni构成的组中的任一种金属或其合金。具体而言,可举出镀钴-镍合金层、镀铜-钴-镍合金层等。另外,防锈层能够含有例如选自由cr、ni及zn构成的组中的任一种金属或其合金。具体而言,能够举出铬氧化物的皮膜处理、铬氧化物和锌/锌氧化物的混合物皮膜处理、镀ni层等。另外,作为硅烷偶联剂,能够举出:烯烃类硅烷、环氧类硅烷、丙烯酸类硅烷、氨基类硅烷、巯基类硅烷,但不限定于这些。硅烷偶联剂的涂布能够适当采用喷雾器喷涂、涂布器涂布、浸渍等方法进行。
49.载体层11为片状,作为用于防止带载体层的金属层叠基材1a的褶皱或弯折的产生,对极薄金属层13造成损坏的支承材料或保护层发挥作用。作为载体层11,可举出由铜、铝、镍、及其合金类(不锈钢、黄铜等)、在表面上涂覆金属的树脂等构成的箔或板状部件。优选为铜箔。
50.载体层11的厚度没有特别限定,根据可挠性等期望的特性适当设定。具体而言,优选设为10μm以上且100μm以下程度。如果厚度过薄,则可能损害带载体层的金属箔10的可操作性,故不优选。即,有在处理时变形,在极薄金属层13产生褶皱或破裂的情况。另外,如果载体层11过厚,则作为支承材料具有过量的刚性,可能难以与极薄金属层13剥离,故不优选。另外,生产带载体层的金属箔10的成本也会上升。
51.剥离层12还具有如下功能:在降低载体层11的剥离强度,并在将带载体层的金属箔10与低介电性薄膜20接合时加热的情况下,抑制可在载体层11和极薄金属层13之间引起的相互扩散。剥离层12可以是有机类剥离层及无机类剥离层中的任一种,作为用于有机类剥离层的成分,例如可举出含氮有机化合物、含硫有机化合物、羧酸等。作为含氮有机化合物,可举出三唑化合物、咪唑化合物等。作为三唑化合物的例子,可举出:1,2,3-苯并三唑、羧基苯并三唑、n’,n’-双(苯并三唑甲基)脲、1h-1,2,4-三唑及3-胺基-1h-1,2,4-三唑等。作为含硫有机化合物的例子,可举出巯基苯并噻唑、硫氰尿酸、2-苯并咪唑硫醇等。作为羧酸的例子,可举出单羧酸、二羧酸等。另外,作为用于无机类剥离层的成分,例如可举出ni、mo、co、cr、fe、ti、w、p、zn、铬酸盐处理膜等。此外,剥离层12的形成能够通过如下进行:使含有剥离层12的成分的溶液与载体层11的表面接触,将剥离层成分固定于载体层11的表面上等。在使载体层11与含有剥离层12的成分的溶液接触的情况下,该接触只要通过向含有剥离层成分的溶液的浸渍、含有剥离层成分的溶液的喷雾、含有剥离层成分的溶液的流下等进行即可,然后可以进行干燥等并固定。除此之外,还能够采用通过蒸镀或溅射等的气相法成膜剥离层12的成分的方法。
52.剥离层12的厚度典型为1nm以上且1μm以下,优选为5nm以上且500nm以下,但不限定于此。如果剥离层12的厚度过薄,则存在无法充分进行与极薄金属层13的分离而使得剥离变差的问题。另外,如果厚度过大,则可以剥离,但制造成本变高,因此,考虑到它们的平衡而适当设定。
53.构成极薄金属层13的金属能够根据带载体层的金属层叠基材1a的用途、目的的特性适当选择。具体而言,可举出铜、铁、镍、锌、锡、铬、金、银、铂、钴、钛及以它们的任一种为基础的合金等。特别优选为铜或铜合金的层。通过将这些金属与低介电性薄膜20轧制接合,例如能够得到用于形成微细电路的挠性基板。
54.极薄金属层13的厚度为0.5μm以上且10μm以下。优选为1μm以上且7μm以下。在此,极薄金属层13的厚度是指获取带载体层的金属层叠基材1a的截面的光学显微镜照片,测量
在该光学显微镜照片中任何10个点的极薄金属层13的厚度而得到的值的平均值。
55.这种极薄金属层13的制造方法没有特别限定,可以通过无电解电镀法、电解电镀法等湿式成膜法、溅射及化学气相沉积等干式成膜法、或它们的组合形成于剥离层12上。
56.在本实施方式中,在比较极薄金属层13和低介电性薄膜20的接合强度、载体层11和极薄金属层13的剥离强度时,极薄金属层13和低介电性薄膜20的接合强度的一方强度大。由此,在从极薄金属层13剥离载体层11时,能够在极薄金属层13上不产生褶皱或破裂等的情况下剥离。但是,如果极薄金属层13及低介电性薄膜20的接合强度的值、载体层11和极薄金属层13的剥离强度的值过于接近,则实际上会有难以在不影响极薄金属层13和低介电性薄膜20的界面的情况下剥离载体层11的情况,因此,极薄金属层13及低介电性薄膜20的接合强度、与载体层11和极薄金属层13的剥离强度的差优选为0.25n/cm以上。更优选为0.5n/cm以上,最优选为1.5n/cm以上。作为极薄金属层13及低介电性薄膜20的接合强度、及载体层11和极薄金属层13的剥离强度的具体的值,极薄金属层13和低介电性薄膜20的接合强度优选为2.0n/cm以上。另外,载体层11和极薄金属层13的剥离强度只要大于0即可,优选为0.5n/cm以下,但在约低于0.05n/cm的区域中,由于剥离材料(载体层11、极薄金属层13、低介电性薄膜20、其它防锈层等)本身的刚性的影响,有时无法测量准确的剥离强度。载体层11和极薄金属层13的剥离强度优选为0.15n/cm以上且0.5n/cm以下的范围。此外,为了测定上述接合强度的值,首先利用带载体层的金属层叠基材1a制作宽度1cm的试验片。然后,在除去载体层11后,对极薄金属层13表面实施电解电镀(在极薄金属层13为铜的情况下,例如镀铜),在低介电性薄膜20表面上形成约10~20μm厚度的金属层(包含极薄金属层13)。然后,将上述约10~20μm厚度的金属层和低介电性薄膜20局部剥离后,将低介电性薄膜20固定至支承体,将上述约10~20μm厚度的金属层相对于低介电性薄膜20向90
°
方向拉伸。将此时的剥离所需要的力用作接合强度(单位:n/cm)。另外,为了测定上述剥离强度,首先利用带载体层的金属层叠基材1a制作宽度1cm的试验片。将载体层11局部剥离后,将包含极薄金属层13的低介电性薄膜20固定于支承体,将载体层11相对于包含极薄金属层13的低介电性薄膜20向90
°
方向拉伸。此时的剥离所需要的力用作剥离强度(单位:n/cm)。
57.在本说明书中,提及“极薄金属层和低介电性薄膜的接合强度”时,除了是指在极薄金属层和低介电性薄膜的界面剥离时的接合强度之外,还是指由于极薄金属层的内部被破坏而剥离时的接合强度及由于低介电性薄膜的内部被破坏而剥离时的接合强度,另外,如上述在极薄金属层中的低介电性薄膜侧的表面层叠有粗化粒子层或防锈层、硅烷偶联剂的处理层等(总称为“处理层”)时,还是指在极薄金属层和处理层的界面剥离时的接合强度、在处理层和低介电性薄膜的界面剥离时的接合强度、及由于处理层的内部被破坏而剥离时的接合强度。另外,如后述的第二实施方式的带载体层的金属层叠基材(图2),在低介电性薄膜20和极薄金属层13之间具有包含金属的中间层30的情况下,“极薄金属层和低介电性薄膜的接合强度”还指由于极薄金属层的内部被破坏而剥离时的接合强度、在极薄金属层(存在处理层的情况下,处理层)和中间层的界面剥离时的接合强度、在中间层和低介电性薄膜的界面剥离时的接合强度、由于中间层的内部被破坏而剥离时的接合强度、及由于低介电性薄膜的内部被破坏而剥离时的接合强度中的任一项。
58.低介电性薄膜20层叠于极薄金属层13上。作为低介电性薄膜20的材质,只要是可用作挠性基板的低介电性的聚合物材料就可应用,例如,为相对介电常数εr为3.3以下、介
质损耗角正切tanδ的值为0.006以下的材料,但还可以不限定于此。具体而言,能够从液晶聚合物、聚氟化乙烯(聚四氟乙烯等氟类树脂)、聚酰胺、异氰酸酯化合物、聚酰胺酰亚胺、聚酰亚胺、低介电常数聚酰亚胺、聚对苯二甲酸乙二醇酯、聚醚酰亚胺等材料适当选择并使用。优选为液晶聚合物、聚氟化乙烯、聚酰胺或低介电常数聚酰亚胺。低介电性薄膜20为单层的薄膜或由多层构成的层叠体,在多层的情况下,只要该多层中的任一层以上为由上述低介电性的聚合物材料构成的层即可。由低介电性的聚合物材料构成的层以外的层能够由环氧树脂等目前已知的各种材料构成。此外,液晶聚合物是指如在熔融状态下呈现液晶的性质的、以对羟苯甲酸等为基本结构的芳香族聚酯类树脂。
59.低介电性薄膜20的厚度能够根据金属层叠基材的用途等适当设定。例如,在用作挠性的印刷线路板情况下,厚度优选为10μm以上且150μm以下,更优选为10μm以上且120μm以下。此外,接合前的低介电性薄膜20的厚度可通过测微计等测定,是指在从设为对象的低介电性薄膜的表面上随机选择的10个点测定的厚度的平均值。另外,对于使用的低介电性薄膜,优选10个点的测定值的距平均值的偏差在所有的测定值中为10%以内。
60.接着,对本发明的第二实施方式进行说明。图2中表示本发明的第二实施方式的带载体层的金属层叠基材的截面。在本实施方式中,如图2所示,在极薄金属层13和低介电性薄膜20之间具备含有金属的中间层30。该中间层30可以为1层,还可以层叠2层以上。作为含有金属的中间层30,可举出设置于低介电性薄膜20上的通过蒸镀或无电解电镀、溅射成膜的金属层。
61.此外,虽然在图2中未记载,但与第一实施方式的带载体层的金属层叠基材一样,还可以在极薄金属层13的中间层30侧的表面上层叠粗化粒子层或防锈层、硅烷偶联剂的层等。这些层可以层叠任一种层,还可以层叠多种层。粗化粒子层能够含有例如选自由cu、co及ni构成的组中的任一种金属或其合金,但还可以不限定于此。另外,防锈层能够含有例如选自由cr、ni及zn构成的组中的任一种金属或其合金,但还可以不限定于此。
62.中间层30优选含有选自由铜、铁、镍、锌、铬、钴、钛、锡、铂、银及金构成的组中的任一种金属或其合金。特别是在极薄金属层13为铜或其合金的情况下,构成中间层30的金属还优选为铜、或铜镍合金等含有铜的合金。在中间层30为例如cu-ni合金的情况下,ni相对于cu的比率以at%计优选为10%~90%。但是,不限定于此。通过设置这些中间层30,不仅能够保护极薄金属层13或低介电性薄膜20的表面,且提高极薄金属层13和低介电性薄膜20的密合性,而且能够赋予中间层30特有的功能(例如,蚀刻加工时的作为蚀刻阻挡层的功能等)。中间层30的厚度只要为能够发挥提高密合性等功能的厚度即可,没有特别限定。具体而言,优选设为5nm以上且200nm以下的厚度,更优选为10nm以上且100nm以下。
63.下面,特别如图2所示、以制造在低介电性薄膜20和极薄金属层13之间具有含有金属的中间层30的带载体层的金属层叠基材1b的情况为例来说明本发明的带载体层的金属层叠基材的制造方法。图2所示的带载体层的金属层叠基材1b能够通过如下得到:准备由载体层11、剥离层12、极薄金属层13构成的带载体层的金属箔10、和低介电性薄膜20,在低介电性薄膜20的面上设置含有金属的中间层30,接着,将它们通过冷轧接合、表面活化接合等各种方法相互接合,使层间密合。此外,就制造带载体层的金属层叠基材1b时的高压下的接合和/或热处理而言,在接合前后和/或热处理前后使带载体层的金属层叠基材1b的各层的组织显著变化,可能损害带载体层的金属层叠基材1b的特性,因此,优选选择能够避免这种
组织变化的接合
·
热处理条件。
64.基于图3a及图3b说明作为制造带载体层的金属层叠基材1b的方法优选的方式。首先,如图3a所示,通过溅射蚀刻将低介电性薄膜20的面20a活化后(图3a的(a)),在低介电性薄膜20的面20a上溅射成膜含有金属的中间层30。进行溅射成膜时的条件能够根据构成中间层30的金属种类或中间层30的厚度适当设定。
65.接着,如图3b所示,通过溅射蚀刻将中间层30的表面30a活化,通过溅射蚀刻将带载体层的金属箔10的极薄金属层13的表面13a活化,将这些活化的表面彼此进行轧制接合(图3b的(c)),由此,能够制造带载体层的金属层叠基材1b(图3b的(d))。此外,在极薄金属层13的表面13a上包含粗化粒子层或防锈层的情况下,该粗化粒子层或防锈层表面通过溅射蚀刻而被活化。此时,通过溅射蚀刻,可以完全去除该粗化粒子层或防锈层,还可以不去除而残存。轧制接合时的压下率设为0~30%。优选为0~15%。上述的表面活化接合的方法能够降低压下率,因此,可在维持剥离层12的功能(低密合性)的状态下接合,另外,能够不产生褶皱或破裂等的情况下形成厚度精度优异的极薄金属层13。另外,能够减小极薄金属层13和中间层30及低介电性薄膜20的界面的起伏,因此,在对极薄金属层13及中间层30实施图案蚀刻而形成电路时,厚度精度优异,因此,能够得到精密的电路。
66.此外,在通过溅射蚀刻进行活化之前的中间层30的表面30a或极薄金属层13的表面13a上,根据需要,为了防止氧化或提高密合性,还可以实施镀ni、铬酸盐处理、硅烷偶联剂处理等。另外,极薄金属层13的表面13a为了提高与中间层30的密合性,可根据需要实施粗化处理。
67.溅射蚀刻处理能够通过如下进行:例如,准备接合的带载体层的金属箔10或设置有中间层30的低介电性薄膜20作为宽度100mm~600mm的长条卷材,将带载体层的金属箔10或低介电性薄膜20的接合面设为接地的一电极,在与绝缘支承的另一电极之间施加1mhz~50mhz的交流而产生辉光放电,且将露出于通过辉光放电而产生的等离子体中的电极的面积设为上述的另一电极的面积的1/3以下。溅射蚀刻处理中,接地的电极采用冷却辊的形式,防止输送材料的温度上升。
68.在溅射蚀刻处理中,在真空下通过惰性气体溅射带载体层的金属箔10或低介电性薄膜20的接合的面,由此,完全去除表面的吸附物,且去除表面的氧化物层的一部分或全部。优选完全去除铜的氧化物层。作为惰性气体,能够应用氩、氖、氙、氪等或含有它们中至少1种的混合气体。取决于金属的种类,极薄金属层13或中间层30的表面的吸附物能够以蚀刻量约1nm左右完全去除,特别是铜的氧化物层通常能够以5nm~12nm(sio2换算)左右去除。
69.溅射蚀刻的处理条件能够根据极薄金属层13或中间层30的种类等适当设定。例如,能够在真空下,以100w~10kw的等离子体输出、线速度0.5m/分钟~30m/分钟来进行。为了防止表面再有吸附物,此时的真空度越高越好,例如只要为1
×
10
-5
pa~10pa即可。
70.经过了溅射蚀刻的极薄金属层13及中间层30的表面彼此的压接能够通过辊压接进行。辊压接的轧制线载荷没有特别限定,例如能够设定成0.1tf/cm~10tf/cm的范围来进行。但是,在设置有带载体层的金属箔10或中间层30的低介电性薄膜20的接合前的厚度大的情况下等,为了确保接合时的压力,有时需要提高轧制线载荷,因此不限定于该数值范围。另一方面,如果轧制线载荷过高,则不仅极薄金属层13或中间层30的表层,而且接合界
面还容易变形,因此,带载体层的金属层叠基材1b中的各个层的厚度精度可能降低。另外,如果轧制线载荷高,则在接合时施加的加工应变可能变大。
71.压接时的压下率为30%以下,优选为8%以下,更优选为6%以下。此外,厚度还可以在压接的前后不改变,因此,压下率的下限值为0%。
72.为了防止由于极薄金属层13或中间层30表面再吸附氧而导致两者间的接合强度降低,辊压接的接合优选在非氧化气氛中、例如真空中或ar等惰性气体气氛中进行。
73.另外,通过压接而得到的带载体层的金属层叠基材1b能够根据需要进一步进行热处理。通过热处理,能够除去极薄金属层13或中间层30的应变,并提高层间的密合性。该热处理还存在当在高温下长时间进行时,以剥离层12为起点在载体层11上产生气泡,且载体层11以该气泡为起点进行剥离的可能性,或相反地,载体层11和极薄金属层13的密合性通过相互扩散等而变高,载体层11的剥离变得困难的可能性。另外,根据极薄金属层13和中间层30的组合,在界面上生成金属间化合物,密合性(接合强度)趋于降低。因此,上述的热处理以160℃以上且300℃以下的温度进行。更优选为180℃以上且290℃以下。或,优选在轧制接合后不进行热处理。此外,如果从接合后的带载体层的金属层叠基材1b剥离
·
去除载体层11后,则还可以进行在极薄金属层13及中间层30的界面不生成金属间化合物的温度范围内的热处理。
74.接下来,对本发明的金属层叠基材及其制造方法进行说明。图4是表示本发明一实施方式的金属层叠基材的制造工序的图。图4所示的金属层叠基材2在低介电性薄膜20的一面上经含有金属的中间层30层叠极薄金属层13而概略构成。金属层叠基材2除了不具有载体层11及剥离层12以外,与图2所示的带载体层的金属层叠基材1b相同,各层的结构与带载体层的金属层叠基材1b中的各层的结构一样。该金属层叠基材2能够利用带载体层的金属层叠基材1b得到。即,如图4所示,准备带载体层的金属层叠基材1b(图4的(a)),将该带载体层的金属层叠基材1b中的载体层11与剥离层12一起剥离(图4的(b)),由此,能够得到3层结构的金属层叠基材2(图4的(c))。
75.制造的金属层叠基材2具有例如厚度为0.5μm以上且10μm以下的极薄金属层13,能够用作用于制作挠性的电路基板的金属层叠基材(覆金属层叠板)。此外,本发明的金属层叠基材是包含在极薄金属层13的与低介电性薄膜相对侧的表面上通过无电解电镀、电解电镀(例如镀铜)等层叠了追加的金属层的形式的基材。
76.能够使用金属层叠基材2得到形成有微细的电路的印刷线路板。在形成电路的工序中,还可以仅在电路部分形成上述追加的金属层。具体而言,能够适当采用改良型半加成法(msap法)或半加成法(sap法)等目前已知的方法得到印刷线路板,例如,遮盖金属层叠基材2中的极薄金属层13上的非电路部,对未遮盖的部分实施镀铜而形成追加的金属层,除去遮盖,通过蚀刻去除被遮盖隐藏的极薄金属层13,由此,能够制造印刷线路板。此外,本发明中的“印刷线路板”不仅包含形成电路的层叠体,还包含在形成电路后搭载了ic等电子零件类的部件。
77.在图1中的带载体层的金属层叠基材1a、图2中的带载体层的金属层叠基材1b、及图4中的金属层叠基材2的实施方式中,对在低介电性薄膜20的一面上层叠带载体层的金属箔10乃至极薄金属层13的情况进行了说明,但不限定于此。即,还可以根据需要,在低介电性薄膜20的两面上设置中间层30、极薄金属层13、剥离层12及载体层11。通过利用在低介电
性薄膜20的两面上设置有这些层的带载体层的金属层叠基材,能够得到在低介电性薄膜20的两面上形成有电路的挠性的印刷线路板。
78.实施例
79.以下,基于实施例及比较例更详细地说明本发明,但本发明不限定于这些实施例。
80.(实施例1)
81.首先,作为带载体层的金属箔准备了:在由铜构成的厚度18μm的载体层上,经剥离层(有机类剥离层)设置有厚度1.5μm的极薄铜层和在其表面上设置有粗化粒子层及防锈层的带载体层的铜箔(三井金属矿业(株式会社)制mt18fl)、作为低介电性薄膜的厚度25μm的液晶聚合物(lcp)薄膜。通过溅射蚀刻将lcp薄膜的表面活化后,通过溅射成膜形成由铜构成的中间层(厚度40nm)。然后,将极薄铜层及中间层的表面彼此轧制接合,制造作为目标产品的带载体层的金属层叠基材。压接时的线载荷设为1.5tf/cm,表面活化接合的压下率为2.2%。轧制接合后,以240℃进行热处理。
82.(实施例2)
83.作为带载体层的金属箔使用了:在由铜构成的厚度18μm的载体层上经剥离层(有机类剥离层)设置厚度1.5μm的极薄铜层和在其表面上设置有粗化粒子层及防锈层的带载体层的铜箔(三井金属矿业(株式会社)制mt18fl)。另外,作为低介电性薄膜,使用厚度100μm的lcp薄膜,通过溅射蚀刻将其表面活化后,通过溅射成膜形成由铜构成的中间层(厚度40nm)。然后,将极薄铜层及中间层的表面彼此轧制接合,然后进行热处理,制造带载体层的金属层叠基材。接合条件如表1所示。另外,表面活化接合的压下率为2.5%。
84.(实施例3及4)
85.除了将接合条件如表1所示进行变更以外,与实施例2同样地进行,制造带载体层的金属层叠基材。实施例3及4中的压下率分别为2.5%及3.5%。
86.(实施例5)
87.作为低介电性薄膜及中间层,与实施例1一样,使用在厚度25μm的lcp薄膜的表面上通过溅射成膜而形成由铜构成的中间层(厚度40nm)的部件,进一步将接合条件如表1所示进行变更,除此以外,与实施例2同样地进行,制造带载体层的金属层叠基材。压下率为2.2%。
88.(实施例6)
89.作为带载体层的金属箔,使用在由铜构成的厚度18μm的载体层上,经剥离层(无机类剥离层)设置厚度3.0μm的极薄铜层和在其表面上设置有粗化粒子层及防锈层的带载体层的铜箔(jx金属(株式会社)制jxut-iii),进一步将接合条件如表1所示进行变更,除此以外,与实施例5同样地进行,制造带载体层的金属层叠基材。压下率为4.3%。
90.(实施例7)
91.作为低介电性薄膜及中间层,使用了在厚度25μm的低介电性聚酰亚胺(改性聚酰亚胺,mpi)薄膜的表面上通过溅射成膜形成由铜构成的中间层(厚度40nm)的部件,除此以外,与实施例4同样地进行,制造带载体层的金属层叠基材。压下率为2.2%。
92.(实施例8)
93.作为带载体层的金属箔,使用在由铜构成的厚度18μm的载体层上经剥离层(无机类剥离层)仅设置厚度2.0μm的极薄铜层和在其表面上的防锈层(无粗化粒子层)的带载体
层的铜箔(试制材料1),进一步将接合条件如表1所示进行变更,除此以外,与实施例6同样地进行,制造带载体层的金属层叠基材。压下率为2.2%。
94.(实施例9)
95.作为带载体层的金属箔,使用在由铜构成的厚度18μm的载体层上经剥离层(有机类剥离层)仅设置厚度5.0μm的极薄铜层和在其表面上的防锈层(无粗化粒子层)的带载体层的铜箔(试制材料2),进一步将接合条件如表1所示进行变更,除此以外,与实施例8同样地进行,制造带载体层的金属层叠基材。压下率为6.3%。
96.(比较例1)
97.除了将接合条件如表1所示进行变更以外,与实施例5同样地进行,制造带载体层的金属层叠基材。压下率为2.2%。
98.(比较例2)
99.除了将接合条件如表1所示进行变更以外,与实施例6同样地进行,制造带载体层的金属层叠基材。压下率为4.3%。
100.(比较例3)
101.除了将接合条件如表1所示进行变更以外,与实施例5同样地进行,制造带载体层的金属层叠基材。压下率为2.2%。
102.(比较例4)
103.除了将接合条件如表1所示进行变更以外,与实施例6同样地进行,制造带载体层的金属层叠基材。压下率为4.3%。
104.(比较例5)
105.首先,作为带载体层的金属箔准备了:在由铜构成的厚度18μm的载体层上,经剥离层(有机类剥离层)设置厚度2.0μm的极薄铜层和在其表面上设置有粗化粒子层及防锈层的带载体层的铜箔(三井金属矿业(株式会社)制mt18fl);作为低介电性薄膜的厚度25μm的液晶聚合物(lcp)薄膜。接着,将带载体层的铜箔和lcp薄膜通过热压接进行接合,制造带载体层的金属层叠基材。热压接的条件如表2所示。
106.(比较例6及7)
107.除了将热压接的条件如表2所示进行变更以外,与比较例5同样地进行,制造带载体层的金属层叠基材。
108.(比较例8)
109.首先,作为带载体层的金属箔,准备了在由铜构成的厚度18μm的载体层上,经剥离层(无机类剥离层)设置厚度3.0μm的极薄铜层和在其表面上设置有粗化粒子层及防锈层的带载体层的铜箔(jx金属(株式会社)制jxut-iii)、作为低介电性薄膜的厚度25μm的液晶聚合物(lcp)薄膜。接着,将带载体层的铜箔和lcp薄膜通过热压接进行接合,制造带载体层的金属层叠基材。热压接的条件如表2所示。
110.(比较例9及10)
111.除了将热压接的条件如表2所示进行变更以外,与比较例8同样地进行,制造带载体层的金属层叠基材。
112.对实施例1~9及比较例1~10中得到的带载体层的金属层叠基材,测定极薄铜层和低介电性薄膜的接合强度、载体层和极薄铜层的剥离强度、及总厚度。将测定结果在表3
中示出。
113.[表1]
[0114][0115]
[表2]
[0116][0117]
[表3]
[0118][0119]
如表1及3所示,在热处理温度高的情况(比较例1及2)、及热处理温度低的情况下(比较例3及4),不能兼顾载体层及极薄铜层之间的低密合性和极薄铜层及低介电性薄膜之间的高密合性。
[0120]
另外,如表2及3所示,在通过热压接将带载体层的铜箔和低介电性薄膜接合的情况下,不能兼顾载体层及极薄铜层之间的低密合性和极薄铜层及低介电性薄膜之间的高密合性。特别是在比较例6、7、9及10中,低介电性薄膜脆且变质,不适合作为用于形成电路的金属层叠基材。另外,在比较例10中,不能剥离载体层和极薄铜层。
[0121]
另外,对于实施例5中测定接合强度后的各个剥离面,使用扫描电子显微镜(sem)实施观察及通过edx实施表面元素分析。将扫描电子显微镜图像在图5中示出。分析的结果,确认到在实施例5的lcp侧的剥离面上未附着铜。另外,在极薄铜层侧(剥离表面为中间层)附着有一部分凝聚破坏的lcp,因此,可知剥离是由于lcp的内部破坏及中间层与lcp的界面剥离的两方面产生。
[0122]
(实施例10~16)
[0123]
通过从实施例1~7中得到的带载体层的金属层叠基材去除载体层,制造具备包含粗化粒子层及防锈层的厚度1.5μm~3.0μm的极薄铜层的金属层叠基材。
[0124]
(实施例17、18)
[0125]
通过从实施例8、9中得到的带载体层的金属层叠基材除去载体层,制造具备仅包含防锈层(不包含粗化粒子层)的厚度2.0μm~5.0μm的极薄铜层的金属层叠基材。
[0126]
对于得到的实施例10~18的金属层叠基材,测定极薄铜层和低介电性薄膜的接合强度、总厚度、及极薄铜层的厚度。将测定结果在表4中示出。
[0127]
[表4]
[0128][0129][0130]
这些实施例10~16的金属层叠基材为由极薄铜层、粗化粒子层、防锈层、中间层(铜)及lcp或mpi薄膜构成的结构,另外,实施例17、18的金属层叠基材为由极薄铜层、防锈层、中间层(铜)及lcp构成的结构。对于这些金属层叠基材,可采用辉光放电发光分光法(gds)、俄歇电子分光法(aes)的深度方向的元素的分布状态(depthprofile)测定或透射电子显微镜(tem)的截面观察,确定各层的层叠状态。
[0131]
另外,可通过抗蚀剂等在金属层叠基材的极薄铜层上形成电路图案,通过改良型半加成法(msap法)或半加成法(sap法)等在低介电性薄膜上形成微细的电路。
[0132]
附图标记说明
[0133]
1a 带载体层的金属层叠基材
[0134]
1b 带载体层的金属层叠基材
[0135]
2 金属层叠基材
[0136]
10 带载体层的金属箔
[0137]
11 载体层
[0138]
12 剥离层
[0139]
13 极薄金属层
[0140]
13a 极薄金属层的表面
[0141]
20 低介电性薄膜
[0142]
20a 低介电性薄膜的面
[0143]
30 中间层
[0144]
30a 中间层的表面
[0145]
本说明书中引用的所有的刊物、专利及专利申请通过引用直接被引入本说明书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1